数控车故障检测实训平台开发
2013-06-17广州市轻工高级技工学校广东510550任志华
广州市轻工高级技工学校 (广东 510550) 任志华
数控机床维修速度在很大程度上要依靠平时经验的积累,维修人员遇到过的问题、解决过的故障越多,其维修经验也就越丰富。在学校的教学过程中,要让学生掌握维修技术,就必须依靠在真实的数控机床上设置各种类型的故障,让学生学会排查、检修这些故障,从而掌握这些维修技术。但是要设置这些故障,老师们必须在课前花大量的时间去做准备。为此,我们提出这样的一个设想:如果可以通过计算机发出指令,当接收到指令后,数控机床就可以出现一种真实的故障现象。如果真能实现,不仅可以节省老师在课前大量做准备的时间,也能让学生能在课堂中接触大量的故障排除实例。
经过一年紧张充实的努力和探索,在学院的支持下,我们终于完成了基于综合训练平台中的一部分——基于真实数控车故障检测与维修实训平台的研究和开发。
1.实训平台的组成

图1 数控车床装调与维修综合实训平台实物图
实训平台由真实的数控车床、一台个人计算机以及故障设置系统三部分组成,如图1所示。其中数控车床采用广州机床厂有限公司生产的G-CNC6135(G)经济型数控车床,配有广州数控设备厂的GSK980T系统,采用中文操作界面和国际标准G指令。图2是实训平台面板。

图2 实训平台面板
2.综合实训平台各组件尺寸及主要技术参数
(1)数控车床床身尺寸:2 200 mm×1 150 mm×1 660mm。
(2)故障设置系统主体尺寸:2 050 mm×650 mm×1 850mm。
(3)故障设置系统的组成:通过使用计算机上的上位机软件准确控制继电器触点的通断,使得数控设备内的电路或者元器件开路,人为地设置数控设备的故障。同时在综合实训平台的电路原理图板块上将所设计到元器件的端口引出。学生通过故障现象圈定故障范围后,使用各种测量工具在电路原理图的元器件引出端对电路进行测量,确定故障点并进行故障排除。图3为数控设备装调与维修系统框架图。
故障设置系统主要由继电器模块和上位机软件组成,两者直接采用RS232协议进行通信,上位机软件能准确控制每一个继电器的状态。

图3 数控设备装调与维修系统框架图
继电器模块:本模块采用Atmega16工业级芯片,具备超强抗干扰性能,单片机输入输出全部采用光耦隔离,控制部分可以单独供电也可以与继电器使用同一个电源。通信部分电源采用隔离电源(电气上全部隔离)供电,信号使用光耦隔离,从而充分保障与之通信的电脑的安全。16个继电器的输出端有16个输出状态指示灯,在出现不明确的情况时直接通过硬件电路检查。继电器模块实物如图4所示。
用户调节地址,通过拨码开关上面标有1、2、3、4、5、6、7、8。1~8从左向右分别代表地址号1、2、4、8、16、32、64、128。设置地址时把开关拨到“On”的位置代表加上相应开关代表的地址号。所有的开关都没有拨到“On”的位置,代表地址0。
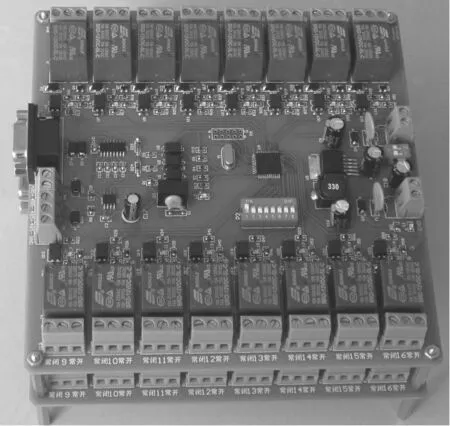
图4 继电器模块实物图
上位机软件:上位机软件使用VB开发,主要包含数据收发和状态显示两部分。图5是上位机软件界面。通过MSComm控件来发送和接收数据,对继电器模块发来数据的处理或由人控制作出决策,然后再通过串口发送到继电器模块。可以单独控制某一个继电器的吸合与断开,互相之间没有影响,软件可同时操作200多块板同时连接在总线上,同时控制四千多个节点,不同节点之间互不干扰。状态显示目前支持16个故障设置。状态显示部分是通过对接收回来的数据进行处理,改变相应的Picture的颜色来监控每个继电器的当前状态进行监控,以满足故障监控和设置的需要。

图5 上位机软件界面
通信协议:继电器模块和计算机上的上位机软件之间的通信采用串行数据接口标准232协议通信。232协议是一种在低速率串行通讯中增加通讯距离的单端标准,是PC机与通信工业中应用最广泛的一种串行接口。字符是以一序列的位元串来一个接一个的传输,使用异步起停Asynchronous Start-stop格式,它使用一个起始位元后面紧跟8个数据位元,一个停止位,无校验位。所以发送一个字符至少需要10位元,带来的一个好的效果是使全部的传输速率、发送信号的速率以10划分。收、发端的数据信号是相对于信号地,典型的RS-232信号在正负电平之间摆动,在发送数据时,发送端驱动器输出正电平在+5~+12V,负电平在-5~-12V电平。当无数据传输时,线上为TTL,从开始传送数据到结束,线上电平从TTL电平到RS-232电平再返回TTL电平。 由于发送电平与接收电平的差仅为2~3V,所以其共模抑制能力差,再加上双绞线上的分布电容,其传送距离最大为约15m,最高速率为20kB/s。RS-232是为点对点(即只用一对收、发设备)通讯而设计的,其驱动器负载为3~7kΩ。所以RS-232适合本地设备之间的通信。本故障设置系统采用波特率为9 600Bd/s,双向传送数据,数据中含有校验和字节,若数据校验和出错,数据将被丢弃,从而彻底避免因为干扰带来的误动作。
(4)数控车床的技术参数如表1所示。
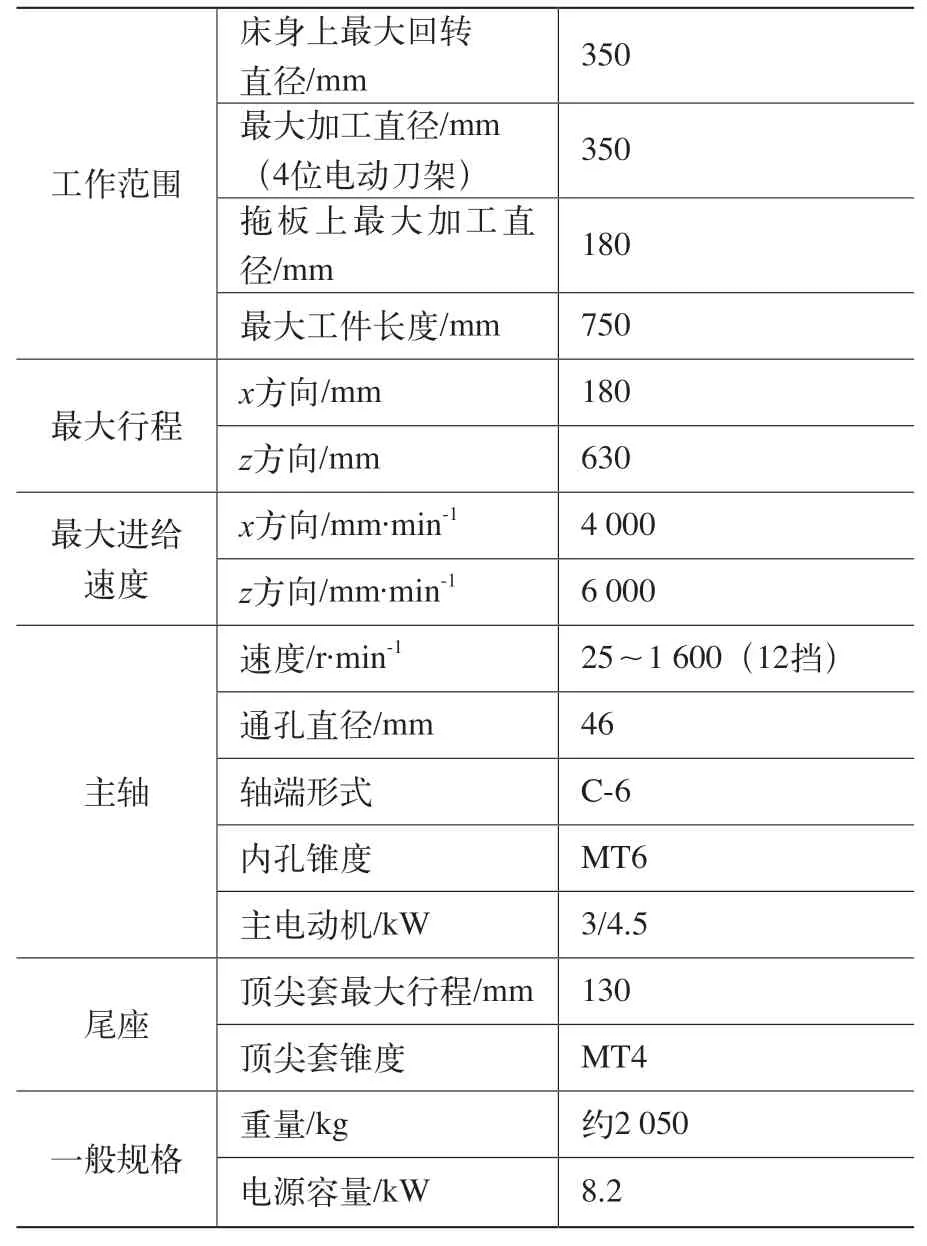
表 1
3.实训平台的安全性考虑
故障设置系统主要是在电气控制原理图上直接将元器件的端口引出,非常直观,便于学生检测故障。学生在检测和分析故障的过程中更深入理解电路的工作原理,为学生进一步接触机床电路实体打好基础。出于安全考虑,实训平台在研发过程中,我们还对机床内部电路进行了改造,目的在于提高设备的安全系数,以减少学生在实训过程中因操作不当而造成触电事故的危险。我们将机床原来线圈额定电压为110V的交流接触器换成线圈额定电压为36V安全电压的接触器,使整个控制回路的电压都在安全范围之内。另外,在实训台的控制电源中增加了漏电保护开关,可为学生的人身安全增加一道有效的保护屏障。
4.实训平台的使用说明
该平台只需通过连接个人计算机,并安装对应操作软件,用鼠标进行简单操作即可设置或恢复故障,并有故障清零功能。故障检测系统的正面展示完整的数控车床机床电气原理图,统一在接线端子上检测各元件的连接点(故障点),可设32个故障(以后将继续升级),具有丰富的扩展功能,学生可直接在原理图上对故障模块进行分析、检测和进行故障排除,如图6所示。本综合平台的改造过程不影响原来数控车床的使用寿命和功能,设备仍可用于正常的加工教学,学生在完成加工模块的学习后,可以直接在这个综合平台上继续学习数控机床的故障诊断与排除等知识,提供了连贯的学习环境。

图6 检测实例
5.实训平台的故障分类查询列表

表 2
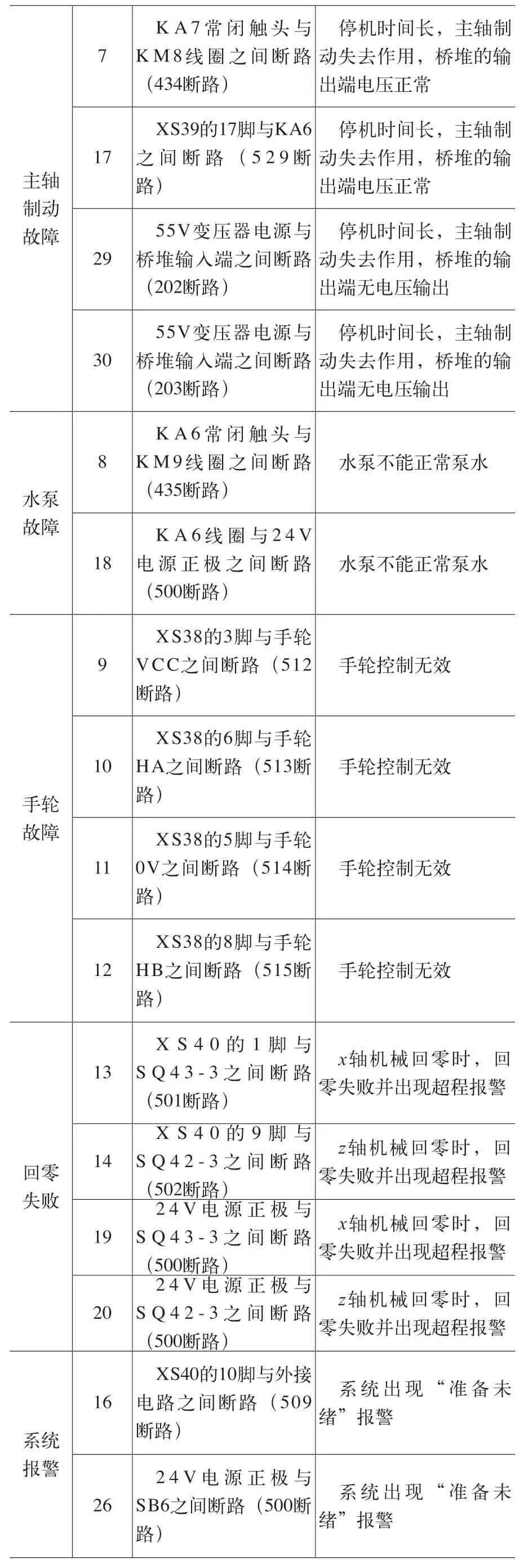
(续)
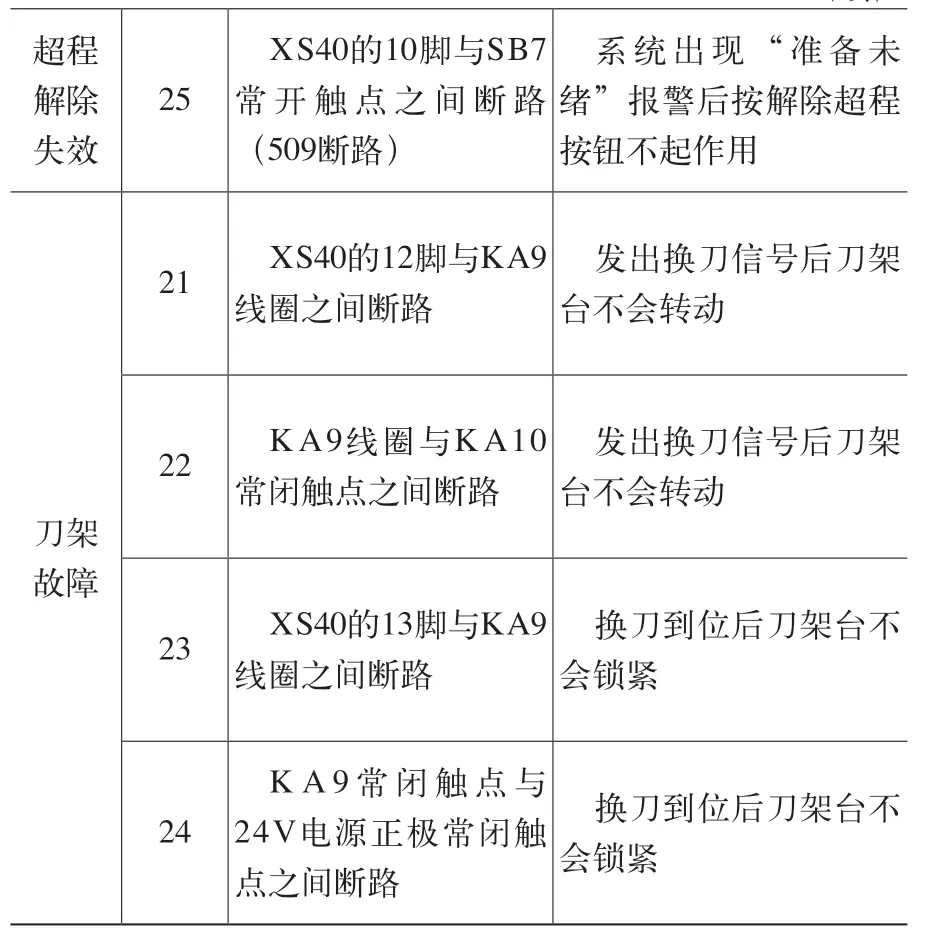
(续)
6.实训平台的优点
本实训平台经过多次的改进后,有如下优点:
(1)开放式结构,模块化设计,巧妙地将电气原理与控制器件集成于一体,使受训对象倍感直观,故障种类多,设置和恢复容易。
(2)减少教师劳动强度,缩短备课准备时间,以及课后机床恢复正常状态的耗费时间。
(3)采用真实的数控机床改造,既不影响机床原有使用寿命,还可用于加工。
(4)故障的种类丰富,提高了学生的学习兴趣和效果。
(5)改造成本较低。
(6)安全可靠,我们将机床原来的线圈额定电压为110V的交流接触器换成线圈额定电压为36V安全电压的接触器,有效避免因学生误操作而造成的危险。
(7)缩小现有教学设备与真实生产环境的距离,进一步加强学生的动手能力。
7.后续开发工作
本综合实训平台是由我院几位老师共同研究和开发的教学设备,研发成功后,已在实际教学中应用,取得很好的效果。以后我们将继续改造升级,务求让它能连接更多种类的数控机床,更加适用于我们的实际教学。
