基于DCS的粗液槽添加石灰乳自动控制方案探讨
2013-07-10仝福祥
仝福祥
(兆丰铝业有限责任公司,山西 阳泉 045000)
1 目前石灰乳添加方法
兆丰铝业有限责任公司(全文简称我公司)控制过滤工段中粗液槽添加石灰乳的方法是当控制过滤石灰乳槽液位低时,粗液槽将停止添加石灰乳,然后手动打开精液支管阀门,往石灰乳槽中添加一定量的精液,然后再电话通知原料车间往石灰乳槽中送石灰乳,直到满槽。再开启石灰乳泵往粗液槽中添加石灰乳,如此反复。在原料往控制过滤送石灰乳的过程中,如发现叶滤机压力变高,则要及时开启石灰乳泵,给粗液槽添加石灰乳。
从以上石灰乳添加的过程来看,一方面石灰乳的添加量难以控制,并且添加过程断断续续,很容易影响到叶滤机的产能。另一方面,石灰乳槽液位控制和叶滤机压力控制,几乎全凭岗位人员的手动和经验控制,过程比较繁琐。
2 工艺简介
原料石灰乳送入控制过滤石灰乳槽,然后通过石灰乳泵添加到粗液槽,公备溢流也送入粗液槽。二者混合液通过变频调速泵送到叶滤机进行过滤。
粗液槽中加石灰乳的目的是因为从分离溢流带来的浮游物是非常细小的颗粒,它们吸附在滤布上形成致密的滤饼层,使粗液不能顺利通过滤布。当在粗液中加入石灰乳时会生成水化石榴石3CaO·Al2O3·H2O,化学反应方程式如下:

水化石榴石是一种疏松、多孔的固体物质,吸附在滤饼上可增大滤饼的疏松度,在通过叶滤机时不仅可以降低过滤阻力,且能够有效地隔离并“拖住”粗液中的赤泥颗粒,提高精液质量[1]。另外也使得滤饼易于从滤布上脱落下来,易于卸饼,因此在生产上往粗液中连续添加石灰乳可以大大提高叶滤机的生产能力。在生产中一方面要确保石灰乳的连续添加,同时要注意观察石灰乳和粗液的质量,按一定比例往粗液中添加石灰乳。
石灰乳槽顶部有精液输送管道,添加到石灰乳槽,目的是活化石灰乳。
3 控制方案的探讨
3.1 料位控制方案
控制过滤石灰乳槽的液位由原料的清水石灰乳泵控制,因此,可以在集散系统(DCS)系统中设置石灰乳槽的高报警值H1。当石灰乳槽的液位达到H1时,由DCS系统做联锁,强制停止清水石灰乳泵。还可以考虑原料清水石灰乳槽的低液位和控制过滤石灰乳槽的低液位情况。过程知识系统(PKS)主程序简图如图1所示。经过硬件接线和程序组态后,可方便实现控制过滤石灰乳槽液位的自动调节,以及原料石灰乳泵的自动启停。极大缩短沉降主操在此工序上耗费的操作时间。

图1 料位控制方案程序简图
3.2 石灰乳添加的自动控制方案
控制目标是根据粗液的流量和密度以及石灰乳的密度,通过控制石灰乳的流量,使石灰乳和粗液的配比恒定。假设从分离溢流来的粗液流量为F1(m3/h),密度为ρ1(kg/m3);控制过滤石灰乳泵出口石灰乳流量为F2(m3/h),密度为ρ2(kg/m3)。根据工艺要求,石灰乳和粗液的配比为4‰,假设整个过程的温度、压力恒定,经过推算可得以下公式:
式中,K=0.9~1.1,可根据石灰乳有效钙CaOf含量确定其大小。主程序简图如图2所示。
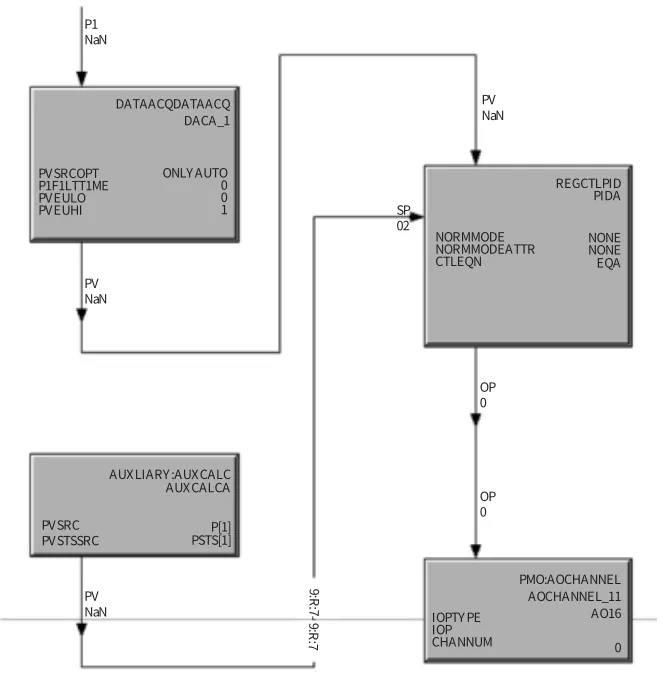
图2 石灰乳添加的自动控制方案程序简图
该方案中,石灰乳泵由要改造为变频控制,需增加1台变频器。通过改造,石灰乳添加量将根据其有效钙含量和粗液在线流量、粗液在线密度、石灰乳在线密度,按一定比例,通过计算,得出石灰乳的理论流量,进而通过程序中的PID模块来控制石灰乳泵转速,调节石灰乳实际流量。该方案优点是可以使石灰乳的添加实现定量控制。同时将石灰乳泵改为变频调速后,还可以实现节能的目的。
4 设备情况
控制方案中所需主要设备包括DCS输入输出模块、变频器、密度计等。沉降DCS控制系统输入输出模块在设计时就留有余量,所以不需再另外增加输入输出模块;密度计可以用原料清水石灰乳泵出口密度计,需增加1台变频器。
4.1 氧化铝DCS系统概要
氧化铝分公司工艺流程监视、控制系统选用了Honeywell 公司的Experion PKS过程知识系统(简称EPKS 系统),它是一体化的混合控制系统,是世界上第四代DCS控制系统的代表,其核心是基于开放且功能强大的Microsoft公司的Windows 2000服务器/客户系统。它由高性能的控制器,先进的工程组态工具,开放的控制网络等,构成了先进的体系结构[2]。这套系统在我公司生产的自动化控制方面起到很重要的作用。
4.2 PKS系统硬件配置
PKS系统的核心部件是混合控制器 (简称C200),包括电源、机架、控制处理器模件(CPM)、控制网络通讯模件(CNI)、输入输出处理器接口模件(IOLIM)、冗余模件(RM)、电池扩展模件(BEM)等组成。所有模件都支持带电插拔,且适应恶劣的生产环境[3]。C200适用于广泛的工业应用,包括连续过程、批量过程、开关量运算以及机械设备控制等各类型的控制。对于要求将调节控制、快速逻辑控制、顺序控制以及批量控制诸应用一体化的集成应用,C200是最理想的控制器。
4.3 PKS系统Control Net网络
Control Net是一种实时的,确定性的过程控制网络,可以通过单个或冗余的同轴电缆或者光纤作为传输介质[3]。Control Net网通讯采用生产者/消费者模式,该模式采用多信道广播式,定点传送,属于预定性信息,每个信号对应一个单独的地址,占一个网络节点,网络所有节点同步,信息吞吐量大,速度快,网络效率高。相对而言,Control Net比西门子的Profibus 网络更加稳定,易于维护,有助于实现无缝连接。
4.4 PKS系统控制器组态工具Control Builder
Control Builder是一个组态控制策略和监视控制过程的软件包。PKS硬件包括控制器、网络接口模件、I/O处理器、冗余模件等在控制策略组态(CB)中都有对应的软模块;还有各种功能的逻辑模块;功能丰富的专用模块,比如设备控制模块、流量累积模块、与第三方通讯的专用模块等。Control Builder主界面包括三部分功能:用于控制组态所需的系统功能模块库Library、用于控制组态界面的Project和用于在线监视硬件工作状态及验证组态等情况的Monitoring。在Project界面下可方便地创建控制器块CPM、冗余模块、各种I/O模块及创建若干个控制模块控制点(CM)等,通过对模块参数的简单设置可快速地完成组态工作。每一个CM都是一个控制方案,实现某些功能的功能块可以根据需要拖放在CM里,通过把包含在CM内的功能块利用“软接线”相互连接,很方便地使控制策略实现。组态工作完成后,要将组态的CM分别进行下装Load、激活Activate,下装和激活的工作很灵活,可边组态边进行[4]。新增设备,可在线组态,而不用停车。
4.5 PID模块
PID模块(见图3)位于Regulatory Control Blocks子目下。
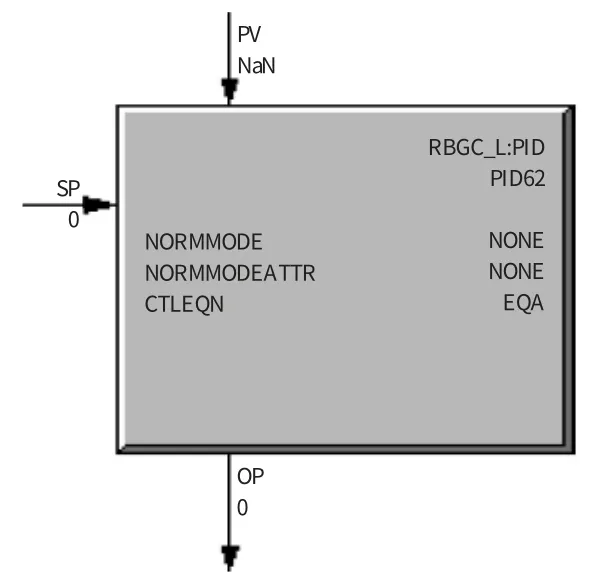
图3 PID模块
该模块是最基本的调节控制功能块,它是作为比例—积分—微分控制器来工作的。PID模块具有2个模拟输入:过程变量PV以及设定值SP,通过计算这两者的偏差,利用PID调节,使控制输出OP向使偏差变为零的方向变化。PID功能块可用于单控制回路,也可以将多个PID模块组合起来构成串级控制回路[5]。
4.6 EPKS系统在我公司的运用
我公司使用的DCS系统为Honeywell公司的PKS201 版本,网络配置为Control Net网络,服务器的机器型号为DELL Power Edge 1800。操作站和2台服务器通过局域网进行通讯。一对C200控制器和2台服务器通过2根同轴电缆总线型连接,其终端安装有75Ω 终端电阻[3]。为保证系统更稳定、可靠地运行和方便系统检修维护,我公司对服务器、C200控制器、ControlNet网以及FTA卡件和I/O卡件的供电系统也进行了冗余配置。
PKS系统自2007年12月份投运后,先后经历了频繁开停车、DI信号干扰强、接地不好、系统断电、工作环境粉尘大等因素的影响,系统在两年多的运行中工作一直稳定,经受住了考验,完全能够满足对氧化铝生产监视和控制的要求。
5 结语
通过探讨对比,可知控制过滤石灰乳槽料位控制方案相比较容易实现;石灰乳添加的自动控制方案,可实现定量添加和自动控制,如果能够实现,可以改变以前粗放式的人工经验添加为较为精准的自动化添加,不仅降低了工人劳动强度,而且可以减少石灰单耗,降低氧化铝成本。以上方案在实际应用中还要综合考虑叶滤机压力、叶滤机工作周期长等因素,因此,更加完善、更加符合工艺要求的控制方案还需自控专业和工艺专业的技术人员进一步深入研究探讨。
[1]毕诗文.拜耳法生产氧化铝[M].北京:冶金工业出版社,2007.
[2]黄厚强,田文娜.Experion PKS过程知识系统的运用[J].工业控制计算机,2006(5):25.
[3]李晓辉.Honeywell EPKSC200系统在PVC装置中的应用[J].青海科技,2009(8):25.
[4]朱乜,徐中亨.浅谈Experion PKS控制方案组态[J].石油化工自动化,2007(8):20.
[5]孙学华,鲍坤.Honeywell Experion PKS系统在某精细化工中的应用[J].化工自动化及仪表,2011(7):10.