超级压光机不停机飞接技术的实现
2013-06-26刘栋
刘栋
(西门子工业业务领域驱动技术集团,广东 广州 510620)
1 引言
超级压光机是利用软辊把经过高温压区受热变软的纸页压帖在光滑的金属热辊面上,使纸的紧度趋于一致,并使其有非常均匀、精致的平滑表面。作为纸页后续加工的超级压光机,可以改变纸的表面物性,使其达到印刷要求。如今超级压光机的设计理念已有了较大突破,朝着高速法,全自动化方向快速发展,纸卷飞接技术得到应用并日益成熟,可实现全日不停机运转,从而大大提高生产效率。本文以VOITH Janus MK 2TM型超级压光机为例就压光机不停机飞接技术的实现展开论述。
2 系统介绍
如图1 所示,VOITH Janus MK 2TM型超级压光机由放卷区,压区,冷缸区与卷纸区等四部分组成。原纸从放卷装置处经引纸辊进入压区,依次通过2 堆5 辊4 压区后进入冷缸区冷却后最后入卷纸区中心辊收卷。

图1 超级压光机概图[2]Fig.1 The sketch map of super calender[2]
2.1 机械结构
放卷区域主要由纸卷存储轨道、放卷机架、放卷主传动、空辊提升臂、飞接压纸辊、导纸辊和安全光栅等组成,该区域主要是用来对大纸卷进行解卷。纸卷存储轨道上可以暂存多个大纸卷,在此处可以准备飞接用的大纸卷,或回抄打底损纸。放卷机架可以进行左右移动,对纸幅居中以提高放卷质量。安全光栅用来保护设备安全及人身安全,一旦人进入相关区域将报警提醒。
压区上共有10 根辊,顶底辊为可控中高辊,中间几个辊分别为钢辊与胶辊。胶辊内部通有温水,用于控制胶辊的温度,范围为45°~60°。钢辊内部通有热水,用于控制钢辊的温度,其范围为50°~160°。
冷缸区域由两根辊组成,内部通有冷水,起到冷却纸幅的作用。
卷取区域主要由修边切刀、QCS 扫描架、Sensomat 机架、卷取机架、空辊架、空辊置入臂、纸卷输送轨道、二次传动退卷臂及安全光栅等组成。卷取区域主要是对大纸卷进行修边,QCS 扫描架对纸幅上下光泽度,厚度,水分进行检测,卷取传动对压后的纸幅进行卷取,也可以对大纸卷进行飞接或换卷。
2.2 传动系统
VOITH Janus MK 2TM型超级压光机传动系统采用SIEMENS SINAMICS S120 高性能变频器和SIEMENS COMPACT_P 系列高性能变频电机。传动系统采用公共直流母线交流方案,整流装置使用SINAMICS S120 大功率整流回馈装置 SLM,逆变器使用 SINAMICS S120 Motor Module。
超级压光机在快速启动、停止以及中间连续调速过程中必须保证纸幅张力的稳定,否则收卷的纸幅就会卷曲、折叠甚至断裂,严重影响生产质量和产量。为了调整纸幅的张力,保持纸幅恒定的松紧度,在放卷辊后,卷取辊前,冷缸前及压区中间分别安装了一台ABB 枕式张力传感器参与纸幅的张力控制。超级压光机传动集合了速度控制、张力控制、速度软化控制等传动控制模式。放卷主传动在引纸时为速度控制,当纸引入中心辊后纸幅张力上升到一定值后切换成张力控制。压区上半部分(1 压区)钢辊传动为速度控制,压区下半部分(2 压区)钢辊在引纸时为速度控制,当压区闭合后为张力控制。压区其余的胶辊传动为速度控制。冷缸传动在引纸时为速度控制,当压纸辊闭合后为张力控制。卷纸中心辊传动在引纸时为速度控制,当纸引入中心辊后纸幅张力上升到一定值后切换成张力控制。
3 飞接功能的实现
超级压光机的飞接功能就是要求在不停机的工况下,上一个原纸卷放完卷之际,压光机 DCS 控制系统与传动系统接合机械系统能自动完成下一个新纸卷的接入。控制系统与传动系统为了实现这个飞接功能,相互之间的通信信号如1 表所示。
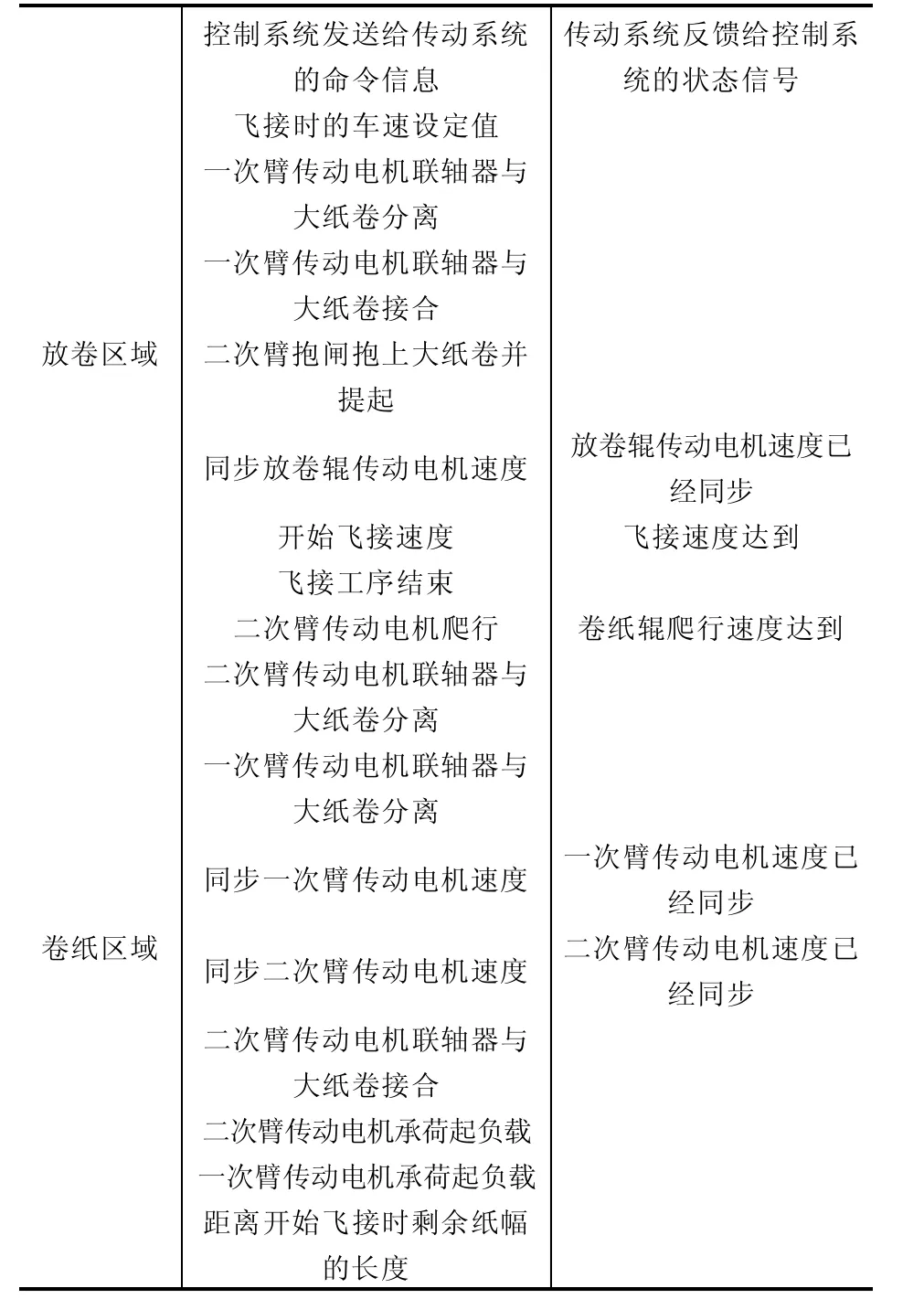
表1 压光机DCS 控制系统与传动系统之间的通信信号Tab.1 The communication signals between DCS and driver system
关键几个控制信号时序图如图2 所示。

图2 关键控制信号时序图Fig.2 The sequence diagram of key control signals
3.1 放卷区域的飞接
大纸卷在放卷站上放卷,当其纸幅被放出预先规定的长度后,开始进入飞接流程,超级压光机的整个车速开始降速,直至飞接车速(一般设置为40 m/min),放卷机架的摆动开关关闭,并使放卷机架居中,放卷提升臂在液压装置的作用下开始下降,到达一定位置后逐步夹紧大纸卷连轴器,然后放卷辊传动电机联轴器打开,与大纸卷分离。接着放卷站夹臂打开,提升臂将大纸卷提起。从纸卷存储轨道上过来一个新的母纸卷,放卷辊传动电机的联轴器插入该纸卷后并将大纸卷从静止加速至飞接车速。大纸卷加速到飞接速度后,飞接辊将放完卷后的大纸卷上的尾纸压向新的大纸卷上,然后将放卷后纸卷上的纸切断,同时压区打开以便新的大纸卷上的纸幅通过压区。被抬升起的空的卷纸辊用行车吊走。
3.2 放卷辊传动的控制
对于放卷辊传动来说,在飞接过程中的控制是一项比较复杂的工作。放卷辊传动电机只有在引纸时或者飞接与纸卷分离时才是电动力矩状态,在正常工作时,为了保持纸幅的张力在一定的数值,它长期处于制动力矩状态,所以在引纸时,放卷辊传动的速度为爬行速度,当控制系统给传动系统发出“开始飞接速度”命令后,放卷辊传动电机开始降速,在整个降速这个时间段内,放卷辊传动是属于张力控制模式,当其速度到达飞接速度后,进入飞接工序,放卷辊传动的张力调节器关闭,进入到速度控制模式,此时压区打开,放卷站夹臂打开,提升臂开始夹住纸辊,放卷辊传动电机联轴器与纸辊分离,随后减速至停止。随后新的大纸卷进入到放卷辊传动电机联轴器位置,在飞接时,当放卷辊传动电机联轴器要接入大纸卷时,要用点动速度,如下图3 所示。当一次臂传动(放卷辊)电机联轴器还未接入大纸卷时,该传动电机以很低的速度正向,反向来回转动。当电机联轴器接合大纸卷后,传动电机速度给定值为零,停止正向,反向来回转动转为正向转动。控制系统给传动系统发出“飞接结束”命令后延时1 s,放卷辊传动张力调节器激活,由速度控制切换为张力控制。

图3 放卷辊传动电机点动速度原理逻辑图Fig.3 The jog speed logic diagram of unwinder driver
为了防止传动电机输出力矩过大在接合大纸卷过程中损坏联轴器,此时需要对其进行限幅,输出转矩的上、下限幅为额定转矩的15%或者更低。
当进入到压光工序时,放卷辊传动速度给定值要为零,而通过张力调节器的输出与张力给定值限制放卷辊传动力矩输出的下限幅来实现制动力矩,给予纸幅的适度的反向拉力。
3.3 卷取区域的飞接
飞接开始后,放卷机架摆动开关关闭,接着放卷机架开始居中,二次臂中心辊传动马达移到初始位置,加载臂移动到水平位置,整个压光机开始降速到飞接车速,二次臂中心辊传动代替一次臂中心辊传动驱动大纸卷,加载臂在卷纸辊存储架上取得一空卷纸辊,sensomat 机架向后移动,二次臂中心辊传动将卷好后的大纸卷拖到第二位置,加载臂将空辊放入卷取站,锁紧臂将其锁紧,加载臂移回原始位置。Sensomet 压纸辊压向空卷纸辊,放卷部开始飞接,飞接辊移到等待位置。预先设定好的时间到后,纸幅被飞接辊上的锯齿刀切断并在吹气管的作用下卷取到空辊上,卷取部换卷过程结束。大纸卷在移出臂的作用下,从第二位置移向纸卷输送轨道的中间存储站。
3.4 卷纸区域传动的控制
卷纸区域共有3 个主传动,如图4 所示。分别为sensomet(压纸辊)传动,一次臂中心辊传动和二次臂中心辊传动。

图4 卷纸区域前视图[1]Fig.4 The front view of rewinder[1]
当传动系统接收到来自控制系统的命令“开始飞接速度”后,卷纸区中心辊主传动电机开始减速,当速度降到飞接速度(40 m/min),将反馈信号“飞接速度达到”给控制系统。控制系统命令二次臂中心辊传动速度与一次臂传动同步,一旦二次臂传动与一次臂传动的速度同步后,二次臂联轴器开始去连接此时正在由一次臂传动驱动的大纸辊,如果二次臂传动电机联轴器与大纸卷接合成功,承荷大纸卷转动的转矩将在规定的时间内逐步从一次臂传动转到二次臂传动上来,也就是说,一次臂传动电机输出的转矩逐步减少,二次臂传动电机输出的转矩逐步增加,但两者输出的总的转矩要保持稳定不变。这样对纸的张力就会保持不变。当一次臂传动的输出力矩下降到零后,它的联轴器将与大纸卷分离,然后降速停车。二次臂传动电机带着大纸辊以飞接的速度继续转动同时在移动小车的带动下移出到行车可吊装位置。空辊通过加载臂下降到一次臂传动电机所在的水平位置后,一次臂传动电机的联轴器在点动速度控制下接入空辊,控制系统发送命令“同步一次臂传动电机速度”,一次臂传动电机再次启动并上升到飞接速度,当纸幅在风管强风吹扫下卷取到空辊上后,控制系统发出命令“一次传动电机承荷起负载”,此次一次臂传动将由先前的速度控制切换为张力控制,承载的转矩从二次臂传动转移到一次臂传动上来。飞接结束后,二次臂传动带着大纸卷降速至停车,一次臂传动将升速到工作车速。
4 飞接过程中关键难点的解决途径
4.1 飞接过程中纸幅张力的控制
放卷区域在飞接过程中,有两个时间节点会对纸幅张力产生很大的影响,一个是当放卷提升臂夹住大纸辊,同时放卷辊传动电机联轴器与大纸辊分离时,另外一个是在放卷提升臂夹住的大纸辊与放卷辊传动驱动的大纸辊纸幅粘合的过程中。同样在卷纸区域,一次臂传动与二次臂传动在换卷时也会对纸幅张力产生影响。为了尽可能的降低对纸幅张力的影响,图5 所示需要对压光机4 个区域段内(放卷,压区,冷缸,卷纸)的张力控制在不同工序阶段作出调整。

图5 超级压光机张力控制分布图Fig.5 The tension control sketch map of super calender
在正常工作(压光)阶段,四个区域的传动系统张力调节器的张力设定值要根据纸幅绷紧的程度作出相应的设置,但是进入到飞接工序时,由于压区打开,纸幅通过放卷传动马达把纸幅放出,中间经过压区,冷缸区及至抵达卷纸辊被收卷,中间没有被任何外界设备压贴。所以前三个张力调节器要关闭,而且关闭的顺序必须依次为:压区,然后冷缸区,最后放卷区,但是卷纸区张力调节器不能关闭,这样在飞接开始前,能保证在压区打开之际,纸幅依然保持适度绷紧状态。同时在飞接过程中,张力设定值要降到原来值的0.75 倍,因为飞接时,在所有压区打开的情况下纸幅不能绷得太紧,否则放卷区域的纸幅很难衔接。当飞接过程结束后,四个区域的张力设定值要回归到原值,张力调节器激活的顺序必须依次为:放卷区,然后压区,最后是冷缸区。
4.2 飞接过程中换卷时卷纸区域一次臂传动与二次臂传动输出转矩的控制
飞接过程中,一次臂传动与二次臂传动经历从单一驱动纸辊到同时驱动纸辊再到单一驱动纸辊过程,这个对传动控制带来了难度,如果任何一个驱动的输出力矩控制不好都会造成联轴器无法接入纸卷,或者拉断纸幅等故障。所以对这一次臂,二次臂传动的输出转矩的控制成为关键。
飞接工序开始后,当从放卷区域过来的纸幅接头抵达中心辊后,二次臂传动的输出转矩被限制在15%以内,这样为了防止传动电机输出力矩过大在接入大纸辊的过程中损坏联轴器,一旦二次臂传动联轴器成功接入到大纸辊后,将反馈状态信号“二次臂传动电机联轴器与大纸卷接合”给控制系统,控制系统立即给出命令“二次臂传动电机承荷起负载”给传动系统,由纸幅张力产生的负载将转移到二次臂传动电机上,由于二次臂传动此时已经由速度控制切换为张力控制,速度处于超调状态,所以我们通过纸幅张力设定值可以计算出转矩值,纸幅张力体现在传动上的力矩关系为:

式中:Tq为 转矩,N•m ;Tn为 张力,N•m ;W为纸幅宽度,m;D为辊直径,m。
根据这个公式将纸幅张力换算成力矩值,再把这个力矩值作为二次臂传动输出力矩的上限幅,这样就可以二次臂传动输出适度的力矩拉紧纸幅。
当负载全部转移到二次臂传动电机上后,一次臂传动输出的力矩要限制为0,并通过液压装置将联轴器与大纸卷分离。随后当一次臂传动电机联轴器要接入空辊芯时,输出转矩也要被限制在15%以内。当控制系统给出命令“一次传动电机承荷起负载”,此时的一次臂传动电机由速度控制切换为张力控制,输出转矩的上限幅的计算同样根据前面的公式所述。
5 结论
超级压光机不停机飞接技术是一项复杂的技术,控制的对象多而且精度要高,涉及到PLC 控制系统,变频传动系统以及液压等机械系统。通过我们在现场多次试验,不断修正参数,终于实现了能够无需人干预,能自动正确完成更换纸卷,运行状态良好,大大节约了时间,提高了工作效率。目前这套方案在国内多个超级压光机项目上得到了成功的应用。
[1]Operation Manual Janust MK 2TMVoith 02/2010.
[2]SINAMICS S120 Commissioning Manual10/2011.
[3]SINAMICS S120 Function Manual 10/2011.
