基于Moldflow注射产品成型缺陷翘曲的研究
2013-07-11汪禾青
俞 蓓,汪禾青
(1.安徽机电职业技术学院 机械工程系,芜湖 241002;2. 芜湖市政府第二招标采购代理处,芜湖 241000)
0 引言
市场经济环境下,塑料产业的快速兴起使得我们生活生产中出现了许许多多的塑料注射产品,这类产品颜色繁多、生产成本低、使用性能好,成为目前众多商品的基础件。但是,注射产品在成型过程中可能会出现翘曲、熔接线、气穴等成型缺陷,从而影响产品的尺寸、精度,甚至会是产品成为废件。为了提高产品的注射成型质量,就必须对产品注射成型的过程进行严格的控制。传统方法就是对塑料注射产品进行反复的试模,分析产品成型质量从而对其成型工艺及模具结构进行优化,直到产品的成型质量得到保证为止[1]。这种传统方法浪费了大量的时间、人力、物力,增加了产品的开发生产成本,不利于企业的发展。现在,对于一些出现成型缺陷的产品可以不再采用传统试模的方法,而是利用注射模具CAE对其成型过程进行模拟分析,从而找出问题优化成型方案。本文将利用注射模具CAE分析软件Moldflow对PBT塑料小连接板的成型缺陷翘曲进行分析,从而优化产品的成型方案,提高产品成型质量。
1 建立产品模型
Moldflow软件是有限元分析软件中的一种,所以首先要对产品进行有限元模型的建立。为了得到更为准确的分析结果,对产品CAD模型进行适当的处理、简化,随后将其转化成.stl格式导入Moldflow中,生成网格模型[2]。经过反复的修复,得到符合模拟分析要求的产品模型,匹配的百分比为90.0%,相互百分比为92.1%,如图1、图2所示。
2 产品成型缺陷的研究
2.1 产品原始成型方案简介
本产品为小家电上的一个小连接板,PBT塑料,采用一模一腔生产,成型过程正常,但成型结束之后发现产品产生了一定的翘曲变形,并且该变形量已经严重影响到产品的装配。所以必须对其翘曲变形量进行分析研究,优化已有注射成型方案。

图1 产品模型

图2 网格统计结果
2.2 产品翘曲变形量分析
对产品进行翘曲变形量分析,发现产品总的变形量为0.0741~1.572mm,如图3所示;产品X方向的变形量-0.2715~0.2515mm,如图4所示;产品Y方向的变形量为-1.005~1.019mm,如图5所示;产品Z方向的变形量为-0.7374~1.238mm,如图6所示。

图3 产品总变形量

图4 X向变形量

图5 Y向变形量

图6 Z向变形量
通过上述分析,我们看出产品产生的总变形量[3]在X、Y、Z三个方向上,Y方向所占的比例最大,由此可见产品出现翘曲变形主要在Y和Z方向上,因此控制Y向和Z向的翘曲变形量是解决产品翘曲缺陷的关键。接下来对产品产生翘曲的各个因素进行分析,以便于寻求影响产品的主要因素。通常影响产品翘曲变形的主要因素有三个:体积收缩不均匀、冷却不均匀与取向不均匀,分别如图7~图9所示。
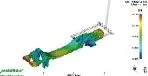
图7 冷却产生的总变形量

图8 收缩产生的总变形量

图9 取向产生的总变形量

图10 优化后的产品总变形量
通过上述分析,我们看出,冷却因素产生的总变形量最大为0.0141mm;收缩产生变形量为0.2293~1.608mm;取向因素产生的总变形量为0.0367~0.4550mm。分析比较得出结论[4,5],产品在成型过程中由于收缩造成的变形量在总变形量中所占的比例最大。综上,要解决产品的翘曲变形,主要是减小产品Y、Z向上由收缩不均产生的变形量。
2.3 产品翘曲缺陷优化的途径
对上述产品出现的翘曲变形进行分析,产品的形状呈细长狭窄形,中间有多数侧扣,收缩时容易产生各向的收缩不均;加上本产品采用的一模一腔成型,这样也容易出现收缩时各向不均的情况。所以,将本产品布置成一模两腔的成型方式[6,7],考虑到产品本身的形状特征以、浇口的设置及模具设计制造的成本等问题,我们将产品布置成一线排列的形式。随后,对重新调整后的产品进行翘曲变形量分析,看是否可以改善之前较大的翘曲变形量,分析结果如图10~图13所示。
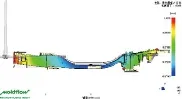
图11 优化后的产品Y向变形量

图12 优化后的产品Z向变形量

图13 优化后的产品收缩产生的总变形量
通过产品型腔数目的改变之后[8],我们针对上述结果对比看出,优化后的产品产生的变形量为0.0587~1.3741mm;Y方向的变形量为-0.8853~0.8907mm;Z方向的变形量为-0.6143~1.075mm;收缩产生变形量为0.2221~1.412mm;影响产品出现翘曲变形的主要因素收缩产生的变形量有所减小,并且Y、Z两方向上出现的翘曲变形量也明显减小。
3 结束语
利用模具CAE软件Moldflow对塑料产品进行模拟分析,我们得到结论,对于该PBT小连接板的成型,采用一模两腔的注射成型方式比原本一模一腔时,更加合理,有效的减小了成型中出现的翘曲变形。通过试模生产,优化后的产品翘曲现象明显改善,可以满足装配要求。这一模拟分析方法有效的提高了企业的工作效率,缩短了产品的生产周期,为塑料注射产品的快速有效生产夯实了技术基础,带来了巨大的社会经济效益。
随着注射模具市场的快速发展,未来塑料产品的高效生产是企业发展的方向,其CAE软件Moldflow的应用与推广将会掀起一场大的变革。其快速、全面的分析将整个产品的注射过程细致地展现在模具工作者面前,为他们的工作提供了便捷,同时也保证了产品的质量,控制了生产的成本。塑料注射产品的发展在模具CAE技术Moldflow多功能全方位分析的辐射下将登上一个新的巅峰。
[1] 张琦,王强.Moldflow软件在手机外壳注塑模具设计中的应用[J].模具技术,2011(04).
[2] 宋燕星.汽车复杂零件注塑模具CAE[D].哈尔滨理工大学,2005.
[3] 李雯雯,卢军,刘洋.Moldflow软件在注塑模具CAE中的应用[J].工程塑料应用,2009(09).
[4] 段贤勇.大型热流道注射模具CAD/CAE技术应用研究[D].合肥工业大学,2011.
[5] 王乾.基于Moldflow的电机盖注塑成型分析[J].轻工机械,2012(03).
[6] 邹永生.基于流动模拟的注塑成型浇注系统优化设计与缺陷控制 [D].浙江大学,2005.
[7] 皮赳燕.塑料椅子的注射成型参数优化[D].湖南大学,2007.
[8] 汤宏群,苏广才.MoldFlow在注塑成型中的应用[J].广西大学学报(自然科学版),2003(06).
