切焦机对捣固焦炭粒度的影响分析及改进
2013-06-19格尔子聪
格尔子聪
(攀钢集团西昌钢钒有限公司煤化工厂,四川西昌 615012)
1 引言
煤化工厂采用两座56孔6.25 m复热式捣固焦炉,其生产的捣固焦炭比顶装焦炉生产的焦炭耐磨性及抗碎强度高。而切焦机是煤化工厂焦处理系统中关键位置的重要设备,由于切焦机设计的原因,无法满足对捣固焦炭的整粒要求,使用过程中经常出现故障,且造成切焦机切刀变形或断裂,切焦机减速机轴承经常损坏等诸多故障,同时也造成设备备件使用寿命短,备件费用浪费巨大,严重影响着切焦机生产的稳定运行。如何提高切焦机的运行稳定、延长使用寿命、节约备件费用,确保捣固焦炭精确的整粒需求,为此特提出对切焦机进行分析研究、制定方案并加以优化改造。
2 切焦工艺简介
为适应捣固焦炭整粒要求,采用1套170t/h干熄焦装置及1套湿法熄焦进行备用,而干熄焦和湿熄焦共用2台切焦机完成捣固焦炭的整粒。该切焦机有两个平行辊子,由贯穿在辊子上的圆盘刀片组成。两辊子相对旋转,当焦炭进入辊子区域时,即被两辊子上的长短相间的刀片咬住而被破碎。切焦机由电动机经减速机来驱动主动辊,采用联杆机构,通过减速机高速端的齿式联轴器来实现旋转,从动辊相对于主动辊逆时旋转,从而改变两辊刀片间的距离。这样,在两个辊的联合作用下完成破碎焦炭。
其运输工艺流程是:焦炭推出经干法熄焦或湿法熄焦后,由运输皮带将焦炭送到切焦系统。切焦系统上部篦条筛将焦炭筛分为大于80 mm和小于80 mm两种粒度的焦炭,小于80 mm的焦炭经篦条筛分直接进入溜槽,而大于80 mm的焦炭经篦条筛进入切焦机整粒成<80mm后再进入溜槽。
3 存在的问题
自投产以来,切焦机对捣固焦炭破碎处理设计量在170~190 t/h、入料粒度为250 mm、出料粒度为70 mm,其中干熄焦破碎量在70~120 t/h。但是在实际生产过程中水洗焦处理量在240~300 t/h、干熄焦处理量在140~180 t/h,这样切焦机处在超负荷使用状态,导致切焦机切刀经常断裂和隔环磨损严重,切焦机传动减速机轴承经常损坏等诸多故障。因此我们对捣固焦炭的强度和耐磨性做了实验,经实验表明捣固焦炭抗碎强度为92% ~95%、焦炭耐磨性为2% ~4%。且切焦机设计因素,无法达到捣固焦炭的破碎强度及耐磨性要求,不利于捣固焦炭的整粒。
4 原因分析
为了提高捣固焦炭的整粒要求,对捣固焦炭的强度、耐磨、切焦量等影响因素进行了分析,切焦机没有达到目前捣固焦炭的破碎要求,主要与切刀和隔环设计因素、切焦机减速机轴承选型不理想等原因有关,具体分析如下。
4.1 切焦机切刀易弯曲和断裂
因生产需求对切焦机间距调整后,切刀一般使用一天就发生弯曲和断裂,一周后大部分弯曲的切刀导致生产的焦炭粒度严重超标。从而导致检修频繁,备件消耗大,没有发挥备件应有的价值。说明切焦机的切刀设计存在缺陷,无法满足捣固焦炭的整粒要求。
4.1.1 切刀设计因素
切刀负荷增加时,切刀结构也存在设计上的缺陷,从而导致切刀根部应力集中处易断裂。切刀的长刀和短刀都分别铸造在切刀一个外圆上,而长刀的根部最小(宽度60 mm、厚度26 mm),所以长刀的根部处易断裂。而短刀由于较短,厚度较薄(22 mm),所以在负荷增大的情况下易弯曲变形。而长刀和短刀根部的圆角小,仅分别为20 mm和10 mm,为此长刀和短刀根部没有有效地连接在一起,不能相互受力。
4.2 切焦机切刀与隔环之间易松动
切焦机切刀与隔环之间的相互关系为:一侧切辊上的切刀对应另一侧辊上的隔环(如图1),焦炭在其切刀与隔环之间被切成所调整间隙宽度的焦炭颗粒。所以切刀在切焦炭时,另一端的隔环受焦炭力而加剧磨损。为此隔环表面就是一个磨损面,而隔环使用的是A3材质,虽加工性好,但耐磨性差。所以一般使用2个月后隔环表面就会磨损近10 mm。又因切刀与隔环相互的配合凹面为8 mm,隔环与切刀相互配合凸面为5 mm,为此切刀与隔环的定位面为φ450 mm到φ470 mm的端面,而这个端面又是隔环易磨损的面,当隔环磨损到一定程度,边缘产生变形,造成切刀与隔环之间松动。当松动后紧固切刀拉紧螺栓时,由于定位面损坏,每次紧固切刀的拉紧螺栓最多使用两三天。而隔环的凸圆又比切刀的凹圆小3 mm,40块隔环就有120 mm长的间隙,而螺栓丝扣的调节范围只有30 mm左右,所以切刀与隔环的定位面不能用切刀与隔环的外圆φ450 mm到φ470 mm的端面定位。导致切刀与隔环经常松动,且两辊的切刀易发生碰撞现象。切刀与隔环装配如图1。
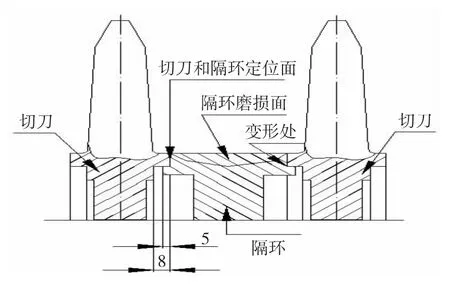
图1 切刀与隔环的装配半剖示意
4.3 捣固焦炭的耐磨性及强度
捣固焦炭的耐磨性及抗碎强度高。因捣固焦炭具有比顶装焦炉生产的焦炭耐磨性及抗碎强度较高的特点,也是造成原设计的切刀易弯曲和断裂的又一因素。捣固焦炉与顶装焦炉生产的焦炭耐磨性及抗碎强度对比数据如表1。

表1 捣固焦炉与顶装焦炉生产的焦炭耐磨性及抗碎强度对比
4.4 驱动装置减速机轴承易损坏
因切焦机超负荷使用,切焦量逐步增大,从而使切焦机切刀的承受负荷大大增加,为此其负荷通过切辊轴和联轴器传到减速机的轴承上。而减速机采用的是开式型深沟球轴承,主要承受径向动载荷,该轴承由一对套圈、一组保持架、一组钢球组成。其结构简单,使用方便,但该类型轴承承受径向负荷和轴向负荷比较小,轴承动载荷 Cr=70858.298 N达不到该切焦机的要求,所以在两切辊的负荷不断变化的冲击下,造成轴承容易损坏。深沟球轴承如图2所示。
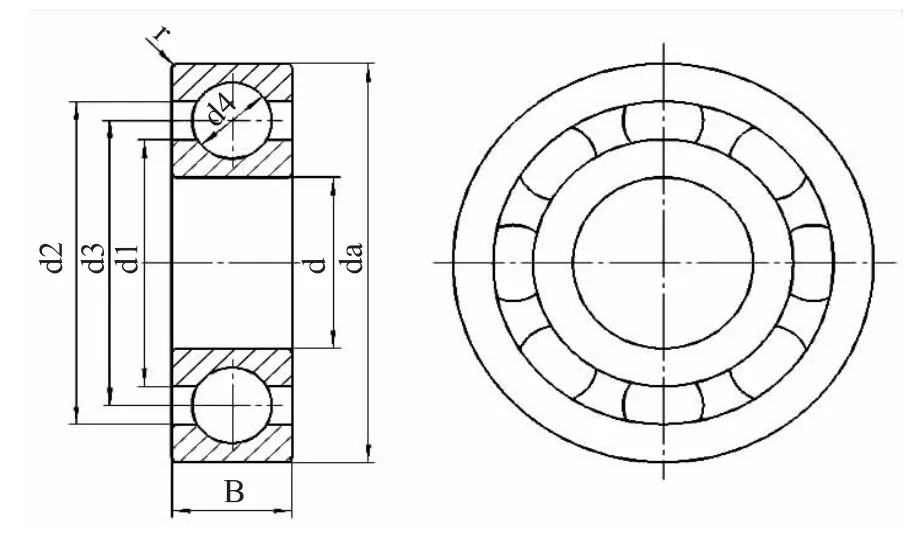
图2 轴承示意
4.4.1 轴承使用寿命计算
(1)轴承型号为6218,轴承尺寸:90 mm×160 mm×30 mm,根据轴承设计表查询。当量动载荷Cr=95800 N,轴承径向力Fr=8196.73 N,轴向力Fa=1765 N,动载荷系数X=1、Y=O,载荷系数 Fp=1.2,轴承当量动载荷P=Fp(X*Fr+Y*Fa)=9836.076 N,机油润滑速为n=3800 r/min,轴承温度系数ft=1,轴承工作温度小于120℃。
(2)轴承使用寿命:Lh=(106/60n)(ftC/P)3=4.3*7.23=1605 h。
5 改进措施
结合实际生产,捣固焦炭的耐磨性和抗碎强度较高的特点,以及切焦机的使用情况,根据上述原因制定相应的措施。
5.1 提高切刀调节量
为了切焦机适应不同焦炭的整粒要求,切焦机需能实现调节量最大。首先将长刀的外圆由φ670 mm增大到φ700 mm,短刀的外圆由φ620 mm增大到φ650 mm,以增大调节量,从而达到延长切刀的使用周期的目的。
5.2 提高切刀的耐磨性
(1)为防止刀片断裂,在φ470 mm的圆上再增厚30 mm,将长刀与短刀连接在一起,为此对边的圆角最底部在一个参考圆φ500 mm上。一方面消除根部的集中应力,另一方面使长刀与短刀相互受力,来增加刀片的承受负荷,避免刀片断裂。
(2)为防止刀片弯曲,将长刀的厚度由26 mm增大到30 mm,短刀的厚度由22 mm也增大到30 mm。同时切刀采用不低于GB/T5680中ZGM13-3性能技术,延长切焦机刀使用寿命。刀片改后如图3所示。

图3 切刀改造后图纸(单位:mm)
5.3 提高切刀与隔环的装配精度
隔环表面是一个磨损面,而隔环原使用的是A3材质,因切刀与隔环相互的配合凹面为8 mm,隔环与切刀相互的配合凸面为5 mm,原切刀与隔环的定位面为φ450 mm到φ470 mm的端面。为防止隔环磨损到一定程度,边缘产生变形,从而造成切刀与隔环之间松动,为此将隔环与切刀相互配合凸面由5 mm改为8 mm,使切刀与隔环的定位面改到切刀的φ450 mm以内的止口端面。隔环的材质由A3改为ZGMn6,增加其耐磨性。切刀与隔环装配如图4所示。
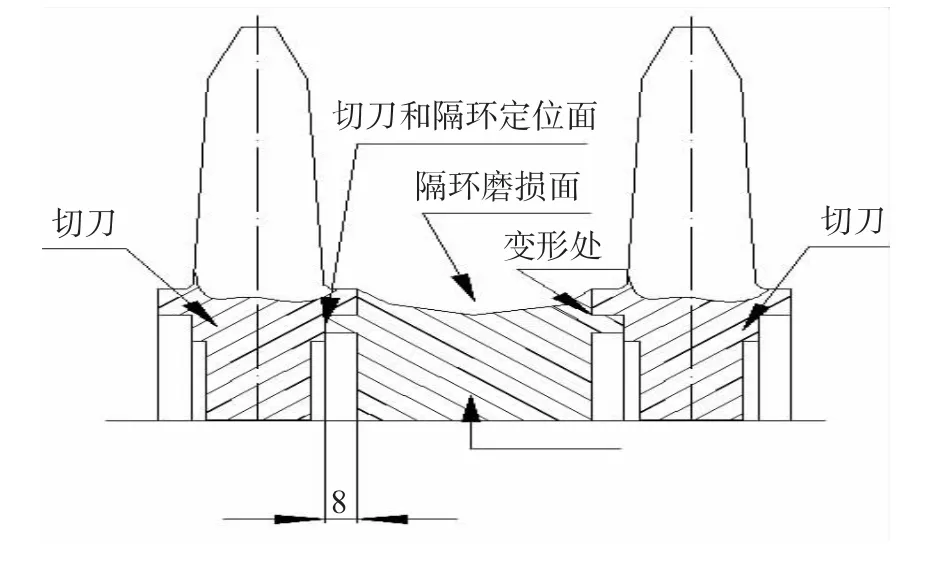
图4 切刀与隔环装配图纸
5.4 减速机轴承改型
为了选用合适的轴承来满足切焦机减速机超负荷运转的的径向载荷,选用圆柱滚子轴承,计算轴承的使用寿命。
5.4.1 轴承寿命计算
(1)估计选用轴承型号为NJ218EM轴承,轴承尺寸:90 mm×160 mm×30 mm,当量动载荷Cr=175000 N,根据轴承设计表查询。当量动载荷Cr=95800 N,轴承径向力Fr=3060 N,轴向力Fa=2650 N,动载荷系数X=0.66、Y=1,载荷系数 Fp=2.5,轴承当量动载荷P=Fp(X*Fr+Y*Fa)=2423.52 N,机油润滑速为n=4300r/min,轴承温度系数ft=1,轴承工作温度小于120℃。
(2)轴承使用寿命:Lh=(106/60n)(ftC/P)3=3.876*153=13082 h>1605 h,选用NJ218EM轴承满足要求。轴承示意如图5所示。
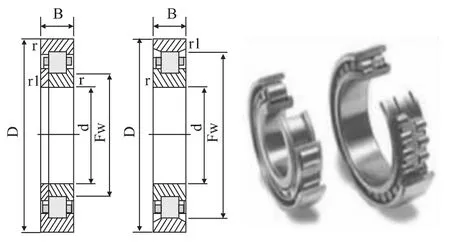
图5 圆柱滚子轴承示意
6 改造效果
通过以上改进措施对切焦机进行改造,效果明显,切焦机主要表现在以下几方面:
(1)改变切焦机切刀、隔环结构和材质,延长了使用寿命,减少了检修次数,避免了备件的巨大浪费,同时切焦机每小时切焦量最高达到260 T/h及捣鼓焦炭的整粒要求。
(2)通过对切焦机减速机轴承的设计改型,延长了使用寿命,从原来1605 h提高到13082 h,能够承受极强的负荷,并创造了一定的经济效益。
(3)改造后效率有明显提高,焦炭平均粒度在50~60 mm,焦炭粒度得到了控制。延长了设备使用寿命,节约了设备费,检修费用,各项性能指标均达到要求,达到了改造的目的。
7 结论
本文简要地对切焦机无法达到捣固焦炭的整粒要求进行了分析。对切刀与隔环容易松动,切刀经常出现断裂及弯曲,切刀耐磨性差,切刀耐热度偏低,减速机轴承易损坏等故障机理、原因作了讨论和总结,提出了对焦机诸多故障预防和改进的方法,理论结合实际,对切焦机性能改进有着积极的促进意义。
[1] 李盛林,王宏平,魏敏.机械设计基础实验教学改革的探讨[J].实验技术与管理,2005,22(7):98-102.
[2] 陆萍,董玉平.机械设计课程CAI系统设计探讨[J].山东工业大学学报,1997(4):95-96.
[3] 刘美玲,雷振德.机械设计基础[M].北京:科学出版社,2005.
[4] 周伟,高翔,周永贵,等.95W-(Ni/Fe)合金的延、脆性断裂行为及热处理影响[J].粉末冶金材料科学与工程,2010(2).
[5] 王振华.实用轴承手册[J].上海科学技术文献出版社,1996(2).
