转盘轴承装配机测试系统的设计
2013-07-21马德锋高奋武江纯清姬惠立
马德锋,高奋武,江纯清,姬惠立
(洛阳轴研精密机械有限公司,河南 洛阳 471039)
“十二五”期间,我国风力发电新增装机速度仍将继续保持较快增长[1]。风力发电机偏航、变桨所用转盘轴承作为风电设备的关键零部件,在出厂前需要对摩擦力矩性能指标进行严格判定。由于转盘轴承的尺寸较大,需要专用的摩擦力矩测试机构进行测试。为此,开发了ZP400M转盘轴承装配机,主要用于转盘轴承的装配及装配后的动态摩擦力矩测试。
1 主要性能指标
测量轴承尺寸范围:外径1 600~4 000 mm;
摩擦力矩测量范围:1 000~15 000 N·m;
转速:0~7 r/min(可调);
测量精度:≤±1% FS(满量程)。
2 测试系统原理
在控制系统的控制下,电动机驱动轴系运动,进而带动轴承旋转,通过安装在轴系上的扭矩传感器和位置传感器实时读取扭矩信号和角度信号,经采集卡传送至计算机系统,利用安装在计算机上的专用软件进行数据处理,最后形成图形文件和数据文件。
3 测试系统设计
3.1 机械结构设计
如图1所示,ZP400M转盘轴承装配机主要由装配台、驱动系统、控制系统和摩擦力矩测量系统组成。
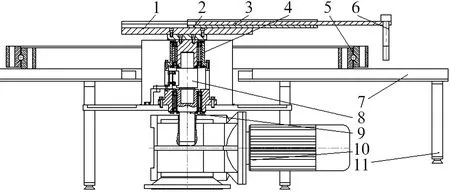
1—一级导轨;2—二级导轨;3—滑板;4—支承轴系;5—被测轴承;6—拨杆;7—支承导轨;8—传感器;9—驱动轴系;10—电动机;11—机架图1 装配机测试系统主体结构图
装配台由机架和平台组成,机架采用焊接结构,平台采用钢板,组成一个刚度足够、结构稳定的装配台。
驱动系统由精密轴系、减速机、电动机及其控制单元组成。精密轴系保证了驱动轴系的转动精度,电动机及其控制单元通过调速控制转盘轴承的转速,并可控制转盘轴承停在需要的任意位置。
控制系统包括手动控制和计算机控制。手动控制状态下,启动电动机后计算机中的测试系统将实时显示扭矩值;自动状态即计算机控制状态下,启动电动机后,预运转一段时间后测试系统实时显示扭矩值和角度值。
摩擦力矩测量系统由可伸缩导轨、拨杆、扭矩传感器及其信号采集与处理系统组成。扭矩传感器通过弹性联轴节安装在驱动主轴的上端;可伸缩导轨上安装可上下移动的拨杆,便于插入转盘轴承的固定孔中。
3.2 电路设计
电路系统主要由传感器、数据采集系统、控制系统和驱动系统组成。电路原理图如图2所示。
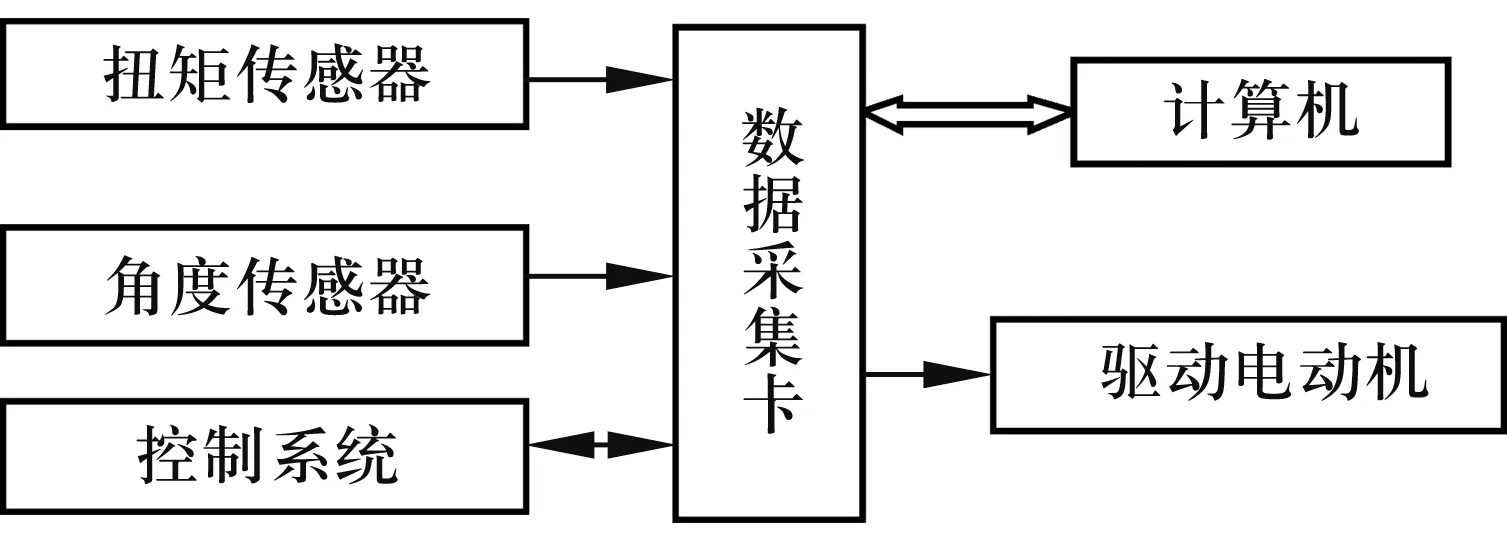
图2 电路原理图
3.2.1 传感器的选型
测试系统传感器选用型号为HX-901的扭矩信号耦合器,该传感器不仅可以用来测量扭矩,而且自带编码器,也可用作位置传感器。其具体的技术指标为:量程范围为0~20 000 N·m;精度为0.5%FS;适用转速≤3 000 r/min;环境温度为0~50 ℃;频率响应为100 μs;自重为34.5 kg;输出信号为0~12 V方波频率信号,负载电流<10 mA;零扭矩对应的频率为10 kHz,正向满量程对应的频率为15 kHz,反向满量程对应的频率为5 kHz;信号插头管脚定义:(1)0 V;(2)+15 V;(3)-15 V;(4)转速信号;(5)扭矩信号。
3.2.2 数据采集卡的选型
选用PCI1780数据采集卡,该卡是一款PCI总线的多通道计数器定时器卡。其使用了AM9513芯片,能够通过CPLD实现计数器/定时器功能。此外,还提供8 个16 位计数器通道、8 路数字量输出和8 路数字量输入,可直接采集传感器输出的频率信号[2]。
3.2.3 控制系统和驱动系统设计
控制系统主要通过继电器控制电动机的启停、速度和转动方向。
驱动系统选用YVPEJ系列电磁制动变频调速三相异步电动机,通过变频器进行控制。选用的电动机及减速器满足0~7 r/min的技术条件。所选的变频调速电动机调速系统特性如图3所示。由图3可知,电动机在5~50 Hz的频率范围内为恒转矩输出,从而保证电动机平稳运行。
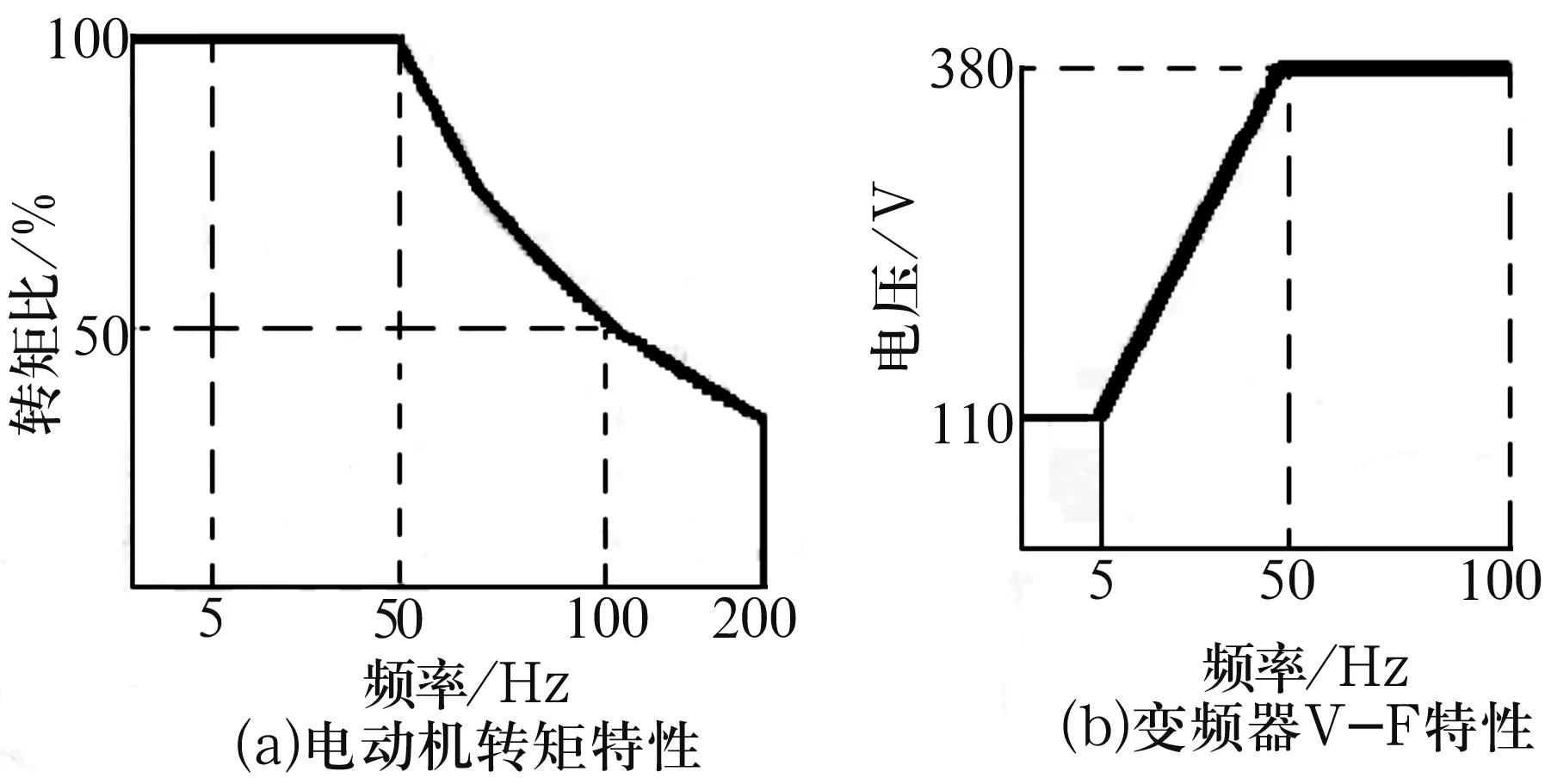
图3 电动机调速系统特性图
3.3 软件设计
系统的软件设计基于LabWindows/CVI开发平台[3],主要包括数据采集、数据处理及显示部分的设计,系统测试界面如图4所示。
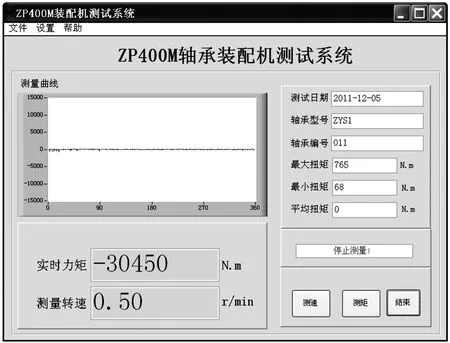
图4 测试主界面
3.3.1 数据采集程序设计
//启动计数器1
ptCounterEventStart.counter =gwChannel;
DRV_CounterEventStart(DriverHandle,(LPT_CounterEventStart)&ptCounterEventStart);
ptCounterEventRead.counter = gwChannel;
ptCounterEventRead.overflow=(short far *)&gwOverflow;
ptCounterEventRead.count = (long far *)&gdwReading;//读计数器值
DRV_CounterEventRead(DriverHandle, (LPT_CounterEventRead)&ptCounterEventRead);
ptCounterFreqRead.counter = gwChannel1;
ptCounterFreqRead.freq = &gfFreq;//读取频率值
DRV_CounterFreqRead(DriverHandle,(LPT_CounterFreqRead)&ptCounterFreqRead);
moment1[na]=(gfFreq-10150)*3.60*(0.95-xvalue); //频率和力矩之间转换
3.3.2 数据处理及显示程序设计
//数据处理
if(ii<1)
{
moment[ii]=sum1/20;
angle[ii]=sum2/20;
}
if(ii>=1)
{
moment[ii]=sum1/20;
angle[ii]=sum2/20;
//数据显示
PlotLine (panelHandle, MAINPANEL_GRAPH, angle[ii-1], moment[ii-1] ,angle[ii], moment[ii] , VAL_RED);
}
SetCtrlVal (panelHandle, MAINPANEL_SSLJ,moment[ii]);
4 力矩校准
随机选取1套型号为033.40.1900.03K1的转盘轴承,在无密封,无注脂,主轴转速0.5 r/min的工况下,利用拉力计进行动态扭矩校准。测试数据见表1,通过数据可以看出,传感器与拉力计之间的最大误差值为103 N·m,符合设备测量精度≤±1%FS(±200 N·m)的设计指标。
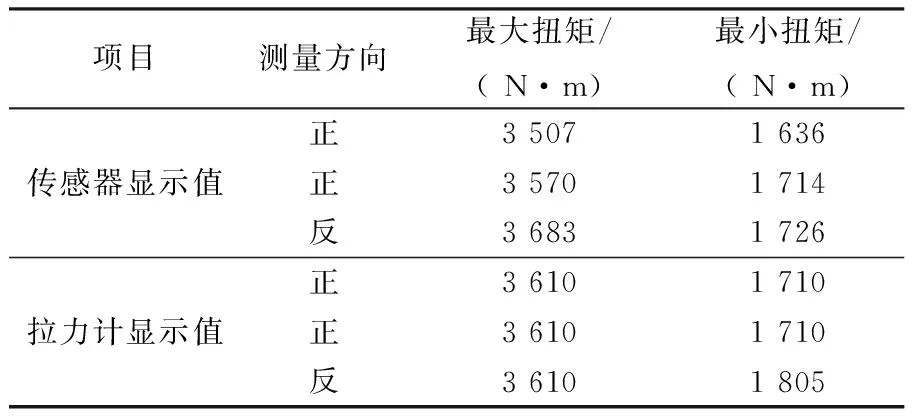
表1 测试数据表
5 结束语
精确测量风电轴承摩擦力矩的大小,可以定量地确认轴承的装配质量,从而提高轴承产品在整机设备中的装机成功率。应用虚拟仪器技术开发的装配机测试系统,人机界面友好、可扩充性好,并且能缩短开发周期,节约开发成本。