GKT2-20型辊底式保护气氛真空锁气式双层球化退火炉
2013-06-28杭州骏马轴承有限公司技术质保部浙江311113孙钦贺
杭州骏马轴承有限公司技术质保部 (浙江 311113) 孙钦贺
为了进一步提高轴承锻件球化退火质量,降低生产成本。我公司购进杭州金舟电炉有限公司生产的GKT2—20型辊底式保护气氛真空锁气式双层球化退火炉作为新的轴承锻件球化退火设备。投入使用至今,经过三年多生产实践表明,该设备性能稳定,退火质量可靠,耗电在150~170kW·h/t。由于采用了保护气氛,没有氧化皮,改善了车加工环境,节省了原材料,降低了生产成本。
1. 设备组成及工艺介绍
(1)设备组成 双层(上进下出或下进上出) 料台,双层(上进下出或下进上出)真空室,退火炉炉体,预抽真空系统,电控,温控及自动控制系统,氮气控制系统,丙烷气体控制系统,碳势控制系统等组成。
(2)工艺流程(下层与上层相同) 进料→前真空换气室→冷热交换室(余热利用)→升温→保温→快冷→等温→缓冷→冷热交换室(余热利用)→后真空换气室→出料。
2. 生产线的主要特点
(1)传动方式 双层辊底式保护气氛全电加热等温球化退火炉由许多等中心距传动辊棒提供传输力,传动辊等速转动。料筐以正常的速度走完冷热交换区、升温区、保温区、快冷区(设有风机搅拌)、等温区、缓冷区、后冷热交换区(设有风机搅拌)、上下层共14个区。除了料筐的排料、卸料、吊装由人工完成外,料筐进入真空室抽气和充入氮气、退火预热、升温加热、保温、快冷、等温、缓冷和快速冷却等过程全部按工艺程序自动完成。工件传送采用变频器调速,速度无级可调,直接显示工艺时间,方便直观。
(2)加热方式 退火炉采用电辐射管加热,辐射管水平均布于传动辊的上下层面上。辐射管结构先进合理,电控、温控采用移相触发技术,能有效地保护功率调功器的使用寿命,完全满足球化退火工艺要求。加热采用上下辐射管,有利于炉温均匀,辐射管从侧面插入,维修方便,在不停炉时就可实现维修。加热区根据生产和工艺要求,设计合理的长度。由于采用双层加热的方式上层进料,下层出料,上层的冷料和下层的热料通过离心风机冷热交换,达到节能的效果。另一边上层出料,下层进料,同样通过风机搅拌,实现冷热交换。由于整条生产线控温系统采用模块化,无触点浪涌控制技术,实现了平稳加热。
(3)控制系统 包括电控、温控、气氛控制、过程控制系统,集中安装在控制柜中,并采用计算机控制,具备工艺设定、存储、数据显示和记录、历史数据查询、生产管理等功能。电控、温控系统采用具备人工智能PID自整定调节功能的仪表,单偶双芯双表,一点控温,一点检测,保证炉温准确、可靠。控制系统较多采用了先进、可靠的传感技术。炉门的升降、料筐的进出,过程均按设定程序自动完成。加热炉内设有氧探头,提供氧势信号给碳势仪表,并对炉内氧势(碳势)控制。
3. 生产应用
(1)球化退火工艺 工艺曲线见图1。
(2)球化退火质量 锻件退火后的硬度88~92HRB,同一批退火后硬度差不大于2HRB。金相显微组织:碳化物颗粒圆整度好,颗粒大小分布均匀。退火后金相显微组织按JB/T1255—2001标准评定为2~3级。图2为使用该炉进行球化退火后的32011内圈金相显微组织图片,按JB/T1255—2001标准第一级别图评定为2级。脱碳层:在通入氮气和丙烷气,保证炉内碳势在0.8%以上时,脱碳层深度为0.10mm左右。

图1 球化退火工艺曲线
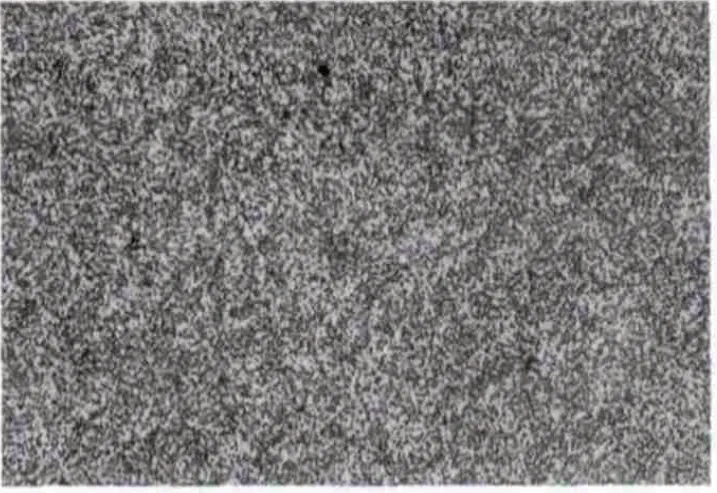
图2
(3)能耗 退火后的每吨锻件耗电在150~170kW·h,与目前国内轴承行业退火炉每吨耗电250kW·h左右相比,耗电减少30%左右。
4. 结语
由于对退火过程中的余热进行了有效利用,热效率明显提高,能耗明显降低,经济效益显著。在加热过程中,炉内在抽真空的基础上再通入氮气及丙烷气体,并通过气氛控制系统对炉内碳势进行有效控制,实现保护气氛加热。球化退火后的工件表面光洁整洁,没有氧化皮产生,脱碳层也大大减少,给车加工带来较大方便,改善了车加工环境。同时,由于没有氧化皮和较少的脱碳层,锻件留量可以适当减少,在一定程度上减少了材料消耗。球化退火实现了优质、高效、低耗及连续生产目标,符合目前国家倡导的务实高效、节能减排、持续改进的产业政策。