Development and Commercial Application of RSDS-II Technology for Selective Hydrodesulfurization of FCC Naphtha
2013-07-31QuJinhuaXiYuanbingLiMingfengPanGuangchengJinXinGaoXiaodongNieHong
Qu Jinhua; Xi Yuanbing; Li Mingfeng; Pan Guangcheng; Jin Xin; Gao Xiaodong; Nie Hong
(Research Institute of Petroleum Processing, SINOPEC, Beijing, 100083)
Development and Commercial Application of RSDS-II Technology for Selective Hydrodesulfurization of FCC Naphtha
Qu Jinhua; Xi Yuanbing; Li Mingfeng; Pan Guangcheng; Jin Xin; Gao Xiaodong; Nie Hong
(Research Institute of Petroleum Processing, SINOPEC, Beijing, 100083)
The FCC naphtha selective hydrodesulfurization technology (RSDS-II) has been tested with different feedstocks in pilot scale. The results show that RSDS-II technology is viable in terms of its adaptability to different feedstocks. To produce gasoline with a sulfur content of less than 50 μg/g by the RSDS-II technology, the gasoline RON loss is less than 1.8, 0.9 and 0.2 units, respectively, upon processing the conventional high-sulfur and high-olefin FCC naphtha, the high-sulfur MIP naphtha, and the medium-sulfur or low-sulfur MIP naphtha. Upon using the naphtha produced from pre-hydrotreated FCC feedstock as the RSDS-II feedstock to manufacture gasoline with a sulfur content of lower than 10 μg/g, the RON loss does not exceed 1.0 unit. The RSDS-II technology has been commercialized successfully at many refineries. The result of operating commercial RSDS-II unit at the Shanghai Petrochemical Company has revealed that upon processing a feedstock containing 38.7 v%—43.3 v% of olefins and 250—470 μg/g of sulfur, the sulfur content in the treated gasoline ranges from 33 μg/g to 46 μg/g and the RON loss is equal to only 0.3—0.6 units. Till now this RSDS-II unit has been operating smoothly over 30 months. Thanks to its high HDS activity and good selectivity, the RSDS-II technology can meet the refinery’s needs for adequate upgrading of gasoline.
FCC naphtha; selective; hydrodesulfurization; commercial application
1 Introduction
With the rapid development of automobile industry, the air pollution caused by automobile exhaust is getting increasingly serious. Reducing pollution from automobile exhaust and improving air quality have become a common issue globally. Experimental results show that reducing the sulfur content in gasoline is one of the most effective measures to reduce the automobile emissions[1]. SOxgenerated during the burning of gasoline not only can contaminate the atmosphere, but also can poison the three-way catalyst of the onboard catalytic converter to lower its conversion efficiency, resulting in increased automobile emissions. As a result, gradually reducing the sulfur content in gasoline is the primary trend for improving gasoline quality across the world. For examples, the Euro Emission Standard Ⅴ for petrol quality requires that the sulfur in petrol should be no greater than 10 μg/g. In China, the National Emission Standard Ⅳ for automotive fuel quality (GB 17930—2011) requires that the sulfur in gasoline should be no greater than 50 μg/g starting Dec. 31, 2013 and the Beijing Local Standard DB 11/238—2012 requires that the sulfur content in gasoline should not exceed 10 μg/g starting May 31, 2012. With the continuous upgrading of gasoline quality standard, refineries are confronted with more and more stern challenges on the technology of producing gasoline.
Since over 90% of sulfur in gasoline comes from FCC naphtha, reducing the sulfur content in FCC naphtha is a matter of great significance for reducing the sulfur content in the product gasoline[2]. So far, many technologies for reducing sulfur content in gasoline have been developed. Three measures can be considered for reducing the sulfur content in FCC naphtha, viz.: hydroprocessing ofFCC feedstock; reducing sulfur compounds during the FCC process; and FCC naphtha hydrodesulfurization. The hydrodesulfurization of FCC naphtha features low capital investment and simple operation, and is one of the major processing means for producing low-sulfur FCC naphtha in the world today.
In order to meet refineries’ requirements for upgrading gasoline quality, the Research Institute of Petroleum Processing (RIPP) of SINOPEC has successfully developed the second-generation selective hydrodesulfurization (RSDS-II) technology for treating FCC naphtha. This technology is characteristic of low olefin saturation, low hydrogen consumption and low octane loss, which provides a technical support for upgrading domestic gasoline to meet Chinas National Emission Standards IV and V for gasoline quality.
2 Development of RSDS-II Technology
2.1 Process description of RSDS-II technology
A simplified flow diagram of RSDS-II technology is shown in Figure 1. The RSDS-II technology is developed based on the flow scheme of RSDS-I process coupled with further optimization of the treatment procedure. The optimization is reflected through adding a selective diene removing unit and the means of removing hydrogen sulfide from recycle hydrogen in the heavy FCC naphtha hydrogenation unit. By optimizing the treating process and adopting the new generation catalysts, the RSDSII technology can minimize the octane loss during production of gasoline to meet China’s National Emission Standards III and IV for gasoline quality and provide the RSDS unit with stable and longer operating cycle. The single cycle life can match well with the turnaround needs of fluid catalytic cracking unit. Moreover, this process not only can manufacture gasoline meeting China’s National Emission Standards III and IV for gasoline quality, but also consider the possibility for further upgrading gasoline to meet China’s National Emission Standard V for gasoline quality.
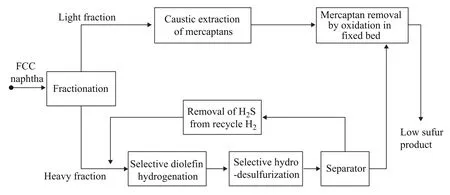
Figure 1 Simplified RSDS-II flow diagram
2.2 Pilot plant research on RSDS-II technology
The RSDS-II technology was tested in pilot scale on selective hydrodesulfurization of three kinds of naphtha, namely: a conventional FCC naphtha, a naphtha produced in MIP unit (a kind of FCC process that can produce lowolefin gasoline), and a FCC naphtha produced from prehydrotreated FCC feed.
2.2.1 Production of gasoline containing less than 50 μg/g of sulfur from high sulfur and high olefin FCC naphtha
The pilot test results of processing feedstock with highsulfur and high-olefin by RSDS-II technology for manufacture of gasoline containing less than 50 μg/g of sulfur are presented in Table 1. It can be seen from Table 1 that gasoline feedstocks A and B were typical high-sulfur and higholefin FCC naphtha, with sulfur content reaching 942 μg/g and 840μg/g, and olefin content reaching 38.8 v% and 42.1 v%, respectively. After the selective hydrodesulfurization of naphtha by the RSDS-II technology, the sulfur content in products dropped to 43 μg/g and 40 μg/g, with the RON loss equating to 1.8 units and 1.6 units, respectively. The desulfurization rates reached 95%. Hence, the RSDS-II technology is effective in terms of its desulfurization selectivity along with good adaptability to FCC naphtha.

Table 1 Results of producing gasoline with less than 50μg/g of sulfur by selective desulfurization of high-sulfur and higholefin FCC naphtha
2.2.2 Production of gasoline with less than 50 μg/g of sulfur from high-sulfur MIP naphtha
The pilot test results of processing high-sulfur MIP naphtha by the RSDS-II technology for producing gasoline with less than 50 μg/g of sulfur are presented in Table 2. Feedstock C and feedstock D were MIP naphtha, with the sulfur content reaching 627 μg/g and 772 μg/g and the olefin content reaching 28.8v% and 28.7v%, respectively. After selective hydrodesulfurization of naphtha by the RSDS-II technology, the sulfur content in products was 32 μg/g and 44 μg/g, respectively, and the RON loss of naphtha was less than 1.0 unit in all cases. The test results indicate that when the RSDS-II technology is used to process high-sulfur MIP gasoline feedstock, the RON loss is much lower.
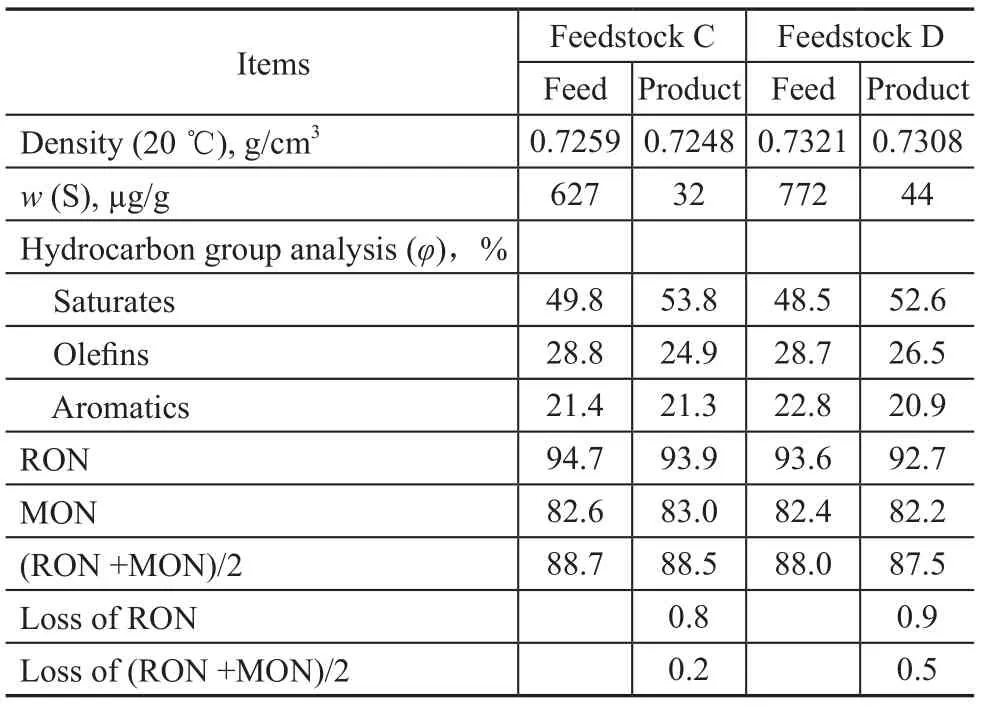
Table 2 Results of producing gasoline with sulfur less than 50μg/g through selective desulfurization of high-sulfur MIP naphtha
2.2.3 Production of gasoline containing less than 50 μg/g of sulfur from medium-sulfur or lowsulfur MIP naphtha
The pilot test results of processing medium-sulfur or lowsulfur MIP naphtha by the RSDS-II technology for manufacturing gasoline with less than 50 μg/g of sulfur are shown in Table 3. Feedstock E and feedstock F were MIP naphtha with their sulfur content reaching 364 μg/g and 187 μg/g, and olefin content reaching 14.1 v% and 28.7 v%, respectively. After the selective hydrodesulfurization by the RSDS-II technology, the sulfur content in products was 28 μg/g and 32 μg/g, respectively, and the RON loss was all less than 0.2 units. The test results showed that when the RSDS-II technology was adopted to convert the medium-sulfur and low-sulfur MIP naphtha to gasoline meeting China’s National Emission Standard IV, the RON loss was nearly zero.
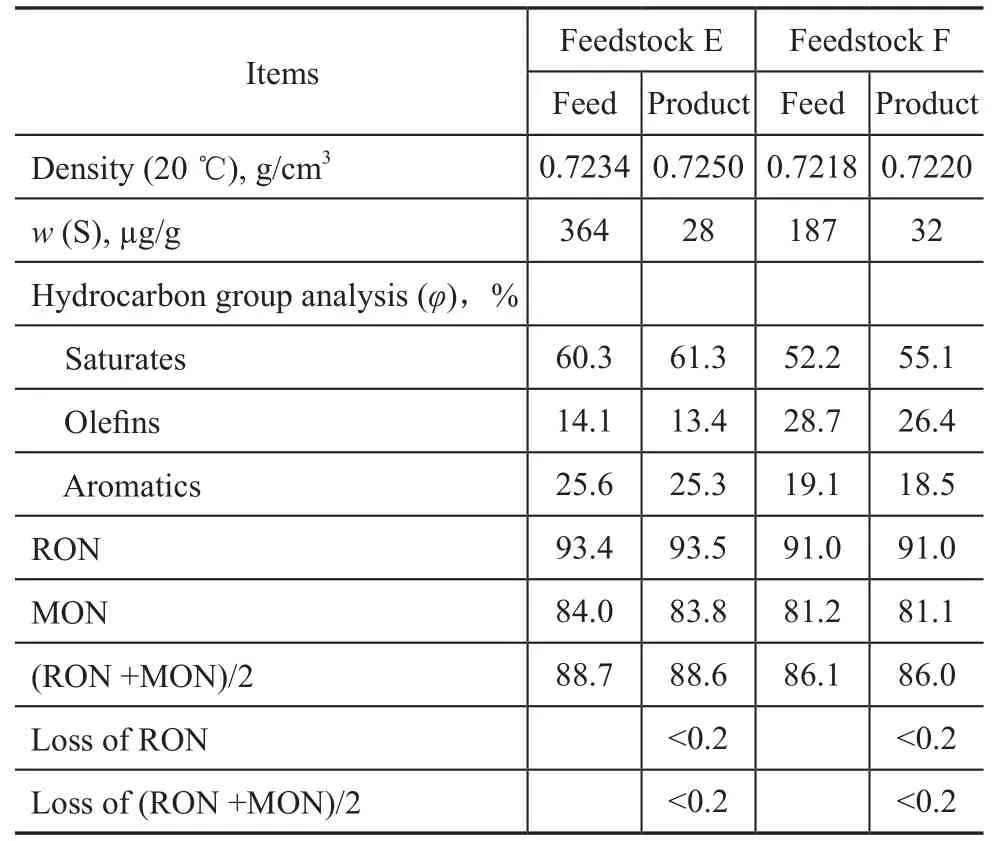
Table 3 Results of producing gasoline containing less than 50μg/g of sulfur from medium-sulfur or low-sulfur MIP naphtha
2.2.4 Production of gasoline containing less than 10 μg/g of sulfur from medium-sulfur or lowsulfur MIP naphtha
The pilot test results of processing the medium-sulfur and low-sulfur MIP naphtha by the RSDS-II technology for manufacturing gasoline containing less than 10 μg/g of sulfur are shown in Table 4. The RSDS-II feed was still composed of the feedstock E and the feedstock F. After the selective hydrodesulfurization by the RSDS-II tech-nology, the sulfur content in products was 6.2 μg/g and 9.2 μg/g, respectively, with the RON loss being all less than 1.0 unit. The results suggest that the RSDS-II technology can produce ultra-low-sulfur gasoline meeting China’s National Emission Standard V from the medium-sulfur and low-sulfur MIP naphtha with a minimal RON loss.
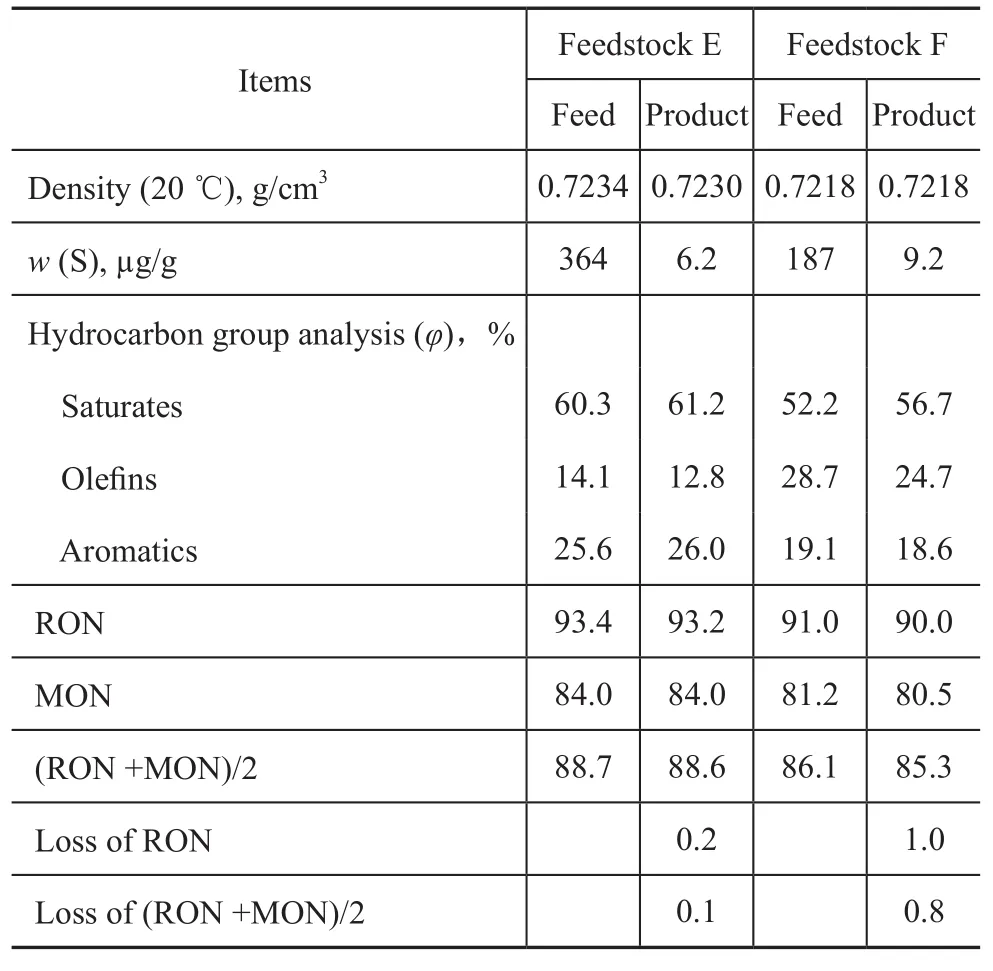
Table 4 Results of producing gasoline with less than 10 μg/g of sulfur from medium-sulfur or low-sulfur MIP naphtha
2.2.5 Production of gasoline containing less than 10 μg/g of sulfur using MIP naphtha obtained from pre-hydrotreated FCC feedstock
The pilot test results of using MIP naphtha produced from the pre-hydrotreated FCC feedstock as the RSDSII feedstock to manufacture gasoline with less than 10 μg/g of sulfur are presented in Table 5. The sulfur content in the feedstock G and the feedstock H was 114 μg/g and 205 μg/g, with the olefin content equating to 12.7 v% and 23.8 v%, respectively. After the selective hydrodesulfurization by the RSDS-II technology, the sulfur content in gasoline product was 5.2 μg/g and 9.5 μg/g, respectively, with the RON loss in the product being all less than 0.6 units. Upon processing the MIP naphtha feedstock produced from the pre-hydrotreated FCC feed, a clean gasoline meeting China’s National Emission Standard V can be produced by the RSDS-II technology with a very low RON loss.
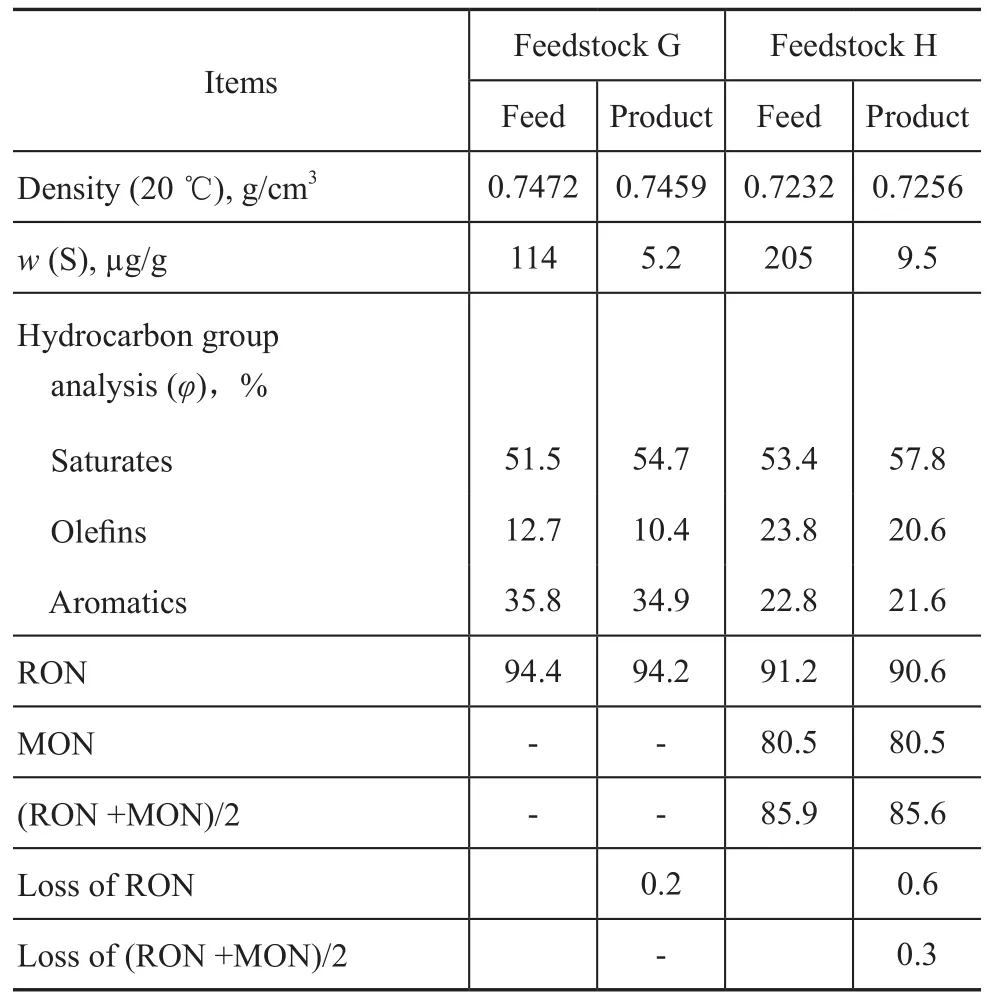
Table 5 Results of manufacturing gasoline with less than 10 μg/g of sulfur from MIP naphtha produced from prehydrotreated FCC feedstock
3 Commercial application of RSDS-II technology
The RSDS-II technology was first commercialized at SINOPEC Changling Branch Company in July 2008, aiming at the production of gasoline meeting China’s National Emission Standard III for gasoline quality. The results on calibration test of the Changling RSDS-II unit are shown in Table 7. Upon using FCC naphtha as the RSDSII feedstock to produce gasoline with less than 150 μg/g of sulfur, the RON loss was 0.6 units. Upon using FDFCC (another kind of FCC process capable of producing low-olefin gasoline) naphtha as the RSDS-II feedstock to manufacture gasoline with less than 50 μg/g of sulfur, the RON loss was 0.4 units. Upon using FDFCC naphtha as the RSDS-II feedstock to produce gasoline with less than 10 μg/g of sulfur, the RON loss was 0.6 units. The yield of gasoline product was more than 99.5 m%, with the H2consumption reaching 0.13m%—0.18 m%.
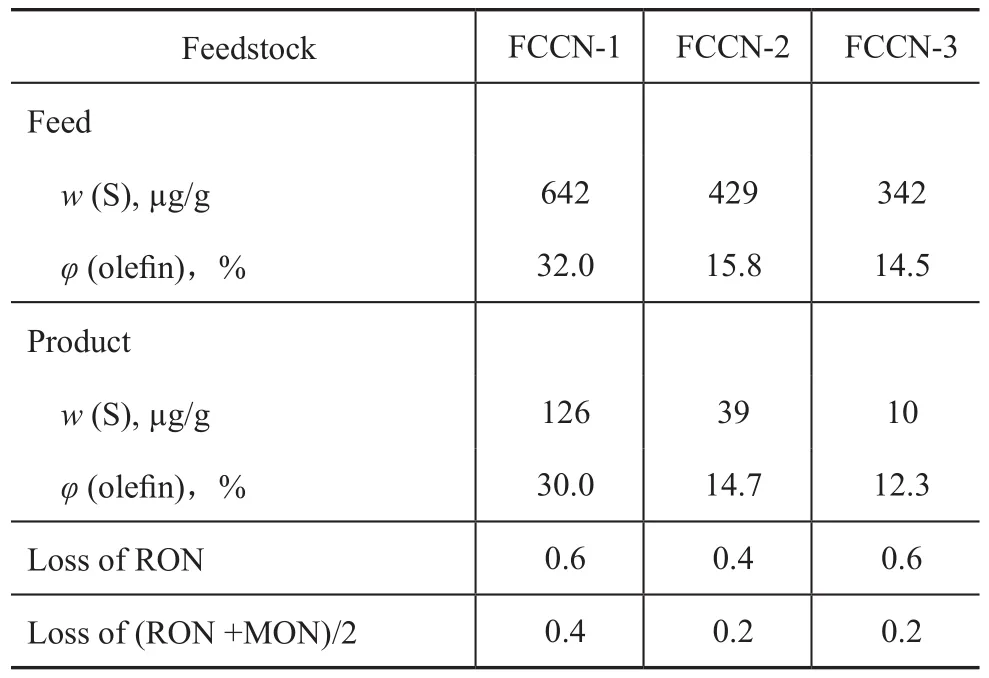
Table 6 Results of commercial application of RSDS-II technology at Sinopec Changling Company
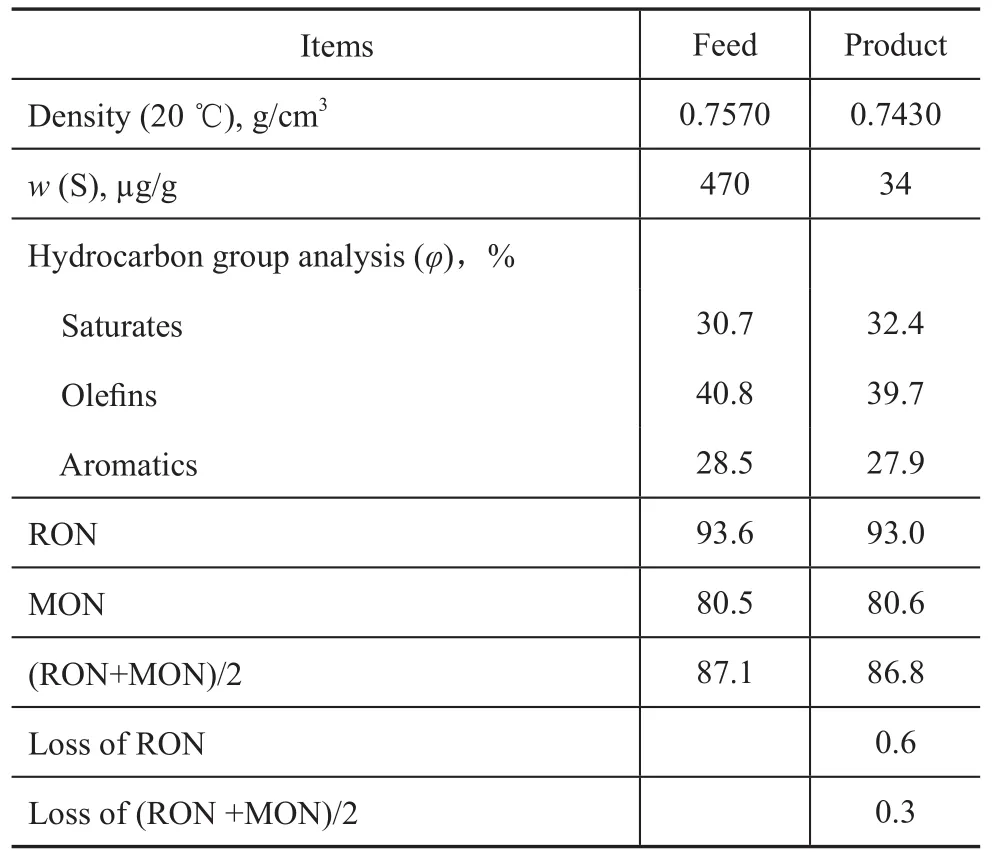
Table 7 Results of commercial application of RSDS-II technology at Shanghai Petrochemical Company
The RSDS-II technology was then commercialized at the Shanghai Petrochemical Company in October 2009, aiming at the production of gasoline meeting China’s National Emission Standard IV (which was commensurate to Shanghai Standard IV) for gasoline quality. The results on calibration test of the Shanghai RSDS-II unit are shown in Table 7. Upon using FCC naphtha as the RSDS-II feedstock to produce gasoline with less than 50 μg/g of sulfur, the RON loss was only 0.6 units. So far, the Shanghai RSDS-II unit has been continuously and smoothly operating for three years. The actual sulfur content in the gasoline product varying with the operation time is shown in Figure 2. Figure 2 shows that the sulfur content in RSDS-II product is basically less than 50 μg/g, which can guarantee the supply of gasoline meeting the Shanghai Local Standard IV for gasoline quality to Shanghai municipality. In the light of the operating status of the RSDS-II unit at the Shanghai Petrochemical Company, the RSDS-II technology can fully meet the market requirements for gasoline quality upgrading.

Figure 2 Product sulfur content S during the operation of RSDS-II unit at the Shanghai Petrochemical Company, Ltd.
Besides the SINOPEC Changling Company and Shanghai Petrochemical Company, other refineries including the SINOPEC Jingmen Company, the Jiujiang Company, the Qingdao Company, the Qingjiang Petrochemical Company, Ltd., and the Zhongyuan Oilfield also adopted the RSDS-II technology to produce gasoline product meeting China National Emission Standards III and IV for gasoline quality. The results of commercial application of RSDS-II technology at different refineries are listed in Table 8.
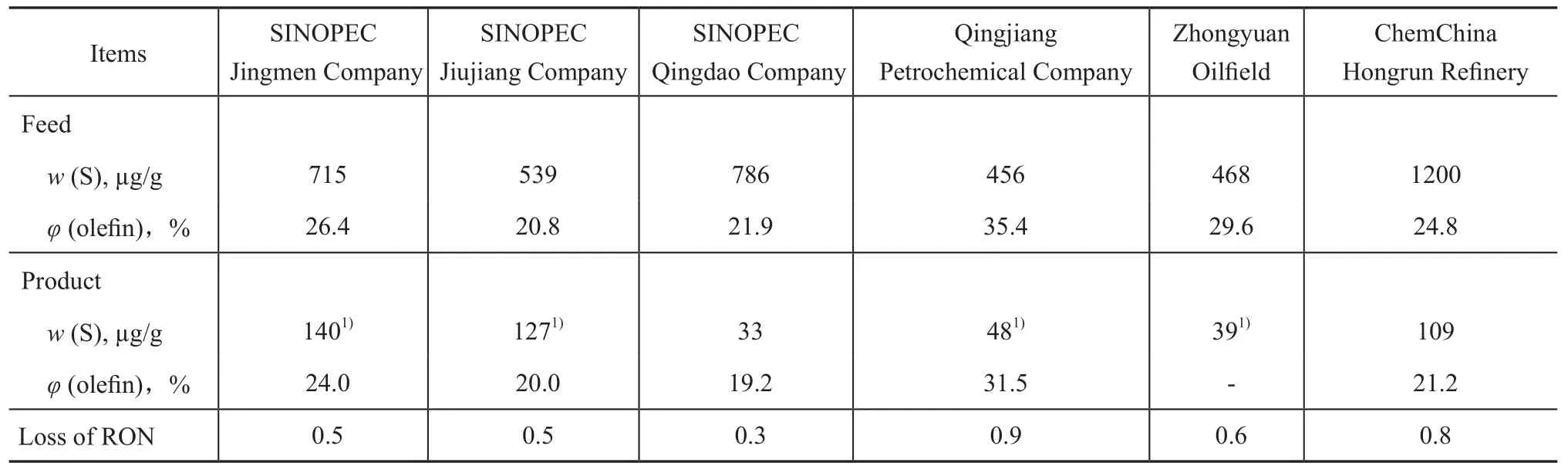
Table 8 Results of commercial application of RSDS-II technology at other refineries
4 Conclusions
(1) Pilot test results have revealed that the RSDS-II technology is viable in terms of its adaptability to different feedstocks, and is capable of producing clean gasoline containing less than 50 μg/g of sulfur coupled with a quite low octane loss. Naphtha with low sulfur content or low olefin content can be processed by the RSDS-II technology to produce ultra-low sulfur clean gasoline with sulfur content reduced to less than 10 μg/g coupled with a low octane loss.
(2) The RSDS-II technology has been commercialized successfully at many refineries. The application of this technology has achieved the expected results and the RSDS-II unit can stably operate at a long cycle life.
Acknowledgement:The project is financially supported bu the Nationol Key Technology R & D Program of China (2007BAE43B01) and SINOPEC Corporation (contact No.106076).
Recieved date: 2013-06-09; Accepted date: 2013-06-28.
Qu Jinhua, Telephone: +86-10-82369308; E-mail: qujinhua.ripp@sinopec.com.
[1] Krenzke L D, Kennedy J E, Baron K, et al. Hydrotreating technology improvements for low emissions fuels[C/CD]. NPRA Annual Meeting, AM-96-67. San Antonio, TX, 1996-03-17
[2] Sutikno T. Optimal HDS for lower-sulfur gasoline depends on several factors[J]. Oil & Gas J, 1999, 97(23): 55-59
杂志排行

中国炼油与石油化工的其它文章
- Study on the Synthesis and Properties of PET Using Hydrotalcite as Catalyst
- Kinetic Modeling of Methanol to Olefins (MTO) Process on SAPO-34 Catalyst
- CFD Simulation of Orifice Flow in Orifice-type Liquid Distributor
- Photocatalytic Denitrogenation over Modified Waste FCC Catalyst
- Experimental and Molecular Dynamics Simulations for Investigating the Effect of Fatty Acid and Its Derivatives on Low Sulfur Diesel Lubricity
- Study on Reactive Adsorption Desulfurization of Model Gasoline on Ni/ZnO-HY Adsorbent