NiC镍基药芯焊丝设计及在热连轧板带助卷辊堆焊修复中的应用
2013-06-19邹宏军
邹宏军
(攀枝花钢城集团有限公司协力分公司,四川攀枝花 617000)
1 引言
由于堆焊复合冶金轧辊的制造方法,是目前国内外复合轧辊生产中较为先进的方法之一,可替代传统的轧辊制造方法。堆焊复合轧辊在性能上较其它方法制造的轧辊有较大的优势,产品综合性能好,使用寿命高,而且可反复修复多次,制造成本低。另外,堆焊复合轧辊可解决轧钢行业生产中的断辊问题,可提高轧辊的作业率,降低辊耗,从而为轧钢企业创造巨大的经济效益。另一方面,由于轧辊辊心材料的多次反复使用,大大节约了金属合金材料,充分合理利用了资源,符合国家要求的再制造工程理念,具有较好的社会效益。同时,随着堆焊材料(堆焊金属)性能以及堆焊技术的不断改善及提高,轧辊的堆焊修复和制造已绝不仅仅限于普通钢质轧辊。国内外科技人员已在堆焊材料方面进行了大量的研究工作,焊材已从过去单一的实心焊丝扩展到焊带、预合金粉、药芯焊丝等多种形式。但要使得堆焊材料既要满足轧辊十分恶劣的工况条件,又要具备良好的焊接工艺性能,加之轧辊的种类繁多,性能要求差异很大,使得这项研究工作和实际应用过程进展比预期的要慢。特别是一些高硬度要求的硬面辊,如热轧地下卷取机的重要部件,助卷辊的堆焊制造,依然面临冶金行业亟待解决的重大攻关难题。
助卷辊的主要作用是牵引已轧制好的薄板入卷和收卷。根据其工况条件,要求辊面金属具有很高的耐高温性、热疲劳性和耐磨损性能,且要求在使用过程中辊身表面不粘钢。长期以来,国内外一些轧辊制造厂家在堆焊制造、修复助卷辊时,选用的焊丝一直采用马氏体型合金焊丝,堆焊金属具有空淬特性,堆焊工作层金属的金相组织为马氏体+碳化物,为达工作硬度要求,焊后还需进行焊后热处理,具体使碳化物能够在基体组织上弥散析出,形成二次硬化。由于这类合金成分的裂纹敏感性高,焊前需预热200~400℃,焊接过程要保温,且焊后要有缓冷措施;为改善熔合区性能,还需堆焊过渡层,之后才能堆焊工作层,工艺流程复杂。经此方法修复、制作的助卷辊,表面硬度可达HRC45及以上,有较好的耐高温性能和耐磨性能,使用寿命为3~4个月,但在使用中辊面存在“粘钢”现象,且一直未能解决。所谓粘钢[1],即在辊子表面存在大小不同、数量一定的凸出物,使接触的带钢表面产生压痕。这些凸出物是粘在辊子表面的带钢材料,俗称粘钢。粘钢对板材质量产生影响,严重时还导致其提前失效报废,缩短使用寿命。为此,作者经过多年的研究,设计并制作了一种NiC镍基药芯焊丝作为助卷辊的堆焊用焊丝,应用效果好。
2 NiC镍基药芯焊丝设计
针对前述现有助卷辊堆焊修复、制作存在的问题,本次在助卷辊堆焊焊丝设计时需要解决的主要问题是粘钢。根据卷取机的工作过程,作者分析了产生粘钢的原因为:在卷取带钢时,带钢对助卷辊产生冲击力,使带钢与助卷辊的接触点产生瞬时高温。在高温和高压的联合作用下,带钢和助卷辊表面局部发生严重塑性变形,并与助卷辊表面粘附或焊合。助卷辊旋转时,带钢与助卷辊的接触点在切应力作用下,强度较低的带钢被撕裂,并粘附在助卷辊表面,形成粘钢(积瘤)。
从粘附的角度上讲,降低带钢与助卷辊之间的亲和力,如助卷辊喷涂陶瓷涂层或采用颗粒增强的方式,则助卷辊的粘钢现象将会减轻。然而,助卷辊在工作过程中承受较大的冲击力,其堆焊层需要一定的韧性要求,以陶瓷涂层减轻粘钢现象是不可行的。作者经过分析,如果助卷辊的高温硬度越高,则助卷辊在高温和高压作用下发生塑性变形困难,助卷辊的辊面就越不容易粘钢。
另外,根据热轧地下卷取机的工况,助卷辊除了解决辊面粘钢问题,还必须具有以下性能要求:
(1)耐压力:在卷钢板时承受将钢板压弯的压力;
(2)耐冲击:钢板咬入助卷辊时的瞬间冲击力而不受损伤;
(3)耐磨损:辊子表面需要较高的硬度;
(4)耐腐蚀:辊面耐高碱度循环反复冲蚀冷却。
根据上述分析,作者将奥氏体不锈钢设计为助卷辊的堆焊基体组织,这是因为:奥氏体不锈钢具有显著的冷加工硬化性,可通过冷变形方法提高奥氏体不锈钢的硬度和强度,即充分利用该类奥氏体不锈钢具有显著的冷加工硬化性,可通过冷变形方法提高强度[2]。为了进一步提高奥氏体不锈钢基体组织的高温强度、耐磨性,添加Mo、W、V等合金元素形成碳化物弥散强化基体,添加Co提高高温热腐蚀性能,表1为设计的奥氏体不锈钢焊丝组分。

表1 NiC镍基药芯焊丝药芯组分(wt%)
焊丝为镍基药芯焊丝,外皮为镍带,药芯组分占焊丝比重的50% ~60%。该镍基药芯焊丝申请了发明专利并已授权[3]。
由于奥氏体不锈钢常温焊接时不会淬硬,因此采用本次设计的焊丝堆焊助卷辊不需要焊前预热和堆焊过程中保温,在没有应力腐蚀或结构尺寸稳定性等特别要求时,也不需要焊后热处理。在具体堆焊时,不需要堆焊过渡层,只堆焊工作层。
3 堆焊试验
3.1 焊接材料
堆焊焊丝采用NiC镍基药芯焊丝;焊剂选用HJ 107。
3.2 试验工件
以攀钢热轧助卷辊为例,辊面尺寸(辊面长度×辊面直径)为1450 mm×380 mm。基体材质为20CrNiMo。试验工件采用基体良好的报废热轧助卷辊,堆焊试验前,将辊面直径车削至φ374±0.10 mm。粗车后都必须进行探伤检验,以确保轧辊堆焊前基体表面和轧辊内部没有影响使用和辊子表面堆焊的缺陷,否则不允许再进行堆焊修复工作。
3.3 堆焊方法及工艺参数
采用埋弧自动焊(直流反接),埋弧焊机的型号为MZ-1250,工艺参数见表2,在具体堆焊时堆焊厚度要保证轧辊成品加工后的单边有效使用厚度不少于3.0 mm。

表2 堆焊工艺参数
3.4 试验内容
由于助卷辊的堆焊用焊丝设计为镍基药芯焊丝,其堆焊金属的金相组织主要为奥氏体,在堆焊过程中不发生相变,因此其试验内容主要包括:
(1)堆焊金属的化学成分分析。
(2)堆焊金属的金相组织分析。
(3)进行旋压加工试验。采用作者的授权专利《焊缝硬化刀具》(专利号:ZL2009 2 0316287.3)对堆焊金属进行旋压加工,具体是将堆焊部位按图纸要求加工,表面粗糙度达技术要求,设定预留旋压加工余量,分别测定表面硬度、表面粗糙度、辊面在直径方向的尺寸变化等情况。
4 结果与讨论
4.1 堆焊金属化学成分、金相组织
表3为助卷辊堆焊层的化学成分,助卷辊工作层中含有较多的Cr、Ni合金,为典型的奥氏体不锈钢化学成分,为镍基高温合金。其中,Mo、W、V等合金元素形成碳化物,对基体进行弥散强化;Co能提高高温热腐蚀性能。因此,热轧助卷辊的工作层金属具有很好的耐高温性能、热疲劳性能、耐磨损性能。从粘附的角度上讲,辊面金属的高温性能降低了带钢与助卷辊之间的亲和力,且辊面金属的高温硬度越高,发生塑性变形困难,则辊面就越不容易“粘钢”。这才是解决助卷辊“粘钢”的关键因素。

表3 堆焊工作层化学成分(wt,%)
图1为助卷辊堆焊层的金相组织,堆焊层组织为枝晶形态,枝晶内为奥氏体组织以及析出的弥散强化相,枝晶间为块状碳化物和奥氏体混合组织。
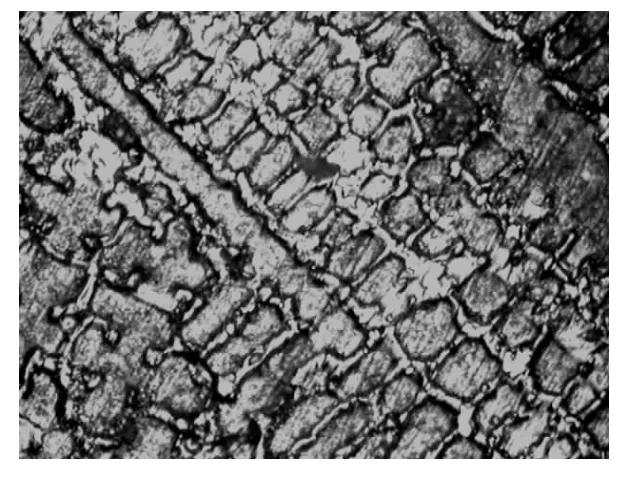
图1 助卷辊堆焊层金相组织 ×100
4.2 助卷辊辊面的旋压加工
由于助卷辊堆焊层为奥氏体组织,焊后硬度较低,因此需要进行焊后的加工硬化处理。奥氏体组织为面心立方结构:(1)面心立方金属的冷作变形量大,冷作硬化使金属中位错密度大大增加,从而提高金属的强度;(2)奥氏体转变成马氏体的相变点均在室温以上,由室温冷变形增加的金属能使部分奥氏体转变成马氏体,从而促进了金属的组织硬化。表4为助卷辊经车削加工、磨削后的原始尺寸,表面精度Ra(um)及经4次旋压加工后的尺寸,表面精度Ra(um)助卷辊辊面旋压加工检测结果。
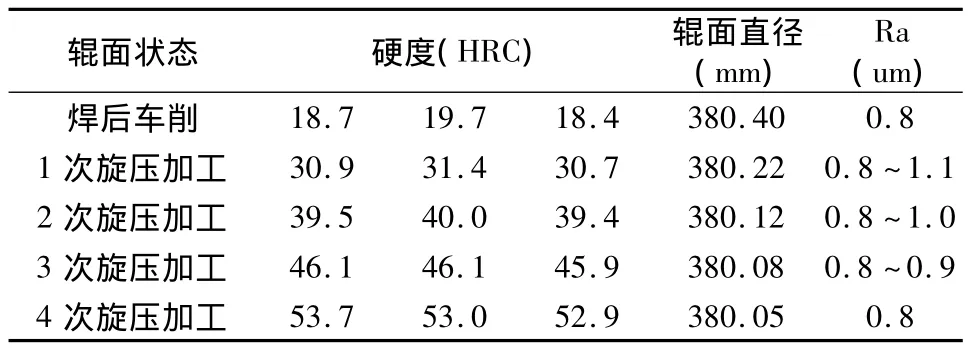
表4 助卷辊旋压加工检测情况
由表4可知,助卷辊辊面经旋压加工后,硬度的增加随加工次数的增加而提高,提高的幅度由大变小,最终的辊面硬度达到了HRC52~54范围内,达到了助卷辊上机使用的硬度(HRC52~58)要求,辊面尺寸、表面精度也分别达到图纸 Ф380±0.20 mm、Ra0.8 um的技术要求。
4.3 助卷辊堆焊技术分析
(1)工序流程简单
由于以前的方法采用马氏体型合金焊丝来堆焊制作、修复助卷辊(后称“传统辊”),堆焊金属具有空淬特性,堆焊工作层金属的金相组织为马氏体+碳化物。为达工作硬度要求,焊后还需进行热处理,具体使碳化物能够在基体组织上弥散析出,形成二次硬化。同时,又因这类合金成分的裂纹敏感性高,焊前需预热200~400℃,焊接过程要保温,且焊后要有缓冷措施;为改善熔合区性能,还需堆焊过渡层,之后才能堆焊工作层,工艺流程复杂。而将采用NiC镍基药芯焊丝制作、修复后(后称“镍基辊”),堆焊金属为奥氏体不锈钢组织。由于奥氏体不锈钢在常温焊接时不会淬硬,焊前不需预热,堆焊过程中也不需保温;在工作时,因没有应力腐蚀或结构尺寸稳定性等特别要求,也不需要焊后热处理;在具体堆焊时,不需要堆焊过渡层,只堆焊工作层。因此,相对传统辊的堆焊制作、修复工艺方法而言,镍基辊减少了焊前预热、过渡层堆焊、堆焊过程保温、焊后热处理等工序流程,工序流程简单。
(2)堆焊量少,焊丝、焊剂消耗量低
传统辊在堆焊修复时,先要焊过渡层,为保证其工作层金属的化学成份达到性能要求,工作层通常要堆焊至少3层及以上,为保证其成品表面工作层有效厚度及预留车削余量加工,通常要堆焊4~5层。在正常情况下堆焊,辊面直径需车削至 Ф364±0.10 mm,并以此作为堆焊的起始尺寸至加工尺寸。而镍基辊在堆焊修复时,可直接堆焊工作层,不需要堆焊过渡层,辊面直径只需车削至Ф374±0.10 mm。这样,在保证成品加工尺寸一样的情况下,镍基辊的堆焊金属量比传统辊大大减少,减少的堆焊金属量即为Ф364±0.10 mm至Ф374±0.10 mm之间堆焊金属量的差值。按此计算,约需焊丝108 kg、焊剂130 kg,这也是镍基辊比传统辊所用焊丝、焊剂节省的量。
然而,很多教师在课堂教学过程中,由于个人教学侧重点和对课标理解的差异以及对教材深度把握的不同,在对课本插图处理方面常存在一些不妥之处。结合自身教学经验,笔者认为教师在课本插图处理方面易出现以下问题。
(3)加工工期短
传统辊焊前预热的工艺曲线见图2,镍基辊同比节约预热升温时间、保温时间共计21 h。

图2 传统辊焊前预热的工艺曲线
传统辊焊后热处理的工艺曲线见图3,镍基辊同比节约升温时间,保温时间,降温时间共计19.2 h。
对于直径为Ф4 mm的焊丝,其在正常的工艺参数下进行堆焊时,焊丝的熔化速度通常为7 kg/h左右,那么要堆焊完108 kg焊丝所需的时间为15.4 h。
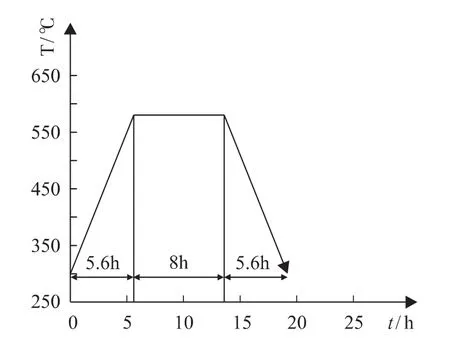
图3 传统辊焊后热处理的工艺曲线
因此,在不考虑其它因素的情况下,仅焊前预热、堆焊、热处理三项,镍基辊的修复、制作时间同比减少近56 h。
(4)节约能源
采用镍基焊丝堆焊助卷辊,由于焊前不预热、堆焊过程不需保温,节约了煤气;焊后不做热处理、堆焊量少,节约了电。传统辊和镍基辊能源消耗对比见表5,镍基辊同比节约煤气7185 m3,节约电量8232 kWh。
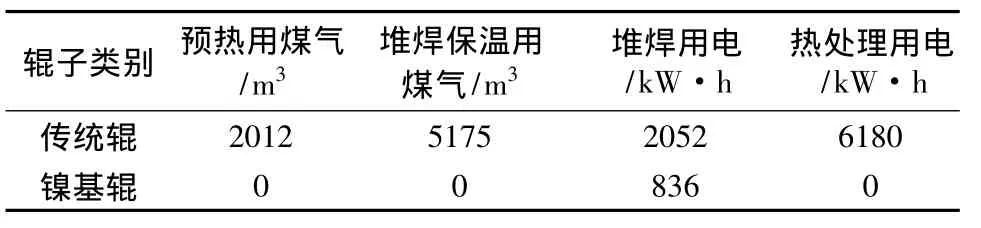
表5 堆焊用能源对比
5 工业应用
采用前述方法修复了编号1#、2#、3#助卷辊,经旋压加工后,辊面硬度在HRC52~54范围内。它们的辊面尺寸和表面精度均达到了图纸技术要求,并安装在攀钢热轧板厂1#地下卷取机上试验。镍基辊与传统辊的使用效果对比情况见表6。
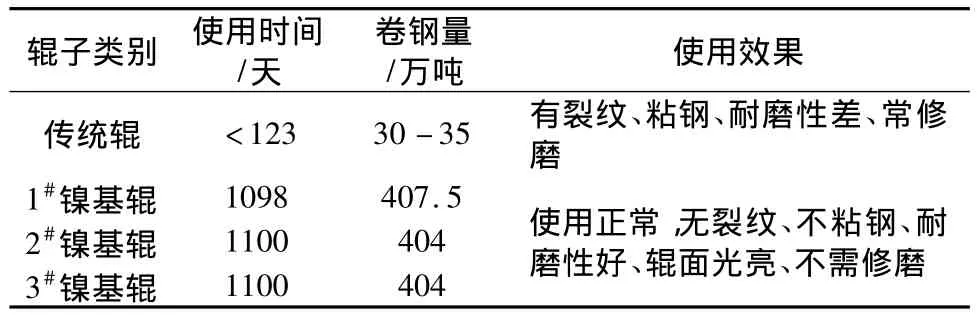
表6 传统辊、镍基辊使用效果
从使用情况上看:采用NiC镍基药芯焊丝加HJ107堆焊修复的助卷辊,堆焊金属具有很高的耐高温性能、热疲劳性能和耐磨性能,而且辊面不粘钢,使用时间和卷钢量都成数倍增长。
6 结论
(1)采用NiC镍基药芯焊丝加HJ107应用于热轧助卷辊的堆焊修复,堆焊金属为奥氏体组织,冷作变形量大,可通过冷作硬化的方法提高辊面金属的强度和硬度;并有优良的耐高温性能、热疲劳性能、耐磨性能,在使用中辊面不“粘钢”。
(2)镍基辊在使用过程中辊面状态好,板材质量稳定,使用寿命和卷钢量成数倍增长,提高了卷取机的作业率,降低了辊耗。
(3)镍基辊有工序流程简单、堆焊量少、焊接材料消耗量低、加工工期短、节省能源等技术优势。
[1] 赵庆华,李林,邵玲,等.热轧助卷辊的粘钢与对策[J].宝钢技术,2004(4):4-6.
[2] 中国机械工程学会焊接学会.焊接手册:材料的焊接[M].2版.北京:机械工业出版社,2001:377.
[3] 杨建明,邹宏军.用于堆焊制造热轧卷取机助卷辊的药芯焊丝及堆焊方法:中国,200810305875.7[P].2009-04-22.
