大型围网起网机42CrMo齿轮点蚀失效分析
2013-06-28宁波捷胜海洋开发有限公司浙江315806赵小鹏
宁波捷胜海洋开发有限公司 (浙江 315806) 赵小鹏 陈 勇
宁波捷胜海洋开发有限公司是专业从事研发、生产、销售海洋装备的高新技术企业,公司的某型600kN大型围网起网机在交付用户使用一年后,经售后服务检查发现主动轮小齿轮的齿面出现了明显的凹坑,位置出现在齿面节线位置。
1. 设备结构形式
采用两侧闭式一级齿轮传动、4台液压马达、两个主卷筒、制动装置、离合器装置等组成;闭式齿轮将液压马达的转矩传递到轴套上,轴套与卷筒均套设在固定主轴上,当需要转动卷筒时,轴套离合器与卷筒虎牙啮合,则两个卷筒可实现同时工作或分别正反转工作,将渔网卷起或放下。
2. 现象分析
如图1所示,出现问题的小齿轮(mn=12,z=19);靠节线位置,在齿轮收网受力面上出现较多凹坑,φ2mm×2mm深,数量有20~30个/齿;个别齿面的凹坑达到了约φ5mm×2mm深。经分析确认凹坑为点蚀坑,已到扩展性点蚀阶段;个别齿的齿面甚至出现了片蚀现象。
如图2所示,在齿轮受力面长度方向,在接触区域同时出现了点蚀的3个阶段现象,即左端齿面1/3面积处于初期点蚀阶段呈麻点状;中部区域1/2处于扩展性点蚀阶段呈内贝壳状;右端1/6区域处于片蚀阶段呈片状脱落。

图1 主动轮外观

图2 齿面特征
如图3所示,工作面的压痕从右到左颜色逐步加深,区域由小到大呈倾斜状。这种现象说明大小齿轮轴心线不平行,存在偏载情况,造成局部过载,使齿面局部接触应力过高,是产生这种点蚀现象的原因之一。起网机为中部主轴、两侧箱体结构;主轴与箱体外端轴承盖压紧,内侧为轴套、轴承座、滑动轴承间隙配合;如果设备在船甲板上安装精度不高或船甲板变形等原因,很容易出现大齿轮轴线不平行现象。

图3 齿面啮合特征
如图4所示,小齿轮为主动轮,点蚀坑有从节线向上齿面方向扩展的趋势。逐步发展的结果将是齿面严重损伤,噪声与磨损明显加大,最终可能会出现断齿。另外,发现齿面的表面粗糙度值较高,这也是产生点蚀的原因之一。
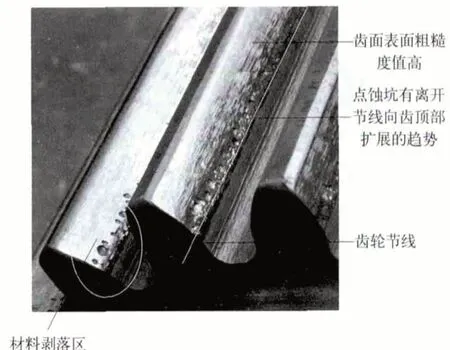
图4 点蚀坑扩展趋势
3. 调研分析
经过上船调研、分析,认为围网起网机工况恶劣,工作时间长,海况复杂,存在渔货时有超载现象;齿轮的齿面接触疲劳强度需相应提高。另外,两个主卷筒法兰直径4.5m,自重加上1200m湿网重达20t,再叠加负载60t,运转时转动惯量很大,渔民操作手动比例阀时存在不当现象,反向时往往不待零位停顿,直接拉反向,造成齿轮突然反转,冲击很大,存在严重的动载现象,这也是产生点蚀的主要原因之一。
4. 齿面点蚀失效判断
针对该齿轮现状,对其进行了点蚀计算失效判断,经计算(计算过程略)判定该设备小齿轮失效,作报废处理。故对齿轮的热处理提出了增加齿面高频感应淬火要求,并对该道工序进行了试验。
制作42CrMo齿形样板(3齿),此材料经(860±10)℃×(1~1.5)h正火,850℃×1.5h油冷淬火,580℃×3h油冷回火处理后的金相组织为回火索氏体。表面淬火工艺参数为:20kHz,100kW,移动速度为7.5mm/s,采用单齿延齿沟淬火。将齿形样板用线切割切开,用磨床将观察面磨光,再用4%的硝酸酒精浸蚀,采用VHX-600数码金相显微镜对样板材料进行金相分析。经高频感应淬火的组织分为淬硬层、过渡区和基体组织三层。淬硬层为马氏体组织,过渡区为马氏体与回火索氏体的混合组织,基体为回火索氏体。经硬度测试,淬硬层厚度为1.8mm,平均硬度为48HRC,基体组织平均硬度为27HRC,过渡层厚度约为0.15mm。
调质处理增强了齿轮的综合力学性能。齿面高频感应延齿沟淬火,增强了齿面硬度,提高了耐磨性,齿面接触应力达到了1050MPa以上,比单独调质齿轮的接触应力提高1.6倍,实现了表硬、心韧作用。
5. 解决方案
根据上述调研、分析及试验结果,提出了对应的解决方案:
(1)降低齿面的表面粗糙度值,最后一刀精滚采用新磨滚刀加工;滚齿后增加钳工磨石修磨齿面工序;齿顶根据模数大小分别倒R圆角。
(2)提高齿面的接触疲劳强度和弯曲疲劳强度,调质硬度提高到了260~280HBW;增加了齿面高频感应淬火工序,并且要求沿齿廓淬火硬化,齿面硬度提高到45~55HRC;使齿面接触应力提高到1050MPa,有效避免了齿面点蚀现象的发生。
(3)设备在船上安装提出安装精度要求,要求船上焊接底座严格按照对称焊接,减少变形,平面度误差控制<0.5mm;设备安装后再用箱体底脚调节螺栓予以调平校正,误差控制<0.2mm。
(4)渔民操作前要做到岗前培训,做到规范操作。
6. 结语
经过以上方案处理,后续设备齿轮经过多年的实船使用,没有再出现类似的点蚀现象。