改造卧式车床钻削深孔
2013-06-17铁岭天实机械有限公司辽宁112000丁国艳杨成仁付振海王海鹰
铁岭天实机械有限公司 (辽宁 112000) 丁国艳 杨成仁 付振海 王海鹰
热板是平板硫化机关键部件,热板孔的加工质量直接影响产品硫化质量。为了降低成本,提高产品质量和生产效率,我们对现有卧式车床进行了改装。改装后实现了卧式车床深孔钻削加工的功能,达到了预期的目的。改造结构示意如图1所示。

图1
1.改造方案
(1)本机由CA6150卧式车床改制而成。改制部分主要有:①车床主轴不允许反转,将反转控制部分折掉。②走刀进给部分改制。③尾座部分改制。
(2)在CA6150卧式车床基础上又增加了一些辅助部件。增加部分主要有:①排削冷却循环系统。②移动工作台。③专用深孔钻杆。④专用内排削深孔钻头等。
(3)经过改装后可实现自身进给运动和钻头旋转运动,可钻削φ 18~φ 30mm不同规格的深孔。通过采用外冷内排可一次进给钻穿工件,由于采用硬质合金作刀刃可提高切削速度到90m/min、进给速度达到30~80mm/min。
2.改制改装部分
(1)走刀进给部分,如图2所示。将原有刀架改装成图2所示形式。将刀架上的中小滑板折下安装上轴承座等部件。在原有变速箱基础上通过主轴、联接法兰、键条、键槽、轴承等实现空心轴旋转运动。在改装后的刀架及原有走刀箱基础上通过轴承座、弹簧套、螺母等实现空心轴、专用深孔钻杆及钻头的进给运动。通过弹簧套、螺母可任意调整专用深孔钻杆及钻头的伸出长度。
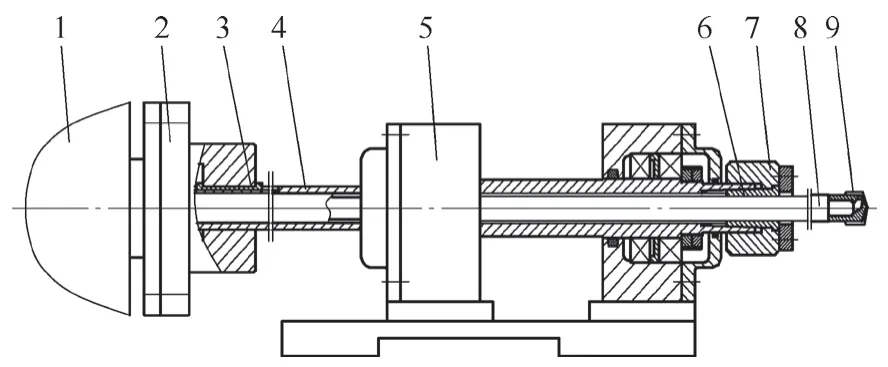
图2
(2)尾座部分,如图3所示。将原有尾座改装成图3所示形式。在原有尾座的基础上通过调整丝母、密封挡圈等将轴套紧贴在工件待加工孔的端面上且确保端面密封。通过冷却液进口接头与冷却循环系统联接达到加工冷却的目的,再通过钻头及钻杆内孔循环系统使冷却液及加工废削返回冷却液箱托盘上经过过滤后流回冷却液箱。
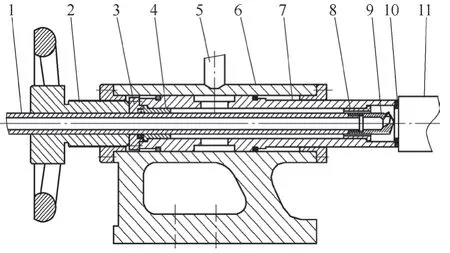
图3
(3)排屑冷却循环系统,如图4所示。排屑冷却循环系统是由冷却液箱、电动机、叶片泵、尾座、深孔钻头、深孔钻杆、空心轴、车床主轴、液管路等组成。该系统主要有钻削过程中的冷却和钻削过程中的排削两大功能,使工作效率得到了有效提高。电动机功率 7.5kW、叶片泵YB-E80。

图4
(4)移动工作台,如图5所示。该系统通过电动机、减速机、链条、链轮、丝杆等传动机构实现工作台在导轨上沿着导轨方向移动的功能。电动机功率1.5kW、摆线减速机XWD-1.5-4-71。
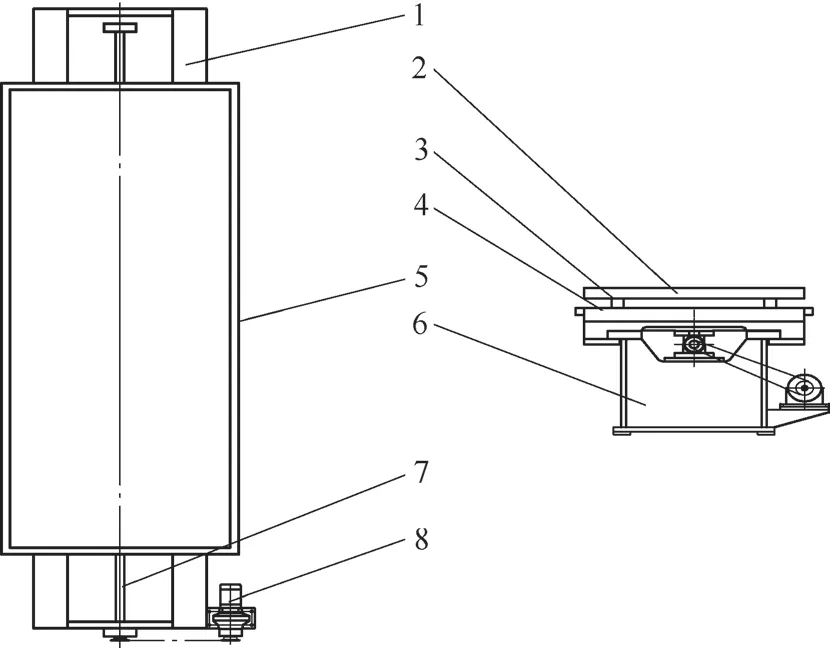
图5
(5)专用深孔钻杆,如图6所示。专用深孔钻杆由接头、无缝管组成。可根据常用需要制作几套,如我们常用的是外径φ26.5mm、φ21mm、φ16mm相应内径φ16mm、φ12mm、φ10mm三套,图6所示为第一套。
(6)专用深孔钻头,如图7所示。专用深孔钻头是由硬质合金刀头和刀体组成。可根据常用需要制作几套,如我们常用的是外径φ 30mm、φ24mm、φ18mm相应内径φ16mm、φ12mm、φ10mm三套。
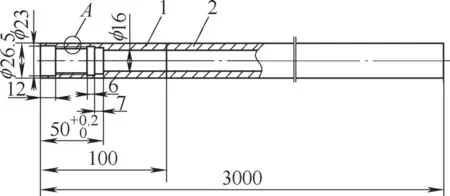
图6
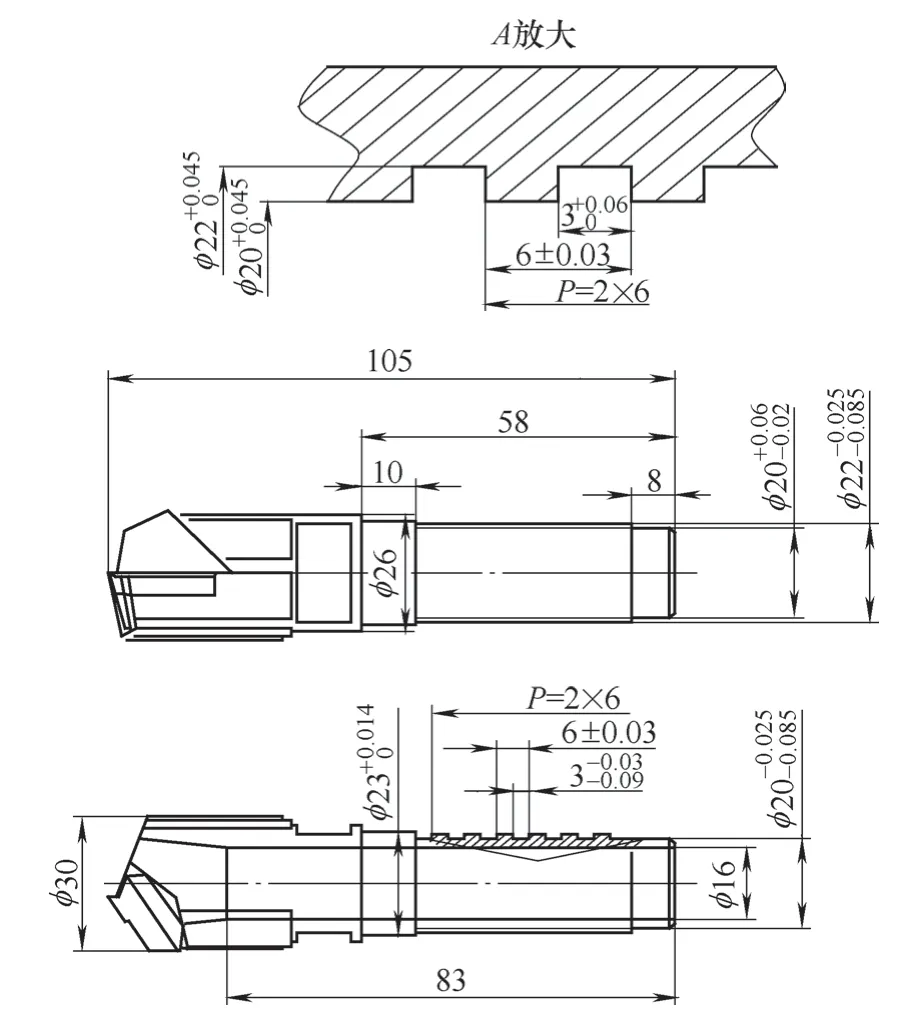
图7
3.加工操作步骤
(1)将工件(热板)找正固定在工作台上。
(2)移动工作台调整到待加工孔位置上。
(3)转动进油器调整丝母将轴套紧贴在工件待加工孔的端面上且确保端面密封。
(4)启动冷却循环系统液压泵按钮。
(5)启动切削旋转按钮。
(6)启动工作进给按钮进行切削加工。
(7)钻孔完先关进给按钮,再关油泵、旋转按钮,退出。
(8)移动工作台调整到下一待加工孔位置上。
4.结语
该设备通过改制改装简便易行,使得原有陈旧闲置的老设备通过挖掘潜能派上了用场。在切削过程中,利用内排削法使其切削从被加工的孔中有效排出,无需在钻削过程中定期退刀排削。
