45钢硬线盘条生产实践
2013-07-10尚明华
尚明华
(首钢长治钢铁有限公司,山西 长治 046031)
中高碳硬线钢广泛用于加工钢丝绳、预应力钢丝、钢绞线、弹簧、胎圈等高强度钢丝,具有广阔的市场。首钢长治钢铁有限公司(以下简称长钢)为适应市场需要,开发了45硬线钢产品。为保证盘条的质量,在炼钢生产过程中必须采取相应的工艺措施,以降低钢中T[O]、T[N]及夹杂物含量,减少钢中夹杂物的危害及因钢中氮含量高导致的钢材时效硬化、蓝脆等现象[1]。
1 工艺流程及技术要求
1.1 工艺流程
硬线不但要求强度高,而且要求延伸、韧性好,以利于拉拔成为不同规格的钢丝。其质量取决于钢的化学成分及均匀性、钢的纯净度和铸坯的宏微观组织及其表面状况。为此,确定硬线钢工艺路线如下:
铁水→900 t混铁炉→80 t转炉→吹炼→挡渣出钢→包内脱氧合金化→LF炉精炼→五机五流方坯连铸机(全程保护浇注+电磁搅拌)→检验→入库。
1.2 技术要求
根据GB/T 699—1999优质碳素结构钢要求,确定硬线钢成分控制(见表1)。

表1 硬线钢成分控制 %
根据GB/T 4 354—2008优质碳素钢热轧盘条要求,其力学性能控制见表2。
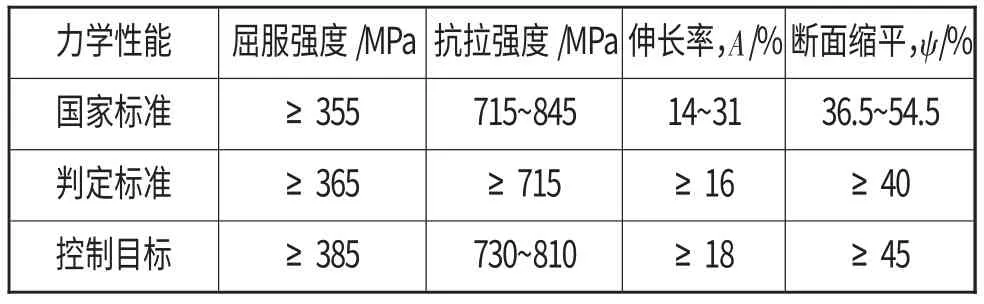
表2 力学性能控制目标
2 冶炼生产操作
2.1 转炉冶炼工序
转炉工序主要目的是脱磷,为了更好达到脱磷效果,采用双渣冶炼工艺。
吹炼前期,要早化渣,化好渣,达到去磷硫的目的。第一批渣料加入约为总渣料的2/3,吹炼约5 min后加第二批渣料。终点控制采用高拉补吹工艺。终点碳:w(C)为0.08%~0.15%;终点温度:1 650~1 670℃;终点磷硫:w(P)≤0.020%,w(S)≤0.02%。炉渣终渣碱度:R=2.8~3.2。脱氧合金化采用高碳锰配锰,硅铁配硅,脱氧合金化采用硅钙钡,按0.5~1.0 kg/t钢加入。挡渣出钢,控制渣厚≤70mm。钢包净空≥400mm。
2.2 LF炉精炼工序
为进一步降低钢中气体、硫以及夹杂物含量,提高钢水纯净度,对硬线钢进行LF炉精炼处理。
钢水到达精炼工位,调整氩气流量,精炼过程全程吹氩,根据不同阶段调整不同氩气流量。钢包到LF 站后强吹氩3 min,定氧、测温、取样,此样成分作为进站成分。取样后加入精炼渣料,通电化渣,通电3 min 内加入其他造渣料,供电10 min内形成白渣,白渣保持时间大于8 min。钢包精炼渣控制:R≥3.0。白渣形成后取样,根据化验结果进行成分调整,调整时按锰铁、硅铁和增碳剂次序加入,成分控制满足钢种出站要求。钢水成分、温度合适后将钢包开至喂线工位喂120 m的硅钙线。喂线结束后软吹,流量控制在30~50 NL/min之间,并保证软吹时间大于8 min,控制效果以钢水面微微涌动,以钢水不裸露为准。精炼结束后,定氧、测温、取样,该样成分作为出站成分,按该钢种的控制目标进行控制。钢水精炼完毕后,加入8~10包保温剂保温,必须保证钢水液面覆盖良好。
2.3 连铸工序
中包浇注温度范围:1 510~1 530℃。合适的浇注温度是实现顺利浇注和获得良好铸坯质量的前提,因此,在不引起水口冻结的情况下,应尽可能采用低过热度浇注,所以选择过热度10~20℃作为控制目标。采取全程保护浇注工艺,大包到中包、中包到结晶器采用浸入式水口+石棉垫密封保护浇注,以减轻或杜绝钢水二次氧化,减少夹杂物的产生。采用结晶器液面自动控制系统,采用结晶器液面自动控制技术,实现恒液面操作,液面波动范围控制在±3mm,达到稳态浇注。结晶器电磁搅拌:频率为4 Hz,电流为350 A,中间包加保温剂进行保温。采用低黏度、保温性能好的专用保护渣。中包钢水液面高度不小于700 mm。合理的二次冷却还可以细化奥氏体晶粒,改善组织性能,优化铸坯质量,硬线钢采用弱冷却制度,比水量为0.85~1.00 L/kg,水流量为120~130 m3/h,结晶器进出水温差小于8℃。拉速控制在2.0~2.2 m/min。
通过采用结晶器电磁搅拌工艺,结晶器液面自动控制技术以及弱冷工艺、铸坯低倍组织控制良好(见表3)。

表3 45钢低倍检验结果 级
取连铸坯低倍样9炉进行低倍检验,铸坯中心疏松0.5~1.0级,平均0.72级;中间裂纹0~1.5级,平均0.94级;缩孔0~1.5级,平均0.83级。硬线钢铸坯碳偏析指数控制在1.1以内,符合钢种要求。硬线钢铸坯质量得到了一定的保证。
3 产品质量
45硬线钢经高线车间轧制主要生产Φ6.5 mm的热轧盘圆,对生产的线材取样分析,平均气体含量w(T[O])<30×10-6、w(T[N])<70×10-6,完全满足硬线钢产品要求,钢中氧含量较低也表明钢中氧化物夹杂处于较低的水平。经检测,45硬线钢化学成分及力学性能均满足判定标准(见表4)。
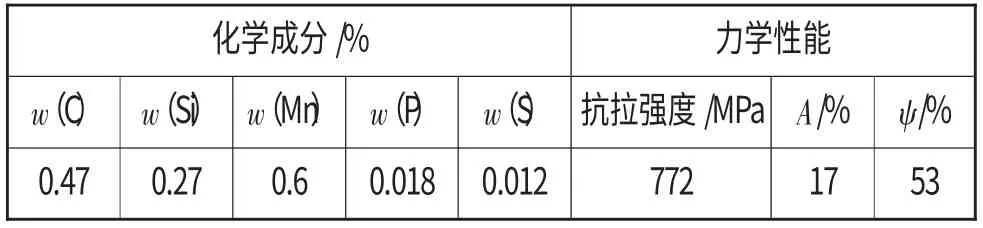
表4 45硬线钢化学成分及力学性能
目前所生产的45硬线钢经用户使用,拉拔性能较好,未出现严重断裂现象,用户满意度较高,为长钢品种钢开发积累了经验同时开拓了市场。
4 结论
1)以长钢现有的炼钢、轧钢工艺装备条件及技术操作水平,采用氧气顶吹转炉冶炼、LF炉精炼、塞棒控流浇注和高速线材轧机,完全能够生产出满足用户需求的45硬线盘条产品。
2)45钢冶炼时脱磷、脱硫均有一定的难度,因此,必须提高入炉铁水质量,从而降低冶炼操作难度,为提高钢液洁净度创造有利条件;充分利用电磁搅拌技术,提高铸坯质量。
3)45钢盘条的成功开发,不仅为长钢线材产品增加了新的品种,同时也为继续开发硬线盘条提供了宝贵经验,开拓了市场。
[1]黄道鑫.提钒炼钢[M].北京:冶金工业出版社,2002:137.