基于四轴机床的手机实体建模与加工
2013-07-09汉川机床集团有限公司陕西汉中723003秦先锋
汉川机床集团有限公司 (陕西汉中 723003) 念 勇 张 荣 黄 恒 秦先锋
陕西凌云电器集团有限公司 (宝鸡 721006) 韩 晓
1. 实体造型
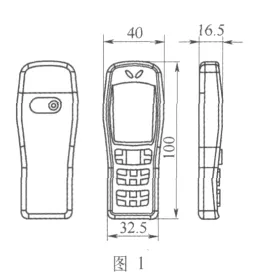
如图1所示是某型号手机的实体造型,机体和显示屏的造型难度较大。机体表面为光顺性、连续性要求较高的自由曲面,其截面线是复杂的自由曲线。其主要造型思路是,先用拉伸创建实体模型,然后创建草图,用拉深和扫描命令创建曲面,用修剪体命令,用曲面修整实体的上下面,得到机体,再用倒圆命令修整机体的外形轮廓。显示屏是从曲面凹下的部分,先要创建草图,再通过偏置、投影和通过曲线命令,最后通过拔模拉深得到。按键、听筒和摄像头的创建较为简单,创建草图,通过拉深和布尔操作创建。
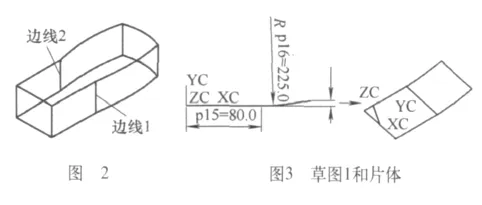
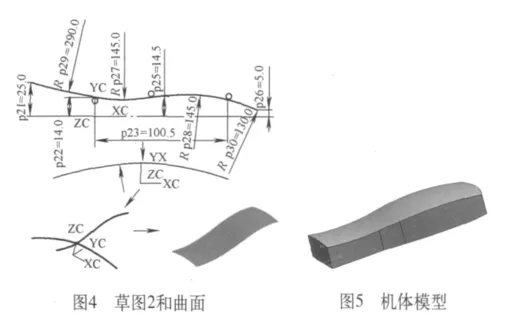
(1)机体的创建 机体的造型是手机整体造型的关键部分,其设计要求较高,曲面特征也较复杂。用所作草图拉深创建实体模型如图2所示。创建修整外形轮廓的第一个草图,拉深草图得到如图3所示片体。
创建修整外形轮廓的第二草图,用扫描命令得到曲面(见图4)。边线1、2倒圆,再用修剪体命令,用曲面和片体修整实体的上下面,得到机体,如图5所示。
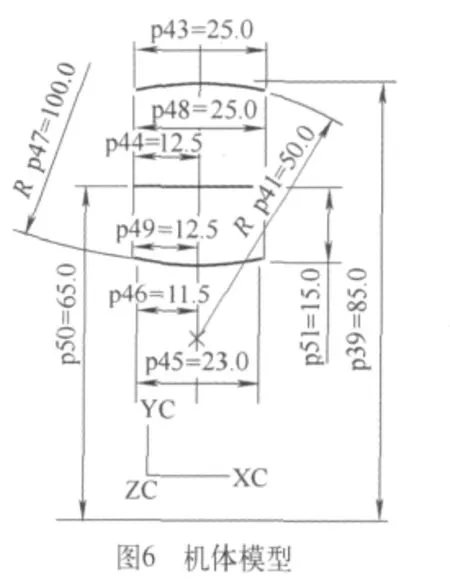
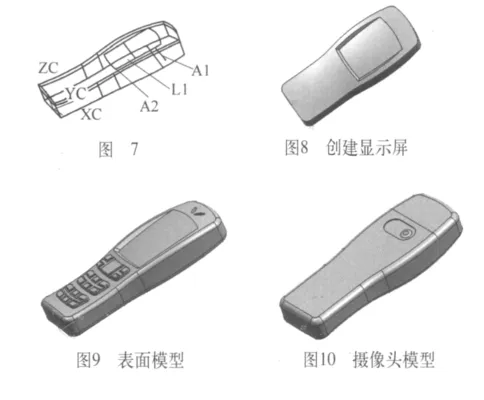
(2)显示屏的创建 创建草图,如图6所示,偏置上表面,用投影命令,将A1沿+ZC方向投影到实体的上表面,A2和L1沿+ZC方向投影到偏置后的曲面上,如图7所示。
选择投影后的三条曲线,选择通过曲线命令创建曲面,拉深刚才创建的曲面,从上盖实体上减去刚才创建的实体,将得到的实体的三条边沿+ZC做拔模,如图8所示。
(3)按键和听筒的创建 创建草图,对草图进行拉伸、求布尔差运算和变换最后与手机主体求布尔并运算,对实体边线进行倒圆,得到手机的表面模型,如图9所示。
(4)摄像头的创建 创建键槽和凸垫,并对凸垫倒圆,得到手机摄像头的模型,如图10所示。
2. 工艺分析
由于手机模型是由一个上、下表面和四个侧面组成,所需加工的这六个面如何高效、精确的加工出来是手机加工首先要解决的问题,基于上述情况,目前有两套可行性方案:
方案一:材料选择一块25m m×50m m×120mm的方料,手机模型的中心在方料的中心上。分上、下两部分加工,先加工上表面,然后加工四个侧面的上半部分;然后取下工件,反过来装夹,再加工底面和四个侧面的下半部分,用这种方法加工在一般的数控机床即可。这种方案虽然可行,但实际加工的过程中要遇到很多问题,例如:当加工完鼠标上表面和四个侧面的上半部分,然后翻面加工底面和四个侧面的下半部分一个侧面,这样加工时,二次装夹四个侧面容易产生接刀痕,使加工出来的两个面不能平滑过渡。
方案二:为了克服方案一的缺点,使四个侧面能够平滑过渡,就要使手机模型一次成型,一次装夹,加工完所有的面,避免二次装夹,所以选择φ50mm棒料,把棒料在A轴上用自定心卡盘夹紧采用一夹一顶的方法,每加工完一个面,旋转90°,再加工另一个表面,依次类推,加工完四个面。加工时使用这种边旋转边加工的加工方法,一次成型,克服了方案一所遇到的种种困难,而且较第一种方案加工效率和准确性都有所提高。
因此,选择第二种方案为最佳方案。
(1)装夹方式的选择 圆柱棒料要在四轴数控机床上加工,自定心卡盘夹紧,采用一夹一顶的方法,如图11所示。
(2)加工工艺的制定 该零件的主体部分对加工后的表面加工质量要求较高,因此尽可能采用一次装夹,加工完成手机的整个主体部分。手机加工整体思路:粗加工→精加工,具体分析如下:
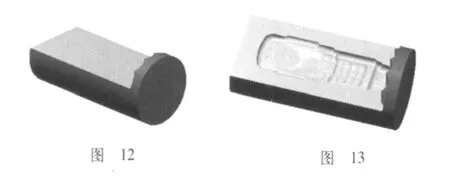
粗加工加工方法:平面铣削(2D)和平行加工。平面加工主要是为了将毛坯多余的材料铣削掉,该方式是二维铣削,刀具路径简单且容易控制,加工效率高,所以选用此方法,模拟效果图如图12所示。平行加工主要是将手机表面大量的切削余量去除,该加工方法生成的刀路简单,相互平行,比较简单不容易出错,且可用双向切削,这样就可以大大提高加工效率,如图13所示。进行曲面粗加工时,由于手机模型表面大部分是曲面,所以选用球头铣刀,同时留上0.5mm的精加工预留量。

精加工加工方法:平行加工、环绕等距加工、等高外形加工、流线加工交线清角和残料清角加工。
平行加工:主要是将手机表面大量的切削余量去除,该加工方法生成的刀路简单,且可用双向切削,这样就可以大大提高加工效率。
等高外形加工:将手机的圆角加工到尺寸,生成的刀具路径可以调整的很密,很平滑,加工出的圆角效果较好。
交线清角加工:由于有很多小角落,大直径刀具无法铣削到的地方,必须用小直径刀具来铣削,用该加工方法,就只对这些地方进行加工。
残料清角加工:主要是交线清角后,还会有很小的一些残余余量,没去除,用该加工方法就可以将其去除干净。
曲面流线加工:主要是加工手机屏幕周围的曲面,生成的刀具路径可以调整的很密,很平滑,加工出的曲面效果较好。
浅平面加工:将底面的摄像头加工的尺寸,摄像头表面较平整,该加工方法较适合这表面。
环绕等距加工:将摄像头的圆角加工到尺寸,生成的刀具路径可以调整的很密,很平滑,加工出的圆角效果较好。
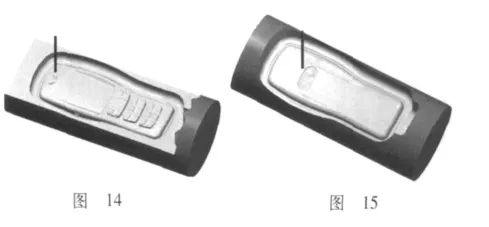
通过以上加工方法,可以最终加工出手机全部外形,上、下面模拟效果如图14和图15所示。
结合以上的工艺分析,最终选择如附表所示的加工工艺。

3. 结语
本文针对具有复杂曲面外形的手机,通过UG进行三维实体造型,运用MasterCAM对手机加工轨迹进行了规划,加工仿真,并生成NC程序,在XH714D四轴加工中心完成手机实体加工。该手机实体精度较高,可见选取的走刀路径还是比较成功的,加工后的误差在允许的范围内。结果表明该方法是可行的,对复杂曲面的造型、加工具有指导意义。
