医疗器械检测中维氏硬度不同试验力的不确定度
2013-08-08作者黄书泽丁彪邹凤平
【作者】黄书泽,丁彪,邹凤平
上海市医疗器械检测所,上海市,201318
0 前言
金属材料广泛的应用于医疗器械领域,其中不锈钢、钛合金、钴基合金三大系列占整个生物材料产品市场份额40%左右[1-4]。为了保证金属医疗器械能够安全有效的使用,金属材料的硬度经常作为国家标准、行业标准中的性能要求指标之一。常见的金属硬度测试方法有维氏硬度试验、洛氏硬度试验和布氏硬度试验[5]。其中维氏硬度试验是属精确度较高的一种硬度测量方法,其测量范围广,已广泛的被应用于金属医疗器械的硬度检测。
维氏硬度(Vickers-hardness) 是表示材料硬度的一种标准,由英国科学家维克斯首先提出。一般以(49.03~980.7) N的负荷,将相对面夹角为136o的方锥形金刚石压入器压材料表面,保持规定时间后,测量压痕对角线长度,然后按参考文献[6]中的公式来计算出硬度的大小。

其中:F=负荷(牛顿力),S=压痕表面积(mm2),α=压头相对面夹角=136o,d=平均压痕对角线长度(mm)。
根据试验力的大小,维氏硬度试验分为维氏硬度试验(试验力 F ≥ 49.03 N)、小力值维氏硬度试验(试验力1.961 N≤ F < 49.03 N)、显微维氏硬度试验(试验力0.09807 N≤ F < 1.961 N)[5]。
1 不同试验力的不确定度
众所周知,当测试力增加,压痕面积相应增加,所以维氏硬度与试验力的大小无关,理论上一种材料的硬度值应该都是一样的[7]。但是在实际试验过程中发现,当试验力变化时,维氏硬度值会有变化,这与试验时材料的均匀性、操作人为因素、环境条件等有关。即使上述种种条件都做到极致,但是人眼是有最小分辨线距离,这个对于不同的试验力的维氏硬度的影响是不一样的,而且无法避免。光学研究表明,根据瑞利判据人眼可分辨明视距处的最小线距离为y ≈ 0.1 mm[8]。
所谓不确定度是表明测量之值的分散性,只与测量方法有关,是一个区间,用标准偏差,标准偏差的倍数,或说明了置信水准的区间的半宽度来表示,在数轴上表示为一个区间[9-11]。不确定度是一个与测量结果相联系的参数,也就是说只有测量结果才有不确定度。而试验力是没有不确定度的,这里的试验力不确定度是指只考虑由于人眼最小分辨线距离的原因试验力在测量结果中引入的不确定度分量,是试验力引入的不确定度。
假定一个样块在不同试验力条件下的维氏硬度值都为H,而且非常均匀,其他的可能带来不确定度的因素都不予考虑,在同样条件下使用相同的维氏硬度计,对这个材料的维氏硬度采用四种不同的试验力分别进行200次独立重复测量,然后对四种不同试验力分别进行不确定度的A类评定。
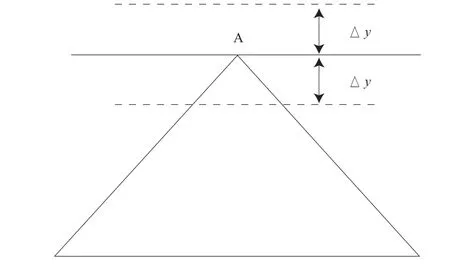
图1 维氏硬度压痕顶点示意图Fig.1 Vertex indentation test for vickers-hardness
如图1根据人眼的分辨最小线距离可知,对于压痕顶点A的位置判定,会与真实A的位置有个△y偏差,有可能是正偏差也有可能是负偏差,A的判定位置应该是在两者之间随机出现,压痕对角线四个顶点的情况都是相同的,并且相互之间都是相互独立,完全不相关,因此压痕对角线长度d最大偏差为4倍△y,现在一般都是在放大400倍的条件下测量压痕对角线长度,因此维氏硬度测量值分布区间为
为了方便不确定度的计算取两者中较小者,其区间分布变为:
压痕对角线四个顶点的位置都是在真实位置±△y的范围内随机出现的,而且是相对独立不相关的,它们的概率密度分布应该是四个矩形分布,因此200次独立重复测量得到的材料维氏硬度值的均值应该也是H。被测量维氏硬度的合成标准不确定度由四个相互独立且界限值一样的均匀分布合成,则其概率密度分布可以近似地估计为高斯正态分布。
如果一个样块在不同试验力条件下维氏硬度值都为800时,其试验维氏硬度值概率密度分布为正态分布,可知包含因子κ=3,其分布区间[800-α,800+α],它们的不确定度为,所以在试验力F=0.2452 N时,μ=58;在试验力F=1.961 N时,μ=23;在试验力F=9.807 N时,μ=10;在试验力F=98.07 N时,μ=3.7。如果另一个样块在不同试验力条件下维氏硬度值都为400时,其试验维氏硬度值概率密度分布为正态分布,可知包含因子κ=3,其分布区间[400-α,400+α],它们的不确定度为,所以在试验力F=0.2452 N时,μ=22;在试验力F=1.961 N时,μ=8.0;在试验力F =9.807 N时,μ =4.0;在试验力F = 98.07 N时,μ =1.3。
从计算可以看出,在放大400倍测量时,随着试验力的增加,在不同试验力下由人眼的最小分辨线距离造成的不确定度变小;在相同试验力下,随着维氏硬度值增大,其不确定度变大;显微维氏硬度试验不确定度较大,在实际检测中最好不要采用。
2 不同试验力的试验
试验用维氏硬度试验机:经计量合格的上海东华工具厂(可选择试验力:5 kgf、10 kgf、15 kgf、45 kgf)和德国Zwick公司(可选择试验力:10 gf、25 gf、50 gf、100 gf、200 gf、300 gf、500 gf、1000 gf、2000 gf)的仪器。
试验用的标准硬度块:中国航天科技集团公司上海地区计量站的两个标准硬度块(标准硬度块1较硬)。
选择的试验力:25 gf(F=0.2452 N)、200 gf(F=1.961 N)、1000 gf(F=9.807 N)和10 kgf(F=98.07 N)。
测量压痕对角线长度的放大倍数:400倍。
方法:用四个不同试验力,按照GB/T 4340.1-2009 金属材料维氏硬度试验第1部分:试验方法中规定的方法,在两个标准硬度块上分别进行15次测量。25 gf~1000 gf试验下的测量采用德国Zwick公司的仪器直接显示维氏硬度值,10 kgf试验力下的测量是首先利用上海东华工具厂的仪器是测量压痕对角线的长度,然后根据GB/T 4340.4-2009金属材料维氏硬度试验 第4部分硬度值表查找得到维氏硬度值。测量后进行统计学分析,结果如表1所示。根据GB/T 4340.1-2009 金属材料维氏硬度试验第1部分:试验方法,规定不同试验力之间,硬度值是不能相互比较大小的。表1中的标准不确定度是用标准偏差表示的不确定度,它的A类评定可用贝塞尔公式表示:

表1 不同试验力的测量结果Tab.1 Experimental results in different test force

从表1中可以看出,随着试验力的增加,其测量不确定度变小;相同的试验力,维氏硬度值增大时,其不确定度较大,显微维氏硬度试验不确定度较大,实验结果与上面的公式推理结果是相互一致的。
3 小结
在制定企业或者行业标准中产品维氏硬度要求的时候,应该尽量选用试验力大的,这样不确定度会比较小,有比较好的重复性和准确性,以便在监管的时候能保证检测数据真实可靠有效,方便对医疗器械产品进行监管,以保证产品的性能安全可靠。例如在行标YY 0043-2005 医用缝合针中规定缝合针的硬度不小于520 HV0.2,选择的试验力是0.2 kgf,如果缝合针硬度是550 HV0.2,根据维氏硬度的计算公式,试验力是0.2 kgf,试验的压痕对角线长度0.026 mm;试验力是1 kgf,试验的压痕对角线长度0.058 mm;试验力是10 kgf,试验的压痕对角线长度0.184 mm。GB/T 4340.1-2009 金属材料维氏硬度试验第1部分:试验方法中要求试样的厚度至少应为压痕对角线长度的1.5倍,而且一般缝合针的直径大于0.2 mm,那么可以看出选择试验力是1 kgf,也是可以满足要求的,选择1 kgf的试验力应该是比较好的。当然也不是说选择试验力越大越好,应该根据实际的产品特点,产品的材料、尺寸等实际因素来选择。比如行标YY/T 0072-2010 眼用刀通用技术条件中规定其他材料制成的眼用刀硬度不小于460 HV10,如果眼用刀硬度是500 HV10,当试验力为10 kgf时,试验的压痕对角线长度0.193 mm,就要求试样的厚度约为0.3 mm,但是一般眼用手术刀的话,都比较的小巧,刀片也比较薄,有的眼科用手术刀刀片厚度仅有0.2 mm左右,就不适合选用10 kgf的试验力,试验力为1 kgf时,试验的压痕对角线长度0.061 mm,厚度0.2 mm的话就符合要求了。
我国的医疗器械行业正处在一个飞速发展的时期,金属材料在医疗器械当中的应用也越来越广泛,但是医疗器械关系着人们的生命健康安全,其性能的安全可靠性应该具有严格的监管。通过数学模拟运算及试验,结果表明在400倍放大倍数时,随着试验力的增加,不确定度减小;在条件允许的情况下,应当尽量选择比较大的试验力,以提高维氏硬度试验的准确性及重复性;在实际检测过程中,最好不要选用显微维氏硬度试验。
[1]于振涛, 周廉, 王克光.生物医用型β型钛合金的设计与开发[J].稀有金属快报, 2004, 23(1): 7-12.
[2]杨柯, 任玲, 任伊宾.医用不锈钢的研究与发展[J].中国材料进展, 2010, 29(12): 7-16, 40.
[3]Long M, Rack HJ.Titanium alloys in total joint replacement--a materials science perspective[J].Biomaterials, 1998, 19(18): 1621-1639.
[4]Deeidar MM, Khalil KA,Lim JK.Processing and mechanical properties of porous 316L stainless steel for biomedical applications[J].中国有色金属学会会刊(英文版), 2007, 17(3):468-473.
[5]韩德伟.金属硬度检测技术手册[M].湖南: 中南大学出版社, 2003.
[6]GB/T 4340.1-2009 金属材料维氏硬度试验第1部分: 试验方法[S].
[7]白新房, 张小明, 陈绍楷.试验力选择对维氏硬度值的影响[J].理化检验-物理分册, 2007, 43(11): 560-562.
[8]施心路.光学显微镜及生物摄影基础教程[M].北京: 科学出版社, 2002.
[9]JJF 1001-1998 通用计量术语及定义[S].
[10]JJF 1059-1999 测量不确定度评定与表示[S].
[11]倪育才.实用测量不确定度评定(第3版)[M].北京: 中国计量出版社, 2012.
