S7-300PLC在石油钻杆调质线中的应用
2013-06-26唐继英蒋静敏陈宝玲
唐继英,蒋静敏,陈宝玲
(1.天津冶金职业技术学院 电气工程系,天津300400; 2.天津冶金职业技术学院 电子信息工程系,天津300400)
1 引言
石油与天然气开采来自于钻井平台。石油钻杆是石油及天然气钻采主要设备的重要部件,它是钻柱的基本组成部分,其特点是壁薄,单位长度重量轻。它的作用主要有:提供泥浆通道;传递拉力和扭矩;在钻井过程中不断连接钻杆来不断加深井眼。石油钻杆由管体,接头组成,企业加工生产钻杆使用的管体与接头,是根据用户需求的API(american petroleum institute 美国石油学会)性能参数如:钢级、屈服强度、抗拉强度采购进货后,再经过调质加工生产出产品。
2 石油钻杆调质线介绍
本调质线由淬火加热炉、淬火机架和回火加 热炉及辅助运输线组成。处理品种为碳素结构钢管、合金结构管和API 各钢级油管、套管、钻杆管体等。规格为Φ60.3~139.7×各壁厚,长度小于11 500 mm 钢管。
淬火炉和回火炉行进方式为步进式,装料方式为侧进侧出,布料为单排布料。炉子活动梁和固定梁均为耐热铸钢,顶面带齿形面,每个齿槽内放一根钢管。步进机构采用斜块式步进梁机构。步进梁能完成正循环、逆循环、单动、点动等动作,对钢管轻托轻放、缓起缓行。无振动、冲击和失控现象。具有踏步功能,使钢管在齿形槽内不断转动。
淬火机架由接料辊道、挡水移动门、斯维顿上料装置、旋转淬火装置、钢管压紧装置、拨料机构、内外喷淋和控水装置组成。
电气控制方面采用上下位集散式控制系统,上位机采用台湾研华工控机,监控组态软件为WinCC;下位机采用德国西门子S7-300 PLC 和日本岛电SR-93A 带通讯接口的温控表与上机位通讯,PLC 控制全线逻辑动作。包括,辊道顺控、钢管定位、步进梁控制、炉温控制、炉压控制、热风总管压力控制、热风温度控制、紧急停炉保护盒连锁、燃烧安全系统、淬火控制、电气设备控制和数据通信。控制方式有两种,手动方式和自动方式。
3 基本概念
为了获得一定的强度和韧性,把淬火和高温回火结合起来的工艺,称为调质。
淬火是将工件加热保温后,在水、油或其它无机盐、有机水溶液等淬冷介质中快速冷却。淬火后钢件变硬,但同时变脆。
为了降低钢件的脆性,将淬火后的钢件在高于室温而低于710℃的某一适当温度进行长时间的保温,再进行冷却,这种工艺称为回火。它能调整工件的硬度、强度、塑性、韧性等力学性能,降低或消除应力,避免变形开裂,保持使用过程的尺寸稳定。
采用淬火+回火方式处理的钢管(多为薄壁管),一般具有良好的淬透性。其含碳量在0.25%~0.40%之间,合金含量低于4%,水中冷却的临界直径不小于40 mm。
4 PLC 控制系统
石油钻杆步进式调质线采用S7-300PLC为主控制器,S7-300PLC 系统组态和编程软件是STEP7 软件,用来实现对系统的淬火炉、淬火机床、回火炉等热处理设备的自动控制。
调质线主控制器CPU 型号为313-2DP,包含数字输入/输出模块DI16/DO16 和计数模块;电源模块为 PS307(5A);信号处理模块包括 4 块DI32×DC24 V 和4 块DO16×继电器输出AC120 V。
4.1 硬件组态
硬件组态是指,将所连接的硬件的信息集成到软件当中,在软件中编辑所连接的硬件的参数,编辑好后,下载到PLC 中。
硬件组态过程简述如下。
1)新建项目:打开SIMATIC MANAGER(管理器),新建一个项目,自取一个项目名,并保存,然后点击OK。
2)生成新站:选中该项目单击右键,选中Insert new object,点击SIMATIC 300 STATION。
3)硬件组态:将项目左面的“+”点开,选中SIMATIC 300(1)站,然后选中Hardware 并双击/或右键点OPEN OBJECT,硬件组态画面即可打开。在硬件组态画面右边是硬件目录窗口,可用菜单命令“View”中“Catalog”打开或关闭它。将硬件目录窗口中SIMATIC 300 左面的+点开,点击SIMATIC 300,选中RACK-300,然后将Rail 拖入到左边空白处/或双击Rail,生成空机架(为中央机架)。依次按照实际配置的硬件将电源模块、CPU 模块、信号模块放置在相应槽的位置,注意配置时要清楚各种模块的型号和订货号,在硬件组态过程中注意每个模块地址分配的情况,将配置好的硬件组态保存编译并退出硬件组态画面。
放CPU 模块时出现profibus 网络属性对话框。选择New 可新建网络。本调质线不选New。
本调质线PLC 硬件组态如图1 所示。

图1 调质线PLC 硬件组态Fig.1 PLC hardware configuration of the Tempering line
4)建立PC 与PLC 的连接:点击SIMATIC MANAGER(管理器)菜单“Options”中的“Set PC/PG Interface…”,进入“Set PC/PG Interface…”对话框,在Access Path 选项卡中,选择PC 与PLC 的连接方式,本调质线选则PC Adapter(MPI)选项。
5)下载组态的站:将PLC 的电源开关打开;在SIMATIC MANAGER(管理器)中,选中SIMATIC 300(1),点击菜单“PLC”中 的“Download”/或点击工具栏的“Download”快捷图标,将组态好的站下载。
4.2 程序块的建立
硬件组态完毕后保存,会出现CPU313-2DP,双击CPU313-2DP->双击S7 程序->双击Symbols,出现符号表界面,可对变量的含义进行编辑,这样,编程时可以用有意义的相对地址(用“”表示)代替无含义的绝对地址,增加程序的可读性。图2 列出了符号表的部分内容。

图2 调质线符号表Fig.2 Symbols of the tempering line
编辑好符号表,接下来可以写程序了。先建立组织块OB1。方法如下:
在Blocks界面,点击右键,点击插入新块“Insert New Object”->选择组织块“Organization Block”。选择OB1,编程语言选择梯形图语言(LAD)。
建立其他模块如FB,FC,DB,VAT_1 方法与建立组织块OB1的方法相同。
值得注意的是,建立DB时,需要选择背景数据块“Istance DB”并选择相应的功能块如FB1,而不是选择共享数据块“Shared DB”。
如果对某个变量或某几个变量感兴趣,可以建立变量监控表,即VAT,只要输入变量地址或符号即可对该变量进行监控。
5 软件编程
调质线PLC程序块结构如图3所示。

图3 调质线PLC程序块Fig.3 PLC blocks of the tempering line
下面介绍一下STEP 7 中的块。
1)组织块(oganization block,简称OB)。组织块是操作系统和用户程序间的接口,它被操作系统调用。组织块控制程序执行的循环和中断、PLC 的启动、发送错误报告等。你可以通过在组织块里编程来控制CPU 的动作。
程序从OB1 开始执行。本调质线OB1 部分程序如图4 所示。

图4 调质线OB1部分程序Fig.4 OB1 part program of the tempering line
网络1 内容为调用所有程序,即执行FC13块中程序。然后执行网络2 及其他网络。
FC13 块中包括“淬火炉手动”(FC1)、“机床手动”(FC3)、“回火炉手动”(FC2)、“淬火炉自动”(FC6)、“机床自动”(FC4)、“回火炉自动”(FC5)、“踏步模块”(FC12)、“计数器”(FC8)、“复位”(FC7)等程序块。
2)功能函数块(function block,简称FB)。功能函数块为STEP 7 系统函数,每一个功能函数块完成一种特定的功能,你可以根据实际需要调用不同的功能函数块。
功能块(FB)是用户编写的有自己的存储区(背景数据块)的块,每次调用功能块时需要提供各种类型的数据给功能块,功能块也要返回变量给调用它的块。
调用FB 时,必须指定DI(Instance DB)的编号。在编译FB 或SFB 时自动生成背景数据块中的数据。一个功能块可以有多个背景数据块,用于不同的被控对象。
数据块中没有STEP 7 的指令,STEP 7 按数据生成的顺序自动地为数据块中的变量分配地址。数据块分为共享数据块(Shared DB)和背景数据块(Instance DB)。应首先生成功能块,然后生成它的背景数据块。在生成背景数据块时指明它的类型为背景数据块(Instance)和它的功能块的编号。
如FB1程序功能为双向点动,上料气动拨料开、关数据存放在DB1和DB2中。
上料气动拨料开和关的程序一致,对应数据不同。FB1功能可分别通过调用DB1和DB2实现手动控制上料气动拨料开和关;
同理,调用FB2(启停反限自保)实现CS进料门开(DB3)、关(DB4),手动控制外进料辊正(DB7)、反转(DB8),手动控制内进料辊正(DB9)、反转(DB10),手动控制步进机构上升(DB13)、前进(DB14)、下降(DB15)、后退(DB16)。
3)函数(Function,简称 FC)。函数是为了满足用户一种特定的功能需求而由用户自己编写的子程序,函数编写好之后,用户可对它进行调用。
如FC1:淬火炉手动。
FC2:“回火炉手动”。
FC3:“淬火机床手动”。
FC4:“机床自动”。
FC7:复位。包括 淬火炉自动清零、淬火炉踏步清零、回火炉自动清零、回火炉踏步清零、淬火机床清零。
FC8:“计数器”。
如:淬火炉出料控制计数器,淬火炉计数器是否到数(20),结果存到DB51.DBX0.0。
FC12:淬火炉踏步和回火炉踏步。
步进梁的动作方式有周期方式和踏步方式,周期方式用于运送钢管向前移动,而踏步方式用于等待出钢。
当出现事故不能出料时,为防止钢管弯曲变形,采取踏步周期。
此时活动梁上升180 mm,后退50 mm,再下降180 mm,前进50 mm,使钢管在固定梁原齿槽踏步并自转。活动梁升起18s,前进5s,下降18s,后退5s,一个周期为46s。
4)数据块(Data Block,简称DB)。数据块是用户为了对系统数据进行存储而开辟的数据存储区域。
5)变量标签(Variable Table,简称VAT)。用户可以在变量标签中加入系统变量,并对这些变量加上用户易懂的注释,方便用户编写程序或进行变量监视。
6 监控画面
石油钻杆调质线上位机采用台湾研华工控机,监控软件为北京亚控组态软件;在监控界面上可按所处理管材的工艺要求,设定淬火区加热温度、保温温度,回火区加热温度、保温温度,步进节拍、外淋内喷时间、进料延时(现场确定)等工艺参数,实现了生产过程的可视化和控制。
充分考虑现场操作人员对系统的接受能力,设计友善的、汉化的人机界面,使操作人员简便、容易、明确地操作和监视。
调质线监控画面包括步进炉概总图、炉温监控、温度曲线、动作顺序等。
步进炉概总图如图5 所示。
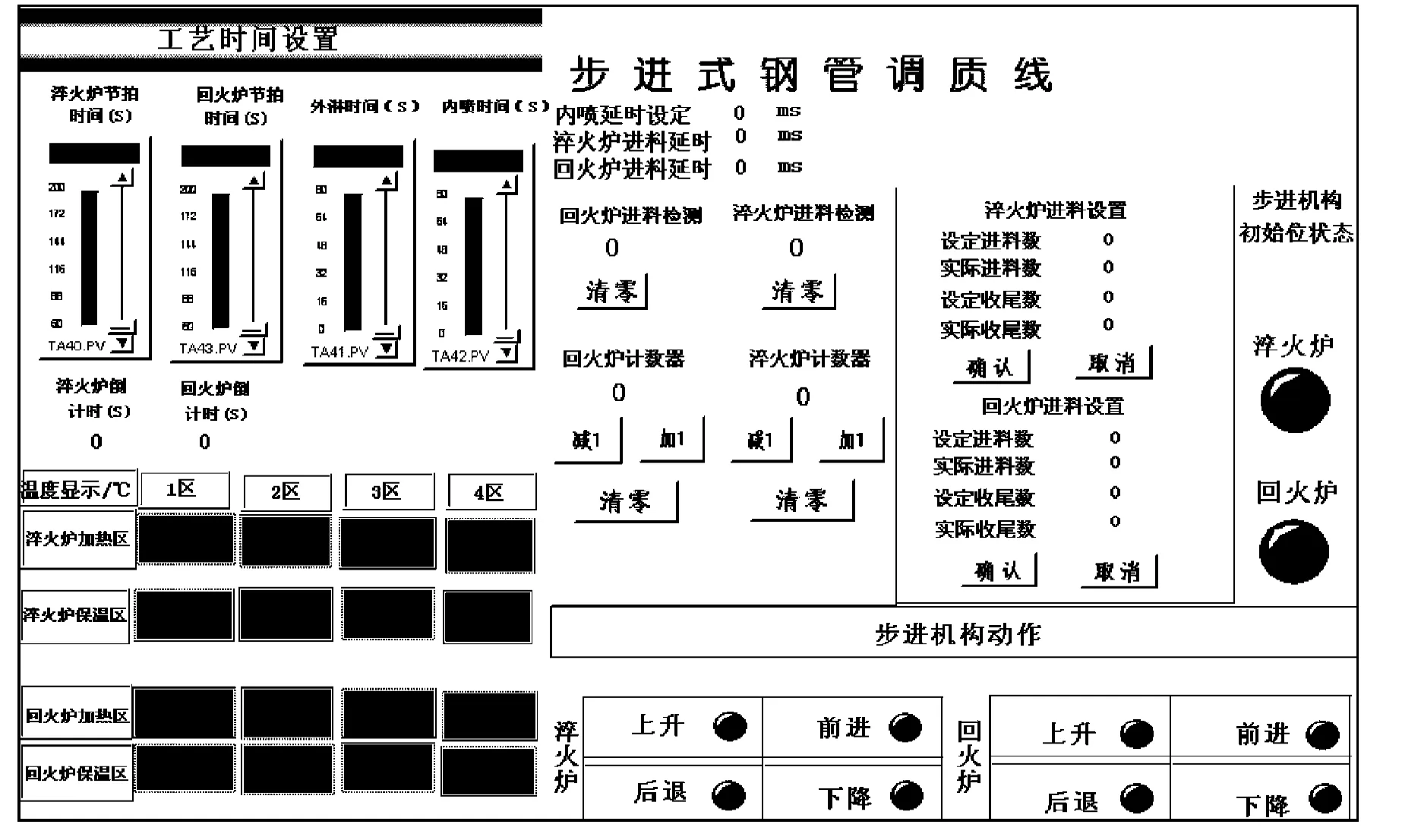
图5 步进炉概总图Fig.5 Walking beam furnace main screen
下面对图中部分部分功能加以说明。
6.1 步进机构初始状态
当淬火炉和回火炉步进机构不在原始位置(淬火炉和回火炉步进机构在下降位置和退到位位置称为原始位置)时成红色闪动。
当淬火炉和回火炉步进机构在原始位置时成绿色不闪动。
当手动转为自动之前成红色闪动,要用手动方式操作成原始位置才能转为自动操作。
6.2 步进机构动作
从图5 中步进机构动作下面的指示灯可以查看步进机构动作顺序。
灯成红色闪动说明步进机构在动作过程中,灯成绿色不闪动说明步进机构在静态不动状态中。
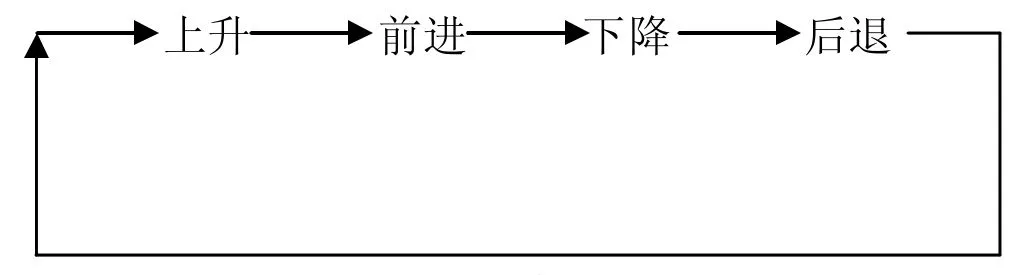
步进机构自动动作顺序是:
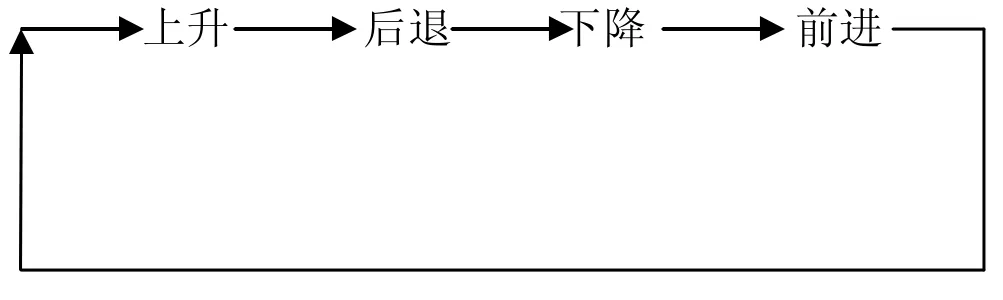
步进机构自动踏步顺序是:
6.3 进料数设置和检测数清零
进料数设置和检测数清零用于淬火炉和回火炉进料设置和进料计数。淬火炉和回火炉在自动运行之前,首先设置进料数,进料数任意设置,但进料数必须>1,<9 999,然后设置收尾数,收尾数任意设置,最后用鼠标点击“确认”即可。淬 火炉和回火炉自动运行旋钮放在自动运行位置即可运行。
设定进料数>实际进料数时进料,设定进料数=实际进料数时收尾
设定进料数=实际进料数,设定收尾数=实际收尾数时,清零实际进料数,实际收尾数并从头开始按照设定进料数进料。
7 结论
S7-300PLC 凭借强大控制功能控制全线逻辑动作,设计友善、汉化的人机界面使操作人员简便、容易、明确地操作和监视。石油钻杆调质线不仅提高了石油钻杆产品质量,提高了劳动生产率,还减少了由于操作人员的失误造成的产品质量的缺陷和故障,也极大地改善了现场工作人员的劳动条件。本系统适用于运动控制和过程控制需求并存的中小生产线和传统生产工艺技术装备的改造和提升,为提高生产线的产品档次、技术附加值和生产率提供可靠的技术手段。
[1]唐继英,刘畅,李娜.现场总线技术与实训[M].天津;天津冶金职业技术学院,2011.
[2]胡健.西门子S7-300 PLC 应用教程[M].北京;机械工业出版社,2007.
[3]西门子(中国)有限公司自动化与驱动集团.深入浅出西门子WINCC V6[M].第2 版.北京;北京航空航天大学出版社,2004.
[4]步进式热处理线通用工艺规程等 天津井通石油钻杆公司内部资料.
