EXY125MN楔式锻压机离合器的大修与改进
2013-08-02中国第一拖拉机股份有限公司锻造厂河南洛阳471003魏江波薛晓江王祎伟
中国第一拖拉机股份有限公司锻造厂 (河南洛阳 471003) 魏江波 薛晓江 王祎伟
该锻压机是我厂的关键设备,为引进德国的先进技术,与辊锻机、切边机、扭拧机及校正机,并配以机械手和运输链,组成了一条自动化生产线,像这么大的生产线在全国锻压行业也是屈指可数的。该压力机可以完成压弯、预锻工序,可生产锻件主要为曲轴、前梁、齿轮等,由于所生产的零件精度高,生产效率也高。因此,在现代化的汽车工业生产中发挥着重要的作用。
1.问题描述
EXY125MN是我厂的重点设备,产量最高已经达到全厂40%左右,对全厂的生产起着关键性的作用。经过4年多的高负荷使用,出现主机滑块打滑,滑块到不了上死点位置,离合器接触不良、制动器不灵敏等现象,导致设备无法正常工作,出于对设备正常使用及人员安全的考虑,我们决定对设备的关键部位进行修复及改进。
2.原因分析
考虑到造成滑块打滑的原因是压缩空气压力降低和密封处漏气两个原因,我们经过检查排除了压缩空气压力不足的原因,最后得出的结论是活塞密封磨损导致的漏气,才会出现滑块打滑。
滑块不能停在上死点,离合器在正常工作时经常打滑,导致压力机不能制动,经分析,有可能是两个原因会造成这种现象,其一是离合器的摩擦片经过长时间的高强度工作造成了磨损,另一个原因是摩擦片沾上润滑油,导致摩擦片打滑。第二个原因造成的打滑概率很低,因为从购进设备到目前为止我们还没有拆解过,正常工作时也不会对其润滑,因此这个原因被排除,所以导致压力机打滑最大的原因是摩擦片磨损。
3.离合器结构
该压力机使用的离合器(见图1)为双盘片式摩擦离合器,离合器的控制阀为E100-5电磁阀,与气缸盖连接在一起的大齿轮带动离合器运转,当不传动转矩时,大齿轮及与其连接在一起的主动零件只是在滚动轴承上空转。
轮毂由楔键固定在曲轴上,轮毂外圈是一种特殊齿,与摩擦盘上相应的齿啮合,摩擦盘上装有摩擦片并由它们传动转矩。
与摩擦盘相对应的紧摩擦盘和外摩擦盘是由穿过支撑体的销与大齿轮连接的,气缸盖、活塞、支撑体通过螺栓与大齿轮连接,可以通过螺栓的调节来调整气缸盖与支撑体之间的距离。
压缩空气经电磁阀、旋转空气接头进入离合器后,推动活塞压向摩擦盘,大齿轮的运动经摩擦盘轮毂传到曲轴上,从而带动压力机的滑块运动。当气缸内气压达到0.55MPa时,为离合器的正常工作压力,离合器传递工作转矩。
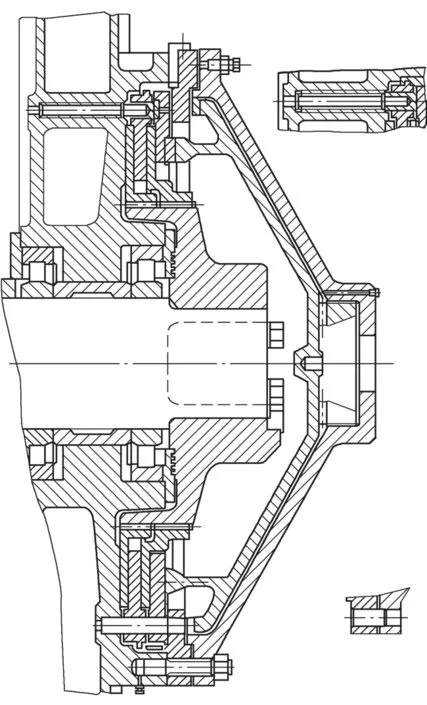
图1 离合器
离合器排气后,在弹簧的作用下,托板和托板推动压盘、中间盘、使摩擦盘逐次脱开,大齿轮空转,离合器不传递转矩。
离合器同时还有过载保护作用,活塞的压紧力是按所允许的最大传递转矩考虑的。在超过这个转矩时,摩擦片之间就开始打滑,飞轮的能量很快耗尽,这样压力机也就停止运转,磨损量测量示意见图2。
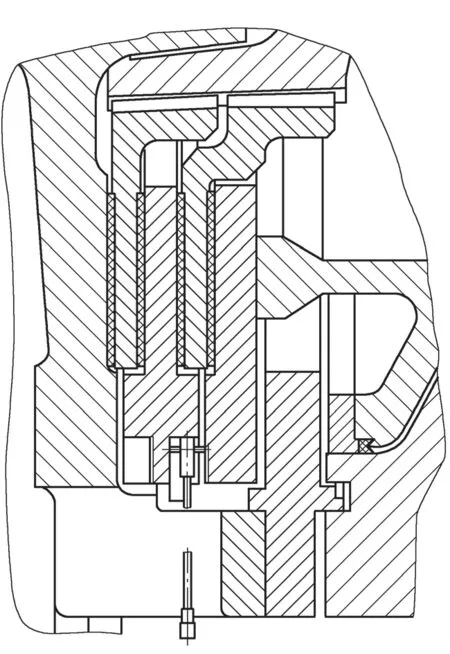
图2 磨损量测量图
4.拆解及修复、改进离合器部件
(1)拆解 由于设备部件很大,第一次拆解这么大的设备,还没有经验,导致在拆解与装配过程中造成很大的难度,在拆解过程中还需加工一些辅助工具对其进行拆解及保护,遇到一些复杂的问题进行全面沟通,在最短的时间内做出可行性方案。
在修理的过程中,为了能够提高效率,一组拆离合器部件,另一组加工或修复更换的部件。由于设备一些零部件很大,重心不好掌握,起重就成了一个最大的难点。起重工凭着几十年的工作经验,制作了各种吊具,这样在很大程度上减少了拆解的难度,也为提前完工提供了很大的保障。
(2)修复及改进 离合器上面有两个摩擦盘,分别是紧摩擦盘、外摩擦盘。拆开离合器时发现紧摩擦盘上的摩擦片大部分都已经没有了,出现掉块的现象,铆钉一碰就掉。而外摩擦盘磨损不是太严重。像这种现象就很难起到摩擦作用,大幅降低了其摩擦因数,所以必须更换新的摩擦片。
离合器上的摩擦片有24片,每片上需铆36个孔,总共是864个铆钉孔,数量多,工作量很大。原厂设备采用黄铜铆钉,我们经过研究决定采用锡青铜铆钉,这种材质塑性好,很容易将摩擦片和摩擦盘铆到一起。为了能够尽快完成,钳工组分成三班倒对摩擦片进行修配、钻孔、铣凹槽,再通过辅助设备的配合对其铆铆钉(见图3)。

图3 离合器摩擦片
原Y形密封圈,材质是橡胶,耐磨程度不是很好。根据我们多年的经验,决定用材质为丁氰的Y形密封圈,其具有抗变形能力强,回弹性能好,耐磨性能好等特点。
5.离合器的装配
安装离合器之前,必须检查定距环,确保定距环与滚动轴承之间是否紧靠在一起,无间隙。
首先装入离合器轮毂,用4个楔键使轮毂与曲轴紧密连接,还要检查轮毂端面与滚动轴承的角环是否贴紧。然后将压力弹簧装入齿轮的弹簧座内(销、螺纹销已预先装在齿轮上),再装摩擦盘、中间盘、摩擦盘和压环,最后装销支撑,装配时注意所有零件上的标记“0”都必须与齿轮上的标记“0”对齐,在装中间盘之间还必须先将托板装入相应的孔中。
在拧紧销支承的固定螺钉后,销支撑固定、中间盘和压盘在压力弹簧的作用下压向销支撑,此时,齿轮还没有和离合器结合,可以在滚动轴承上自由旋转。
气缸盖与活塞和密封圈组装在一起,然后装在大齿轮上,注意活塞的装配位置,使得其上的键能准确地嵌入压盘的相应槽中。
然后,将所有的螺母(M100×4)按照给定尺寸拧在螺纹销上,螺钉(M64×4)拧入气缸盖与销支撑接触,并用M64×4螺母锁紧。
6.离合器调整
离合器装完以后,需进行检查,确定是否达到正确装配位置。离合器活塞行程为10mm,气压为0.1MPa时,随着气缸内压力的增高,实际的活塞行程要大一点。在给出的磨损量表中a2+b2的总值为65mm,当装入新的摩擦片时必须测量实际尺寸并记在磨损量表中.
调整过程中要测量间隙,松开螺钉,然后往后退回一些,再在圆周上均匀拧螺母,以减少间隙值,检查销支撑与气缸盖之间在圆周上的平行性,在调整完毕后,轻轻拧紧螺钉并用螺母锁固,再锁紧螺母,此时还要再次用测量杆检查一次活塞行程,其测量结果必须与所给出参数(见附表)相符合。
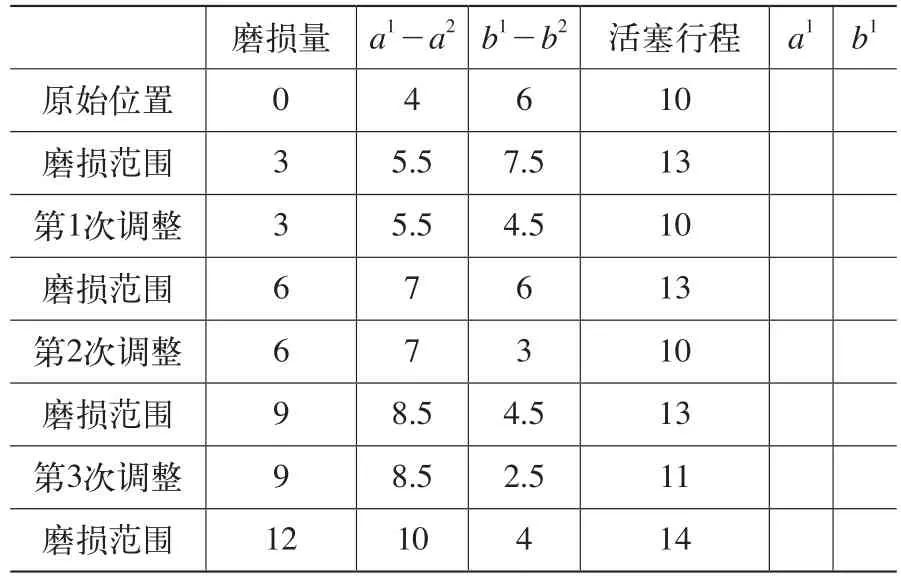
离合器摩擦片的磨损量情况
经过这次修复和改进后,设备正常使用已经超过一年,运行状态良好,未再出现离合器打滑等故障,证实改进措施有效。
