小直径塑料轴承内挡圈数控车床夹具的改进
2013-07-09特瑞堡密封系统中国有限公司上海201108冯培晔
特瑞堡密封系统(中国)有限公司 (上海 201108) 冯培晔
1. 零件分析
图1 所示为我公司生产的轴承内挡圈,材料为POM(聚甲醛)。内六角孔的尺寸为5.61~5.5mm。材料壁较薄且为工程塑料,在加工R2.01mm的沟槽时会因车削力造成工件的变形。
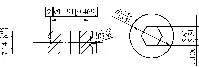
图 1
2. 夹具设计过程
(1)工件外径夹紧方式:由于工件高度较小, 采用外径夹紧方式易造成工件的变形且对刀具产生干涉。采用工件外径夹紧方式是不可行的。
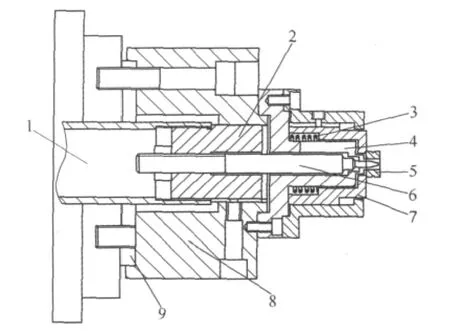
图 2
(2)采用工件内径内撑方式成为必然的选择。初始的内径内撑方式1及夹具的组成如图2所示。工件径向定位内六角撑件、工件轴向定位件、工件、主轴端口过渡法兰盘与主轴端口有较好的配合精度,目的是用工件径向定位内六角撑件、将工件置于机床的回转中心,从而保证是同轴的。
其工作原理:使用液压卡盘的排刀架式的小型数控车床。卸下液压卡盘,利用联接液压卡盘的拉杆的前后移动转换为工件夹具夹紧放松的运动。(该拉杆的功能是依靠装在主轴尾部的回转液压缸内活塞的往复运动带动主轴孔内的拉杆将力传递给顶针(拉杆和顶针通过主轴拉杆与顶针的联接块用螺纹联接)。然后顶针前移胀开工件径向定位内六角撑件,将工件胀紧。工件放松时,也就是回转液压缸内的活塞反向运动。
机器运转方式:工件的装夹采用全自动方式。工件放入振动料盘,通过料盘的振动,工件依次排列进入料轨滑落到装夹的起始位置。数控控制指令M86(自动上料),执行后X轴推料气缸先动作,X轴推料气缸将工件推到工件径向定位内六角撑件的前端位置后,Z轴推料气缸工作(见图3、图4),将工件推装到工件径向定位内六角撑件上,推料弹簧压缩同时工件轴向定位件后退到位。数控控制指令M10(拉杆前推),工件径向定位内六角撑件在顶针前移作用下外撑胀紧工件内径。数控控制指令M87(上料机构复位)。加工沟槽,加工结束后数控控制指令M11(拉杆后移)夹具放松,夹具中的推料弹簧恢复带动工件轴向定位件前移将工件推弹入下料道。

图 3

图 4
数控控制程序:
O0001
M11;(拉杆带动顶针后移,工件径向定位内六角撑件放松)
M03 S500;
M86;(自动上料)
M100;(检测主轴上是否上料,如果主轴上没有上料,程序跳转到程序头再执行)
M10;(拉杆带动顶针前推,工件径向定位内六角撑件撑开胀工件)
M87; (上料机构复位)
M100;(检测料是否被夹住,如果没有夹住料,程序复位,跳转到程序头再执行)
…… ; (加工程序)
M99;
式中,Cn为第n种颜料的混合比例,且满足C1+C2+…+Cn=1;进行迭代计算,求解方程,使ΔR最小,即可得配样的配方。
采用内径内撑方式1, 工件径向定位内六角撑件的使用寿命较短。若加工9 000件左右,由于长时间的摩擦碰撞导致工件径向定位内六角撑件与顶针的接触部位断裂。所以提高工件径向定位内六角撑件的使用寿命成为当务之急。
改进后内径内撑方式2及该套夹具的组成如图5所示。
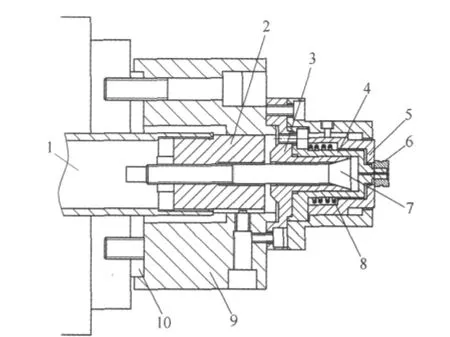
图 5
工作原理为:利用联接液压卡盘的拉杆的前后移动转换为工件夹具夹紧放松的运动。(该拉杆的功能是依靠装在主轴尾部的回转液压缸内活塞的往复运动带动主轴孔内的拉杆将力传递给过渡拉杆(拉杆和过渡拉杆通过主轴拉杆与过渡拉杆的联接块用螺纹联接)。过渡拉杆后推依次胀开过渡胀套和工件径向定位内六角撑件,将工件胀紧。工件放松时,也就是回转液压缸内的活塞反向运动。
机器运转方式:工件的装夹采用全自动方式。工件放入振动料盘,通过料盘的振动,工件依次排列进入料轨滑落到装夹的起始位置。数控控制指令M86(自动上料),执行后X轴推料气缸先动作,X轴推料气缸将工件推到工件径向定位内六角撑件的前端位置后,Z轴推料气缸工作,将工件推装到工件径向定位内六角撑件上,推料弹簧压缩同时工件轴向定位件后退到位。数控控制指令M11(拉杆后移),工件径向定位内六角撑件在过渡拉杆后推,胀开过渡胀套的作用下外撑胀紧工件内径。数控控制指令M87(上料机构复位)。加工沟槽,加工结束后数控控制指令M10(拉杆前推)夹具放松,夹具中的推料弹簧恢复带动工件轴向定位件前移将工件推弹入下料道。
数控控制程序:
O0001
M10;(拉杆带动过渡拉杆前推,工件径向定位内六角撑件放松)
M03 S500;
M86;(自动上料)
M100;(检测主轴上是否上料,如果主轴上没有上料,程序跳转到程序头再执行)
M11;(拉杆带动过渡拉杆后移,工件径向定位内六角撑件撑开胀紧工件)
M87;(上料机构复位)
M100;(检测料是否被夹住,如果没有夹住料,程序复位,跳转到程序头再执行)
…… ; (加工程序)
M99;
采用改进后的内径内撑方式2,使该套夹具的工件径向定位内六角撑件使用寿命达到360 000件左右,取得很好的效果。
