内花键齿轮热处理变形分析
2013-08-02青海华鼎齿轮箱有限责任公司西宁810021魏理林
青海华鼎齿轮箱有限责任公司 (西宁 810021) 魏理林
我公司为某重载汽车公司生产一种内花键齿轮,材质选用20Cr2Ni4A。内花键的基本参数为:径节12/24、压力角30°、齿数14和跨棒距24.32~24.41mm。图样技术要求:齿轮整体渗碳淬火,表面硬度58~62HRC,结构如图1所示。
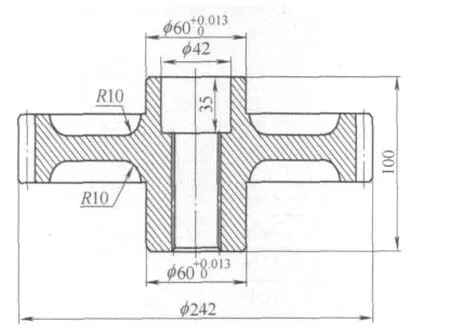
图1
一、零件特点及存在问题
此零件结构较复杂、壁薄、内花键孔的两端壁厚不对称。试制时,热处理后内花键的变形没有明显的规律,同一批次产品热处理后出现的变形杂乱无章,变形无规律。经过多方面分析,最终确定影响变形的主要因素是零件本身的结构、原材料及热处理工艺。
二、改进措施
作为对外承接产品,采用改变零件结构的方法来消除热处理的变形极不现实,故要从原材料、冷加工工艺、热处理3个方面加以解决。
1.严控原材料和锻造质量
(1)原材料 目前钢材存在来源杂、乱和质次价高的现状,需加强钢材管理,严格进厂检验,主要从以下几点做到严把质量关:①检查钢材的低倍组织,包括一般疏松、中心疏松、方框偏析和边缘点偏。②检查钢材中非金属夹杂物的含量,包括A、B、C、D和DS类。③检查钢材中碳化物的级别,包括带状组织、网状组织、不均匀性和偏析。④检查钢材的晶粒度,晶粒度必须6级以上。
(2)锻造质量 锻造工艺如不合理,就会使锻坯过烧或过热,从而导致晶粒粗大,直接影响内在质量。粗大的晶粒在最终热处理时会产生粗大组织,增大内应力及变形量。故在锻造方面,应从大型钢厂直接买钢材,然后派专业技术人员到锻造厂家监造,从锻造工艺的合理性入手,对锻造后低倍、高倍组织(包括非金属夹杂物、晶粒度以及碳化物级别)进行大量的检验,确保锻造后毛坯的各项指标合格。
通过严控原材料和锻造质量试制两批后,发现内花键的变形有了很大的改观,并且分析得到此种零件的热处理变形规律主要是:孔壁较薄的上端花键孔热处理收缩量和圆度比下端大,并且花键的上下进出口端带锥度,对后期解决内花键的变形起到了关键性作用。
2.合理选择正火工艺
由于此零件结构较复杂,孔壁较薄,在渗碳淬火后变形量大,为得到均匀的奥氏体晶粒,把内应力降低到最低,故在零件粗车后又增加了二次正火,且在执行毛坯正火时将奥氏体化温度适当地提高到950℃,随炉冷却到350℃以下出炉空冷,并确保零件能够较均匀冷却,以保证其硬度均匀性和一致性。通过试验数据(见附表)分析,得到了内花键较精确的变形规律:跨棒距平均缩量为0.13mm,花键孔进出口带0.08mm锥度。
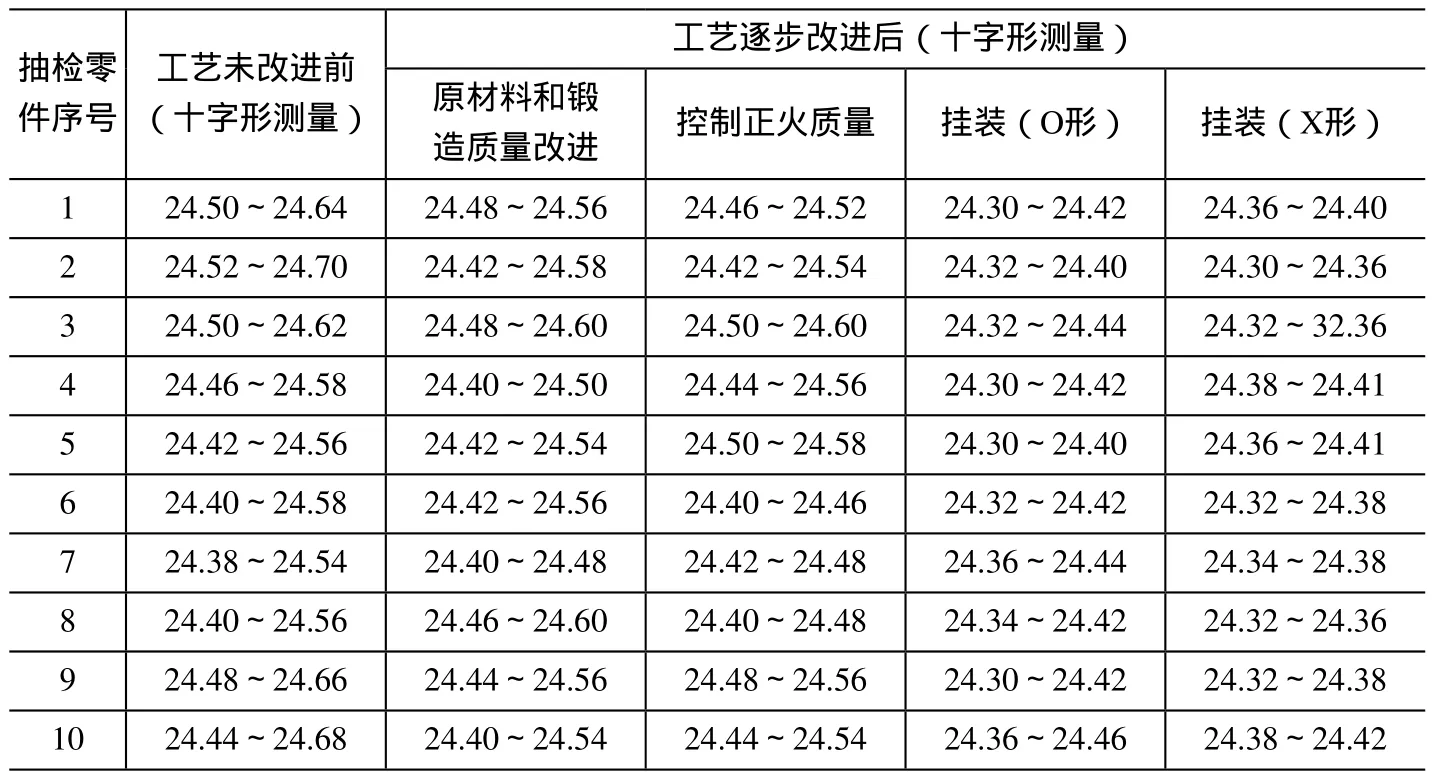
内花键跨棒距的检验数据表 (mm)
3.冷热尺寸配合
控制热处理变形,搞好冷热加工配合相当重要。单靠冷加工提高精度为热处理留更多的变形余量或单靠调整热处理工艺减少变形都有难度。适当地将拉刀的M值调整到24.48~24.53mm。加工几批后,从试验数据(附表)中可以看出,产品收缩量达到了预期的效果。
4.齿轮装夹方式的合理性
齿轮装夹方式的合理与否决定了齿轮在热态下的受力形式和大小,也决定了淬火入油的方式,最终影响齿轮的热处理变形。通过反复试验,得出该种结构齿轮采用挂装比平叠放置变形小,且有规律。分析原因主要是:
(1)竖直挂装的方式下,齿轮在高温下只承受自重,齿轮间作用力很小,淬火时齿轮竖立入油,该淬火方式使热处理变形所引起的端面挠曲很小,相应地对内花键的变形影响也很小。
(2)穿挂齿轮的心棒大小和形状对齿轮花键孔变形有明显的影响。用圆棒(O形)穿挂时,由于圆棒与孔的支撑是一条线接触(见图2a),圆棒与孔壁之间的间隙也不均匀,冷却时受圆棒影响,在孔的圆周方向和轴线方向都会产生较大的温差,使应力分布不均匀,孔的变形出现椭圆和反腰鼓形,产品的合格率低;后来将心棒改为X形(见图2b),使心棒与孔为两条支撑线接触,齿轮的自重由孔壁上两条线分担,且心棒与孔壁之间的间隙呈90°均匀分布,变形沿孔圆周方向比较均匀,在淬火冷却时,由于在轴线方向冷却比较均匀,因此椭圆和锥度都减少了。从数据表中可以看出,采用此种挂装方式能够取得满意的效果。

图2
三、结语
控制和减少热处理变形,首先要分析影响变形的因素,其次要控制和减少各种应力的产生,并使应力分布均匀有规律。通过对原材料和锻件质量的控制,正火及装炉方式的改进,对带内花键的齿轮的热处理变形有了很大的改进作用,基本能满足了技术要求。
