一种明弧焊接视频监控系统的设计
2013-08-06王含宇张国涛热米娜帕尔哈提
王含宇,张国涛,热米娜·帕尔哈提
(新疆威奥科技股份有限公司新疆自动化焊接工程技术研究中心,新疆 克拉玛依 834003)
0 前言
在明弧焊接条件下,当采用手工焊或机械化焊接时,焊工都是通过手持或者头戴焊帽来实现对焊接熔池、焊道、焊枪位置以及熔滴过渡的观察,进而实现焊条电弧焊,或者机械化焊接。如果能有一个代替焊工近距离监控焊接熔池的系统,并能远距离遥控焊接摆动器的动作和操作焊接辅机的运动姿态,实现有人为干预的机械化焊接,就可以解决当焊接位置不适合人近距离观察时难以焊接的问题。同时也能有效减轻焊工作业强度,保护焊工身体远离弧焊的强电磁辐射和焊接烟尘等的伤害。基于以上因素考虑,设计了一种明弧焊接视频监控系统。该系统通过使用特定的大动态范围的高速相机和滤光减光部件,在人机交互界面上,实时显示相机拍摄到的焊接熔池、焊道、焊枪与焊道相对位置的动态图像,由焊工手持遥控器人工调节焊接摆动器,实现机械化焊接。
1 系统设计
本系统为实现明弧条件下(气保、氩弧),在人机界面上监控焊接过程,从图像上能清楚看到包括弧光中心、熔池、焊道、焊枪位置等信息。同时,能将使用高速摄像机拍摄的焊接熔滴过渡过程记录并存储,焊接完成后慢速回放,分析研究相关的焊接工艺及技术参数。
1.1 硬件系统设计
对明弧焊接视频监控硬件部分的设计,是基于焊接试验结果制定的。钨极氩弧焊时通过使用光谱仪(型号:OceanOptics USB2000),采集电弧及熔池所在区域的光谱,如图1所示。光谱仪采集光谱结果如图2所示。

图1 采集电弧及熔池所在区域的光谱示意
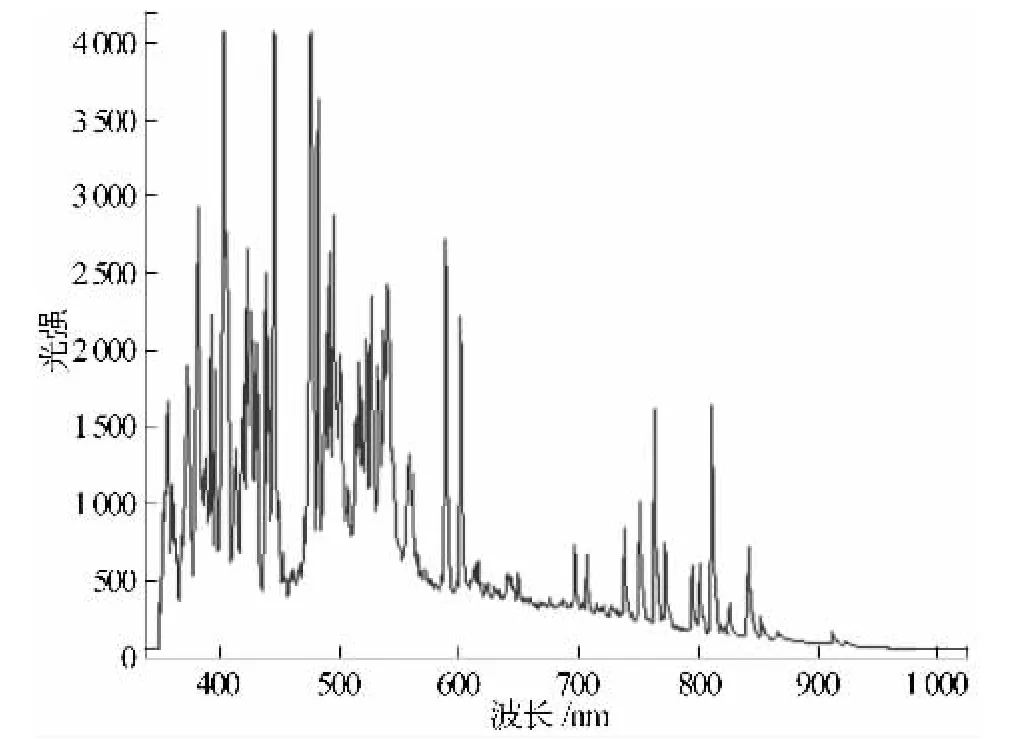
图2 光谱仪采集实验结果
由图2可知,电弧空间光谱的现象规律:a.焊接电弧光谱由连续谱与特征谱叠加而成。连续谱部分即熔池发光,在焊接过程中幅值变化不大;特征谱部分,即电弧发光和熔池上方金属蒸汽发光,在焊接过程中随时间有较连续谱更为明显的涨落变化。b.波长600~700 nm之间无突出的特征谱峰值。c.波长850~910 nm之间无突出的特征谱峰值,且连续谱强度较低。d.波长920 nm以后无突出的特征谱峰值,且连续谱强度较低。根据以上实验结论,采用了中心波长808 nm、带宽20 nm的窄带滤光片。在这个波长里具有特征谱和连续谱,且强度都不高。因此,相机的感光芯片不易出现过饱和情况,又能得需要观察的熔池、电弧以及背景焊道的图像,比较适合本系统的图像质量需求。
焊工手工或者机械焊接时,需要得到的信息主要是熔池的状态、焊丝和钨针与前端焊道的位置关系[1]。试验在一般CCD、CMOS相机以及胶片式相机的镜头前加装焊帽滤镜或波长808 nm的窄带滤光片,拍摄焊接过程中熔池、焊道、熔滴过渡画面。结果表明:明弧焊起焊后,通过给一般的CCD、CMOS相机镜头前加装滤光片,以期望达到类似于人眼通过焊接滤镜看到的图像效果几乎是不可能实现的。在使用胶片摄相机时,却能达到类似人眼的效果。然而胶片摄相机只能录制后重放,并不适合于实时响应的焊接过程。分析原因是由于人眼和胶片的成像宽容度范围比一般CCD、CMOS相机大很多倍,人眼有很强的明暗适应能力,能同时分辨出视野中极亮和极暗部分的细节光强。而一般CCD、CMOS感光片不能承受太大比例的光比,高光部位已经超出了光电效应电流的极限而过饱和,极暗部位却由于不能引发光电效应而一片黑,所以一般CCD、CMOS相机只能舍亮取暗或者舍暗取亮。在这个情况下,本研究在熔池监控方案中特别选择了瑞士Photonfocus的相机(型号:MV-D1024E-160-CL-12)。这款相机在硬件设计上采用linlog技术来增大相机的动态范围,对强光采用对数响应压缩,对弱光仍然采用线性响应,以达到平衡图像对比度的作用,增加了图像的灰度动态范围,观测明弧焊接的效果几乎等同于人眼观察。如图3所示,图3a关闭linlog功能时,灯泡曝光过度,灯泡后面的细节看不到;图3b打开linlog功能后,灯泡后面的Photonfocus图标看得很清楚。
应用于熔池监测的瑞士Photonfocus增强型高动态范围相机,全分辨率1024×1024时,帧速37 fps,满足低速拍摄的要求;在开窗256×256时,帧速达587 fps,可满足稍高速拍摄要求。采用808 nm窄带滤波片[2-3]作为辅助手段,滤掉一部分电弧的光强,防止因曝光过度损失熔池细节,可在焊接过程中看清熔池和焊枪位置。采用变焦微距镜头,将图像放大显示在屏幕,提供更多细节信息。自然光环境下由于加装窄带滤光片导致焊接区域一片漆黑,在焊接之前增加辅助光源做照明。实现起焊前的焊枪位置相对于焊道的微调和在起焊后辅助光源起到照亮前端焊道的作用。若不加外部辅助光源,起焊后弧光以及由弧光照亮的熔池作为唯一光源,仅能照亮焊接中心很小一部分区域。由于需要判断钨针与焊道的相对位置以及将要发生的位移变化,焊工还需要观察前方焊道,因此需增加一个外部光源来补偿焊道区域的光强。
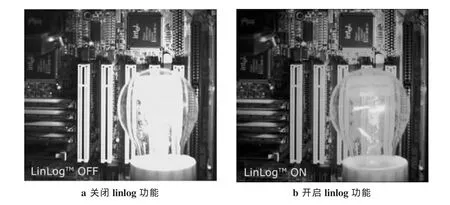
图3 Linlog功能启闭时图像效果对比
焊接视频监控系统功能有:a.焊接过程的视频监控;b.焊接过程的焊接熔池、焊枪位置及焊道的图像拍摄与存储;c.通过无线遥控器控制焊接辅助设备——机械化焊接摆动器、焊接操作机和焊接变位机;d.在工控机的人机界面上设置各种焊接参数和系统参数。系统设计框图如图4所示。
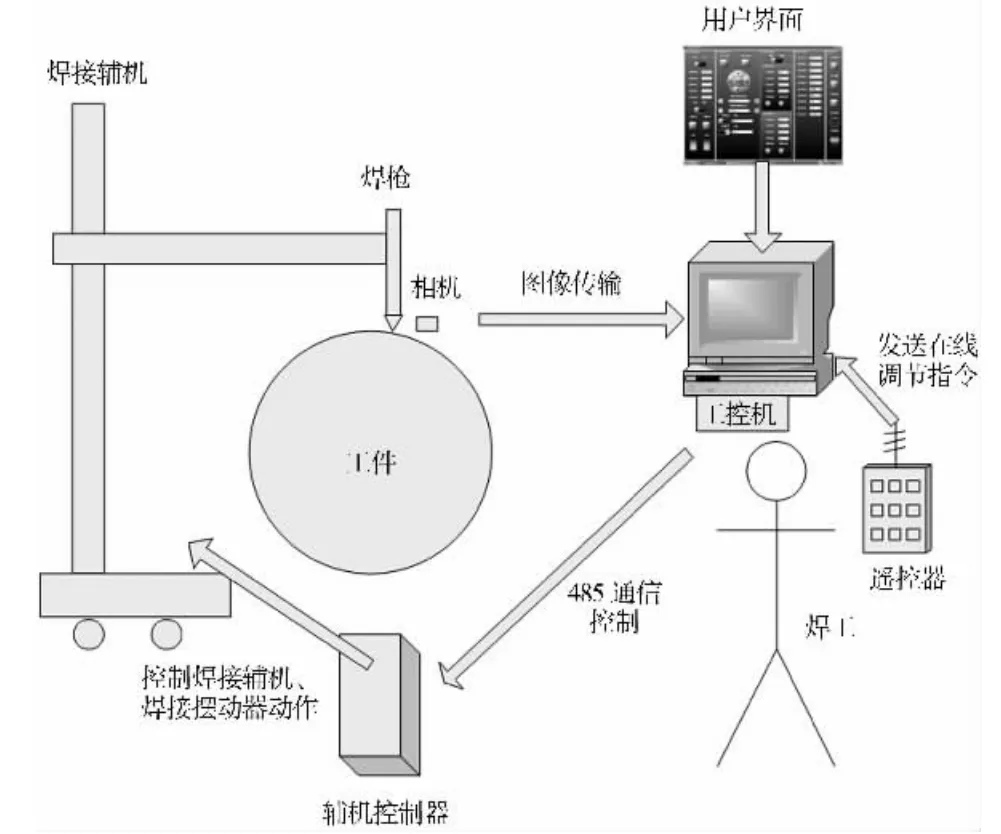
图4 系统设计框图
本系统以工控机为核心控制器,在人机交互界面上对整个系统的参数进行设置,包括:相机参数、焊接摆动器和焊接辅机的相关参数。起焊前,相机拍摄焊枪和焊道的图像传回用户界面。此时,相机曝光时间为400 ms,在有辅助光源的情况下,即使有窄带滤光片,仍然能清楚获得焊枪和焊道的画面。焊工通过这些画面,用遥控器微调焊枪和焊道的相对位置,使焊枪对准焊道中心。在控制界面上按下起焊按钮,焊枪起弧,相机曝光率自动切换到0.01 ms,相机拍摄焊枪前端的焊接熔池图像,传回工控机人机界面。操作者在人机界面前观察焊接时的实时状态,并通过无线遥控器实时调节焊接摆动器的左右偏移量、焊接速度等参数。焊接摆动器夹持着焊枪往复运动,模仿焊工施焊,实现焊接的机械化。工控机通过485通信,控制焊接辅机的控制器来实现对焊接辅机各个部位的位姿调节。
1.2 软件设计
在系统启动后,通过基于Qt设计的人机界面,对焊接的各个参数进行设定,如图5所示。同时将设置的参数通过485通信发送到焊接辅机控制器和焊接摆动器控制器中。参数设置完毕后,打开监控相机以及激光光源,界面中出现被监控的焊枪和焊道等图像,如图6所示。焊工通过无线遥控器,微调焊枪和焊件之间的相对位置关系,做好起焊准备。

图5 系统用户界面
在起弧的同时调低相机的曝光时间为0.01 ms,开始焊接。界面中图像随即切换到起焊后焊接熔池、熔滴以及焊道的画面。氩弧焊焊接的监控效果如图7所示。可以清楚地得到焊接熔池、弧光、钨针、焊丝以及前端焊道的丰富信息。实验系统实物如图8所示。

图6 起焊前观察

图7 起焊后效果
2 结论
在实验系统上,实验母材材质为Q235的氩弧焊打底,采用V型坡口形式,焊接速度为80 mm/min。由焊工在工控机人机界面前通过图像反馈,使用手持无线遥控器来操作焊接摆动器进行焊接。通过实验,本系统可以满足一定工况条件下的明弧焊接生产应用。

图8 实验系统
设计了一个明弧焊接监控系统,通过无线遥控器和视频监控图像来实现焊工机械化焊接的功能。通过设计的光路系统,该系统能在起焊前和起焊后都获得清晰的焊枪和焊缝图像。本系统实现了远距离通过视频监控画面观察焊接实时状态,用遥控器实时调节焊接摆动器的参数,完成了有人为干预的机械化焊接功能。在不适合人近距离观察焊接熔池状态的情况下可以使用,同时有效降低焊工劳动强度,保护焊工身体不受伤害。该系统还有可以改进的空间,如相机的全位置移动,自动剪焊丝、清枪功能,机头、焊枪的轻量化设计以适应更加狭窄的空间等。
[1]马东辉,方宇栋,郭清华,等.TIG焊机的自动控制[J].中国测试技术,2004,30(3):42-44.
[2]周龙早,刘顺洪,付朝杰,等.CO2焊接熔池直接视觉图像传感研究[J].电焊机,2009,39(9):62-65.
[3]林 昆,周祖德,陈幼平,等.基于CCD的激光焊接熔池视频监控系统的研究[J].机械与电子,1999(6):75-80.