大型铸钢齿轮的超声波无损检测技术
2013-08-02中信重工机械股份有限公司河南洛阳471039王英锋杨绍辉
中信重工机械股份有限公司 (河南洛阳 471039) 王英锋 杨绍辉
超声波检测技术是大型铸钢件内质检测中的常用方法。由于铸件所存在的气孔、夹杂物、疏松、缩孔和裂纹等多种缺陷,以及铸件组织和晶粒度等诸多因素的影响,使得超声波检测在对缺陷进行定量分析和定性判定时仍存在一定难度。
笔者针对这一检测难题,根据《碳素钢、低合金钢和马氏体不锈钢铸件的超声波检测》(ASTM A 609—1991)在实际工作的应用,总结并制订了大型矿磨用铸钢齿轮超声波检测工艺。经实践证明,该技术在缺陷的定量和定性判定上是行之有效的。
1.大齿轮基本情况
大齿轮是球磨机、棒磨机等重型矿磨或建材设备中的关键传动件。目前,我公司所生产的重型大齿轮直径达13.2m,净重80t,毛重170t,需一次浇注钢液近280t,铸造难度极大。由于浇注时间长,使得齿区等传动受力部位很容易因铸造缺陷而影响大齿轮的质量。
我公司重型矿磨、建材设备用铸钢大齿轮一般采用低合金钢铸造,大齿轮的轮缘齿区、齿根区、内法兰面等是传动受力区域,也是缺陷容易产生的部位,需对大齿轮轮缘齿区等部位的内质进行针对性的检测。
2.铸钢大齿轮超声波检测技术
超声波无损检测区域的划分如图1所示。
A区:齿轮外圆面到齿根以下25.4mm区域。
B区:除A区外轮缘部位(图1B1区)和内法兰面(图1B2区)。
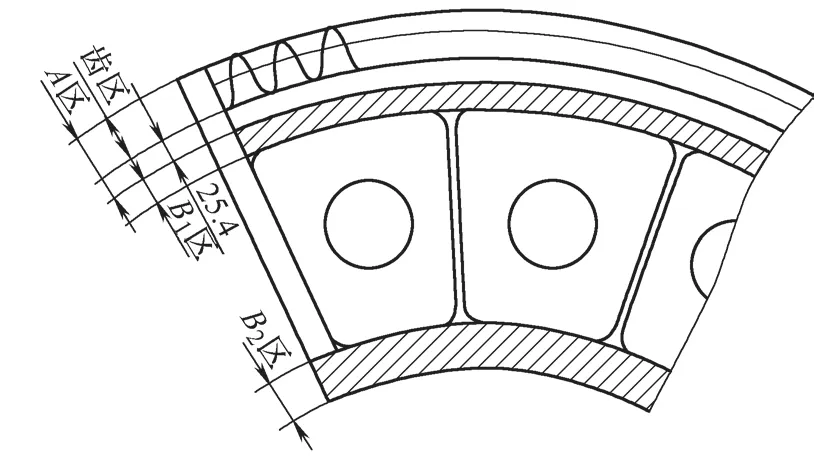
图1 齿轮检测分区
(1)检测时机 一般情况下,大齿轮超声波检测安排在粗加工后或半精加工后(开齿前)进行。
(2)检测面的要求 为确保有效检测,检测面的表面粗糙度值Ra≤6.3μm,工件表面不允许存在影响超声波耦合的杂物。
(3)检测仪器和探头的选择 选择满足ASTM A 609-1991 标准要求并经检定的 A型脉冲反射式超声波检测仪。
探头采用工作频率1~5MHz的纵波直探头,探头直径13~28mm。如为进一步确定缺陷取向和准确定性而需采用斜探头辅助检测时,斜探头应满足工作频率0.4~5MHz、角度30°~75°。
(4)检测灵敏度 根据铸钢大齿轮A区、B区等不同检测区域的质量要求,在满足ASTM A609—1991标准的基础上,对A区严加控制。
A区:齿区及齿根后25.4 mm为φ3 mm平底孔当量。
B区:除A区外轮缘部位(B1区)和内法兰面(B2区)为φ6.4 mm平底孔当量。
(5) 检测方法 采用距离波幅曲线(DAC)对比检测法。制作距离波幅特性曲线时,利用在标准对比试块上得到Fa、Fb、Fc各点连DAC曲线即成,如图2所示。

图2 距离波幅曲线制作
校准试块:φ3mm和φ6.4mm标准平底孔试块。
检测方向:在轮缘两个相互垂直的表面上,100%超声波无损检测。
(6)缺陷的定量 包括缺陷记录和对缺陷质量等级的判定。
缺陷记录:①按照当量记录。A区:缺陷幅度连续超过φ3mm当量直径的区域;B区:缺陷幅度连续超过φ6.4mm当量直径的区域。②按照底波降低量记录。底面反射波损失连续超过75%(12dB)以上的区域(几何尺寸影响区内除外)。③按照缺陷的延伸长度记录。采用半波高度法(6dB法)测定缺陷长度,按照探头中心点测量长度。
缺陷质量等级的判定:①根据ASTM A 609—1991中缺陷分级和图1所示的分区情况确定缺陷的质量等级,见附表。②缺陷记录按照附表进行综合判定,其中A区按质量等级1级执行,B区按质量等级2级执行。
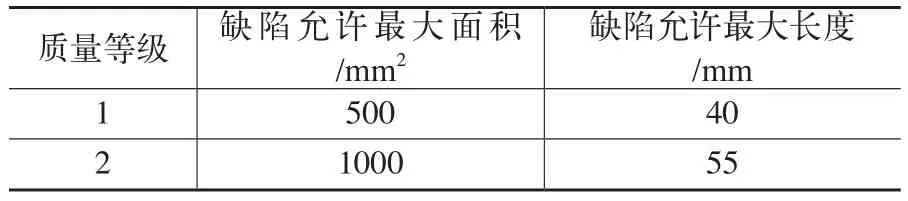
缺陷质量分级表
(7)缺陷的定性 采用波形判断法并参考前述的缺陷记录对缺陷予以定性。典型铸造缺陷的波形判断方法如下。
气孔:缺陷回波波幅高,波峰尖锐,回波波宽窄而细。单个气孔缺陷存在时,底波无明显损失。密集气孔出现时,底波有损失,随着密集气孔程度的增加,底波损失加大。
夹杂物:点状非金金属夹杂物缺陷波峰较圆,而波幅较低且迟钝,当探头位置移动不大时,缺陷波很快消失;密集非金属夹杂物缺陷波呈连串的波峰,波幅一般较低,其波形间有一两个较高的缺陷波,当移动探头时,缺陷波在一定宽度范围内变化,波峰此起彼伏,波形显得混淆杂乱、迟饨,几个缺陷波峰相混为一,呈圆球状或锯齿状,左右滚动。缺陷分布越密则波形越乱,当降低探测灵敏度时,只有个别较高的缺陷波出现,而波幅下降,底波无明显的变化。
疏松:缺陷回波波幅相对缩孔波幅低,参考当量小。缺陷回波以杂波、草状波显示,缺陷回波波宽较大,底波高度损失增大,底波反射次数减少。
缩孔:缺陷回波波幅高,参考当量大,缺陷束状波显示严重,主缺陷波附近伴随有小缺陷波,缺陷回波波宽比其他类型缺陷都大,底波损失严重或无底波。
裂纹:缺陷回波反射强烈,回波前沿陡峭,波峰很尖锐,检测方向性强。横波斜探头沿裂纹延伸的垂直方向检测时,缺陷波明显,平行与裂纹延伸方向,则缺陷波不明显。
通过铸件解剖、金相分析等生产验证,采用上述超声波检测技术,可以实现对重型矿磨、建材设备用铸钢大齿轮的内质检测,可完成缺陷的定量和定性判定。
3.结语
重型设备用铸钢大齿轮的超声波检测技术,不仅丰富了我公司大型铸件超声波检测技术,还可为同行业类似铸件的超声波检测提供参考。
