2 250横切飞剪剪切长度异常原因分析及对策
2013-07-10何承辉李宏杰付力业
何承辉,李宏杰,付力业
(1.华菱涟钢2 250热轧板厂,湖南 华菱 417009;2.太原科技大学,山西 太原 030024)
湖南华菱涟钢2 250热轧板厂板材深加工项目于2010年10月正式投产,该项目的横切线是由德国西马克公司设计,其中曲柄偏心式定尺飞剪机为全套进口设备。在生产过程中,定尺飞剪偶尔会出现剪切长度异常的情况,产生了一些不合规格要求的废板,造成了不必要的经济损失。通过两年来长期对剪切异常现象的观察和分析,找出了产生剪切长度异常的原因。从飞剪的控制系统入手,由控制系统在自动剪切过程中判断是否会发生剪切长度异常,一旦检测发现异常,立刻中断剪切过程。在排除故障后再进行剪切,使飞剪不生产一块废板,且能够快速排除故障,大大减少了由于查找故障原因而花费的时间,提高了生产效率。
1 横切飞剪介绍
曲柄偏心式定尺飞剪主要由主传动部分、横移传动部分、机架本体、带尾夹送辊、皮带运输机、横移导轨等组成[1]。该飞剪为下切式飞剪,即上刀座固定,下刀座的驱动通过横移电机通过皮带轮、气动离合器、气动制动器、万向轴、齿轮箱、偏心轴及连杆实现[2]。飞剪在工作的时候,横切剪刃横移电机实现刀架的横移,横移机架由初始位置开始加速,当横移速度达到与带钢速度时实现同步定尺剪切。飞剪装有气动测量辊,钢板的长度由测量辊来测量;刀片间隙调整由电机通过联轴器、减速机、丝杠及斜楔来实现;由2个夹送辊来移出带尾,上夹送辊可液压调整辊缝,液压马达驱动夹送辊;更换刀片通过电动卷扬将刀片连同刀座拖到机旁实现[3]。横切飞剪可用于带钢在线连续定尺剪切及在静止状态下的废料和试样的剪切。
飞剪在自动剪切模式下,当测量辊测出运动的钢板长度快要接近设定长度时,由PLC发出命令,飞剪横移部分在最短行程最短时间内开始加速,使横移部分的速度与带钢速度同步。此时开始制动器打开抱闸,接着投入离合器,带动偏心轴驱动飞剪下刀片完成一次剪切(旋转360°)。在下刀片过240°时离合器松开,接着抱闸制动。与此同时飞剪横移部分高速返回原始位,到此完成一个剪切周期,准备下次剪切任务。
现在国内的飞剪控制方式一般用6RA70(或者6SE70)+T400或者用6RA70(或者6SE70)+S00实现[4]。西马克则是用通用的矢量变频器6SE70+FM458内的软件功能块来实现剪切控制。在无外部故障原因的情况下,该飞剪剪切精度达到(2±0.5)mm×长度(m),剪切时线速度最高可达到40 m/min。
2 剪切长度异常原因
在实际生产过程中,在测量辊工作正常的前提下,如果剪切的钢板有长有短,则剪切出现异常是由于横移机架联轴器等相关机械部位松动造成;偶尔出现剪切长度不一且不连续,原因为测量辊上粘有杂物或者是钢板有缺陷(比如凹坑)。如果钢板全部切长且长度不确定,在其他设备一切正常且是自动剪切的情况下,出现这种现象的原因只有:钢板发生相对运动与测量辊不同步;横移机架运动和机架编码器运动不同步。出现此两点的主要因素有:
1)机械连接问题造成编码器的读数与机械运动不同步。
2)钢板跳动或者不平度特别大。
3)钢板上测量辊,造成测量辊辊径逐步增大。
4)测量辊在钢板上打滑。
如果单独采用测量辊对钢板长度进行测量的方案,对于测量辊发生滑动、钢板测量辊等情况造成的剪切异常无法避免,定尺飞剪机也无法判断是否发生剪切异常现象。因此会出现剪切钢板规格异常,造成不必要的经济损失。
3 剪切异常的解决方法
为了减少剪切异常现象的发生,采取测量辊和夹送辊两次测量的方法对剪切长度进行测量。根据测量辊与夹送辊之间的位置关系,利用测量辊和夹送辊测量值之间的差值,与测量辊和夹送辊之间的实际距离(200 mm)进行比较,当测量辊和夹送辊之间的测量差值与实际距离的偏离达到20 mm以上时,停止剪切并发出报警。操作和维护人员根据以上分析的可能原因逐个排除故障后再行剪切。测量辊和夹送辊测量值之间的比较由PLC进行计算和监控,一旦出现剪切异常及时发出报警并停止剪切。在PLC控制系统内编制了一个功能块FC7681,该功能块内的主要程序内容如下:
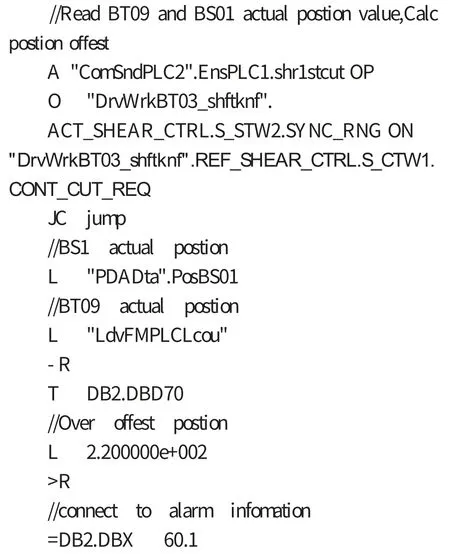
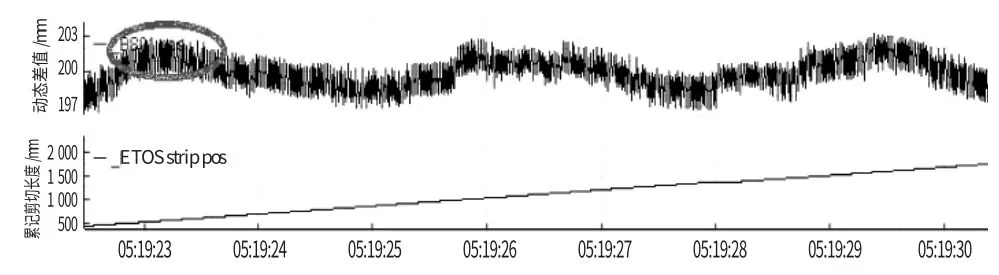
图1 剪切正常情况数据

图2 剪切偏长情况数据
图1和图2分别是剪切正常和异常的情况下PDA 记录的测量辊与夹送辊之间差值和钢板长度的数据。两图中横轴是时间轴,第一排纵轴均为飞剪夹送辊测量值与测量辊的测量值的动态差值(圆圈标出),第二排是测量辊实时记录的钢板累记剪切长度。从图1和图2分析得出,剪切正常时,夹送辊测量值与测量辊的测量值的动态差值偏离标准距离(200±3)mm之内,飞剪剪切比较精确。剪切出现异常时,差值变化范围在195 mm到240 mm之间并呈现逐渐增大的趋势,最大时偏离标准距离(200 mm)达40 mm。由此可见,飞剪出现了测量辊运行速度慢于钢板运行速度,辊有打滑现象。
4 结语
通过对飞剪剪切长度异常现象的分析,对飞剪控制系统进行了改造,杜绝了由于剪切长度异常造成废板的情况。通过测量辊与夹送辊对钢板进行两次长度测量,利用两个测量值之间的关系来确定是否出现剪切异常现象,比飞剪单独使用测量辊来测量钢板长度,大大提高了剪切成材率。定尺飞剪改造前剪切长度异常的情况占产品的千分之五,且很难发现异常,遭到客户的产品质量投诉。经过改造一旦检测到剪切异常立即停止飞剪剪切,完全杜绝了此类长度异常情况的发生,极大地提高了经济效益。
[1]邹家祥.冶金机械设计理论[M].北京:冶金工业出版社,1998.
[2]黄庆学.轧钢机械设计[M].北京:冶金工业出版社,2007.
[3]周强.曲柄飞剪机构运动和控制原理分析[J].中国设备工程,2004(12):33-35.
[4]徐济声,沈宏,刘彬,等.新型飞剪机结构探讨[J].锻压装备与制造技术,200641(3):20-22.
[5]Nedjeljko Peric,Ivan Petrovic.Flying Shear Control System[J].In stitute of Electric and Electronic Engineer,1990,26(6):1 049-1 055.