双偏心曲柄摆式飞剪的运动学分析*
2013-06-09杨慧洁张艳菊高亚男郝瑞朝
杨慧洁,张艳菊,高亚男,郝瑞朝
(河北钢铁集团承钢公司,河北承德 067002)
双偏心曲柄摆式飞剪的运动学分析*
杨慧洁,张艳菊,高亚男,郝瑞朝
(河北钢铁集团承钢公司,河北承德 067002)
将450 t双偏心曲柄摆式飞剪的结构进行简化,根据摆剪各主要结点的几何关系,建立了运动学数学模型。在此基础上进行仿真,得到上下剪刃的运动轨迹。最后根据运动轨迹对轧件剪切过程进行详细分析,为分析摆剪两驱动的匹配提供理论参考。
摆剪;双偏心;运动学
1 飞双偏心摆式飞剪的工作原理
飞剪是棒材生产线上作为切头、切尾,定尺的关键设备[1-3]。450 t飞双偏心摆式飞剪由意大利达涅利公司研发设计。其原理图见图1。剪切机构由主传动偏心轴挂在固定机座上,剪切机构上剪刃本体由主轴的大偏心带动,下剪刃本体由小偏心带动。同时,整个剪切机构由摆动曲柄连杆机构带动,并于剪切的同时进行摆动。双偏心摆式飞剪系统传动采用直流调速电动机驱动,通过减速机、联轴器与双偏心曲轴相联。当剪切跟踪功能确定钢坯快到剪切点时,电动机开始起动,从而驱动主传动轴转动。剪切过程中,上下剪刃咬住轧件同步运行,此时要求剪刃的水平分速度与轧件的线速度相匹配。
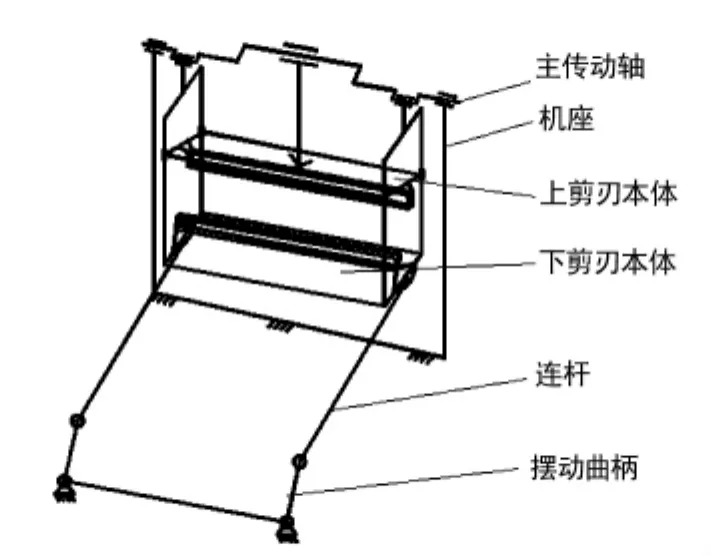
图1 双偏心曲柄摆剪的原理图
运动学是研究机构的主要手段。为了研究摆件剪切过程中主要部件的运动,本文采用解析法对双偏心曲柄摆式飞剪机机构进行运动学分析,研究剪切过程中剪刃的位置以及剪刃的运动轨迹。
2 摆剪简化模型
为了清楚的了解双偏心曲柄摆剪的具体结构以及便于对其进行运动学分析,故对摆剪机构进行简化,如图2所示。
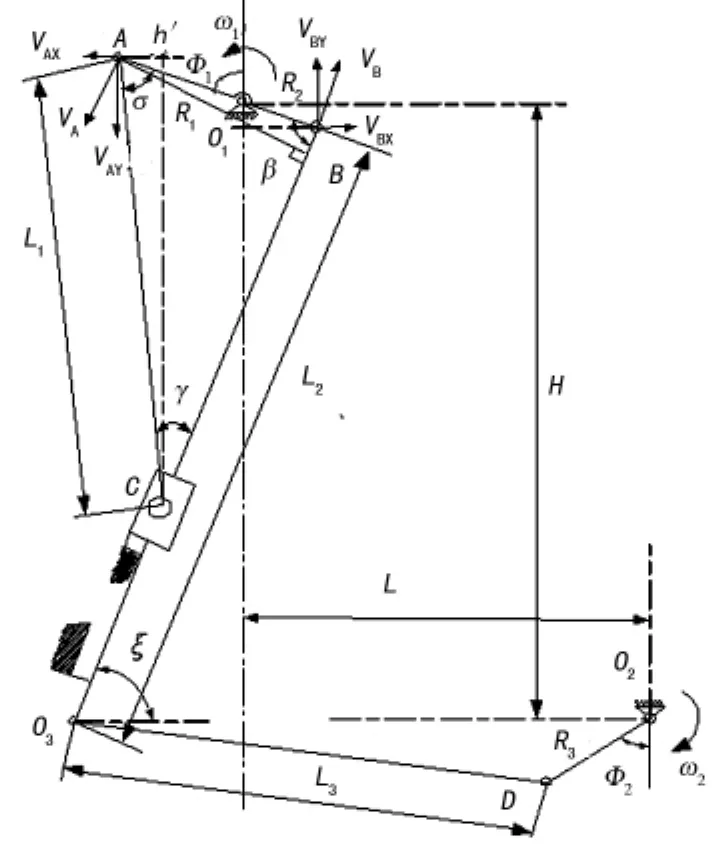
图2 双偏心曲柄摆剪的结构简图
其剪切机构为双偏心曲柄滑块机构,AB为飞剪机的双偏心曲柄、AC为曲柄与上剪刃本体间的连杆、BC为摆剪导柱,O1点是曲柄的中心,A点是曲柄与连杆的铰接点,B点是曲柄与摆杆的铰接点,C点是连杆与滑块的铰接点,同时也是滑块与沿导柱BO3的接触点,K点是初始状态时滑块的位置。O2为摆剪摆动驱动的旋转中心,O2D为驱动臂,DO3为连接杆。O3为剪切机构和摆动机构的连接点。
在剪切过程中,双偏心曲柄AB以ω1的速度旋转,带动上剪刃本体和下剪刃本体上下往复运动,实现剪切功能,而曲柄O2D的旋转,通过连杆O3D带动导柱BO3左右摆动,从而带动剪切机构摆动,下剪刀固定在导柱BO3上,随其左右往复摆动,从而使上、下剪刃完成剪切。偏心量决定两剪刃间的开口度大小。根据实际剪切情况,剪切过程可分为四个运动状态。
初始状态:摆剪处于垂直位置,剪刃开口最大,如图3(a)所示。
剪刃接触轧件:当上下剪刃同时接触棒材表面是,剪切开始。在这个过程中,两个剪刃同时进行剪切运动和水平运动;同时,在水平方向,上下剪刃以不低于轧件的水平速度与轧件一起沿轧制方向摆动;如图3(b)所示。
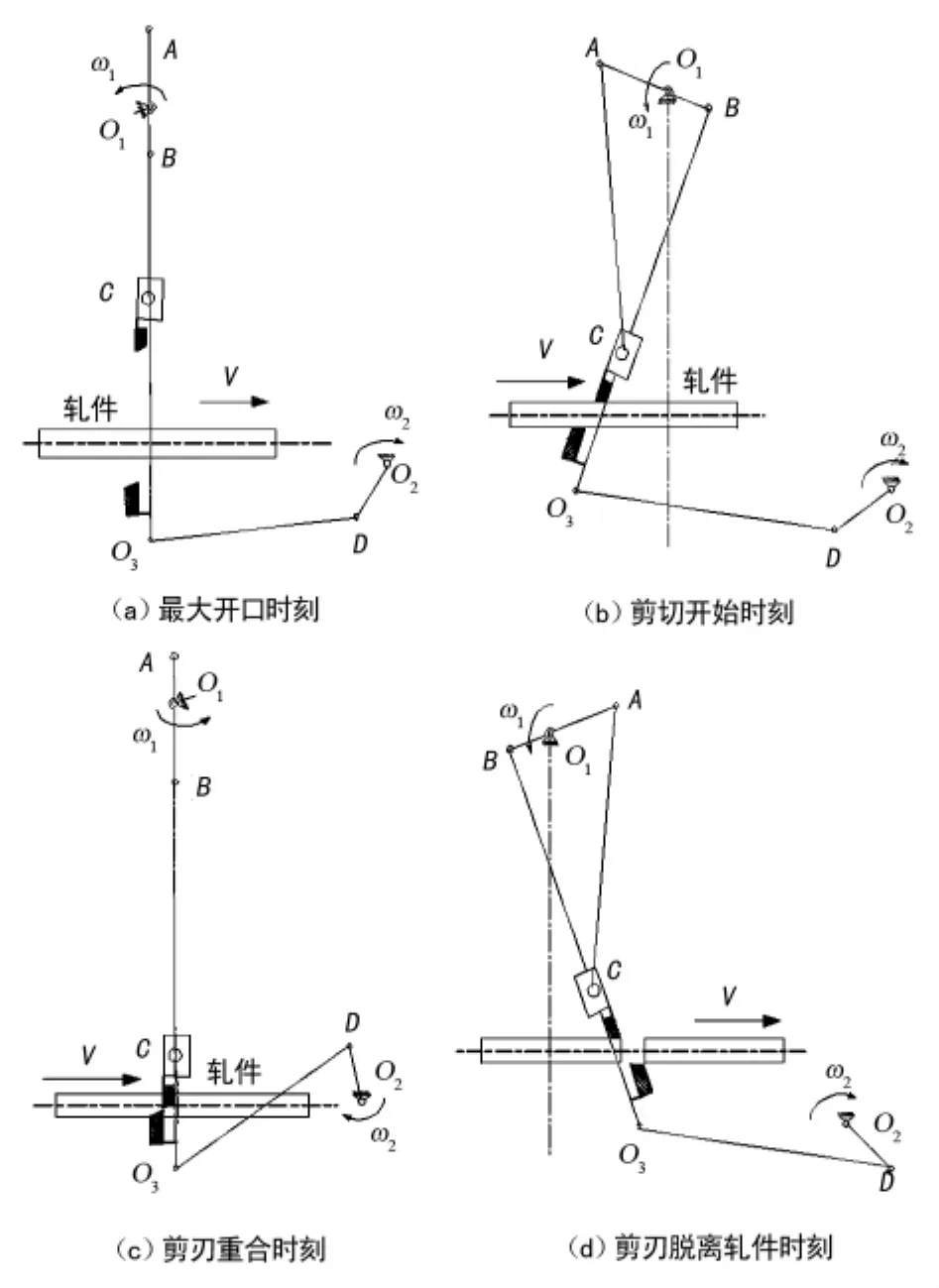
图3 摆剪不同剪切位置的结构简图
剪刃重合状态:轧件被咬入后,两剪刃的距离继续减小,直至轧件被剪断。一般对于剪切棒材,轧件不必完全剪透也可以将轧件剪断,但为了确保剪断,使上下剪刃应具有一定的重合度,重合时刻如图3 (c)所示。
剪刃脱离轧件:轧件剪断后,继续向出口摆动,当两剪刃的间隙大于轧件直径时,上下剪刃脱离轧件。该时刻摆剪结构各零件位置如图3(d)所示。
复位状态:剪刃脱离轧件后,上剪刃向上提,下剪刃向下降,双偏心曲柄和摆动曲柄都回到初始位置,飞剪只能实现一次剪切。如图3(a)所示。
3 剪刃的轨迹求解
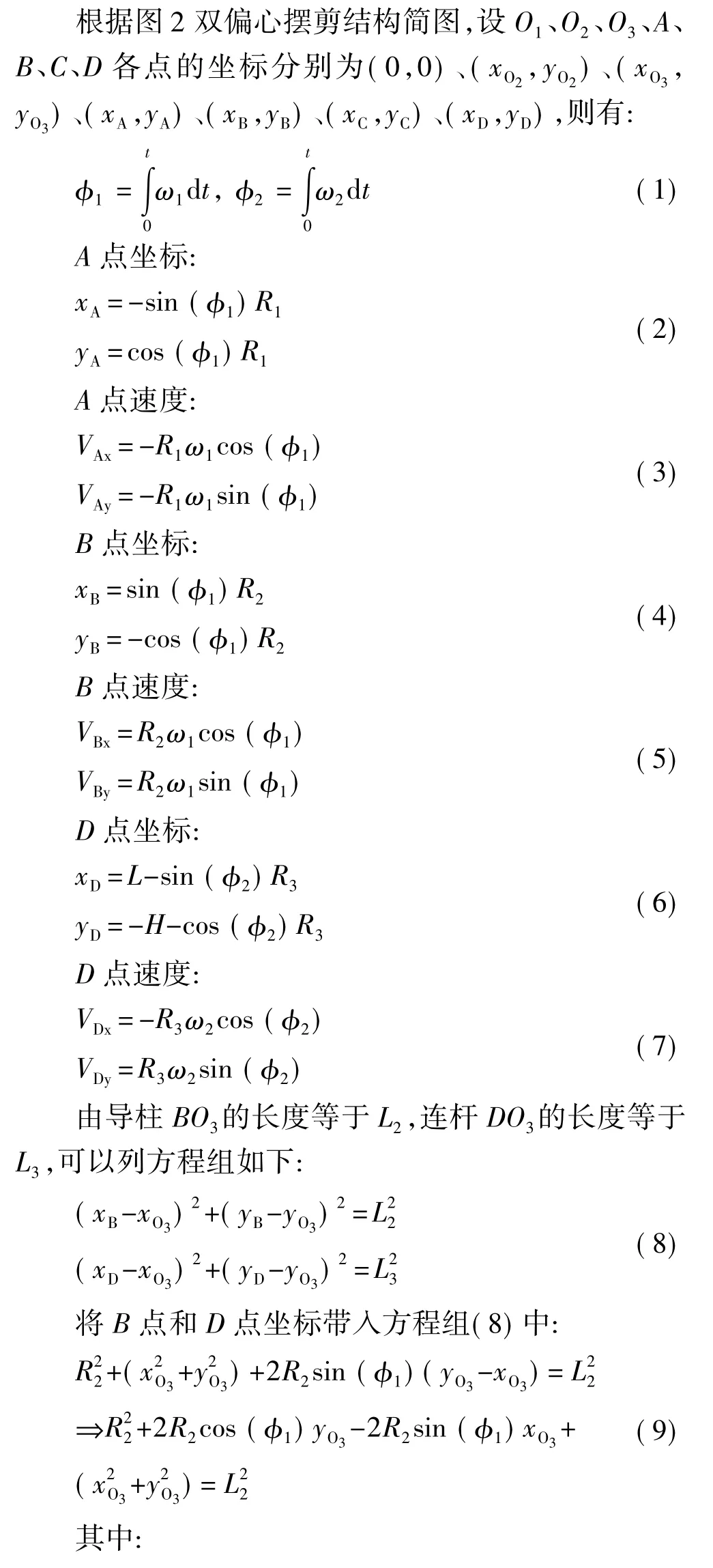

即可以得到O3的坐标值。由于方程求解过程非常繁琐,故采用MATLAB软件进行求解,得到χO3,yO3。
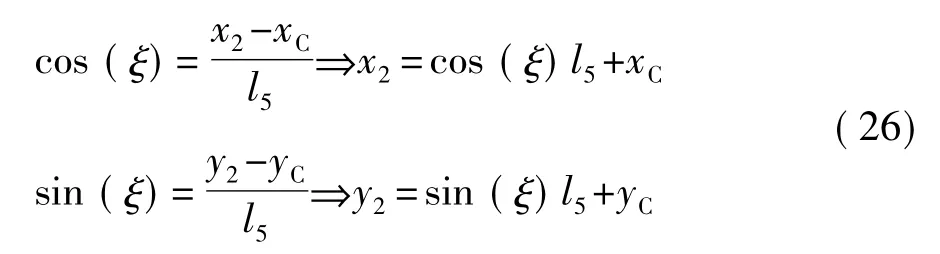
再求解C点的坐标,如图4所示,三角形ABC,其中∠BAC=α,∠ABC=β,∠BCA=γ,∠BO3D=ξ。
其中:

接下来计算剪刃的坐标,图4为上下剪刃处的局部放大图。由上图根据几何关系可以得到下剪刃和上剪刃的坐标:
至此,各点的坐标轨迹全部求得。
将式(25)和式(26)对时间t求导,就可以得到上下剪刃的速度变化规律。同样,把得到的速度变化规律对时间求导,就可得到剪刃加速度的变化规律。
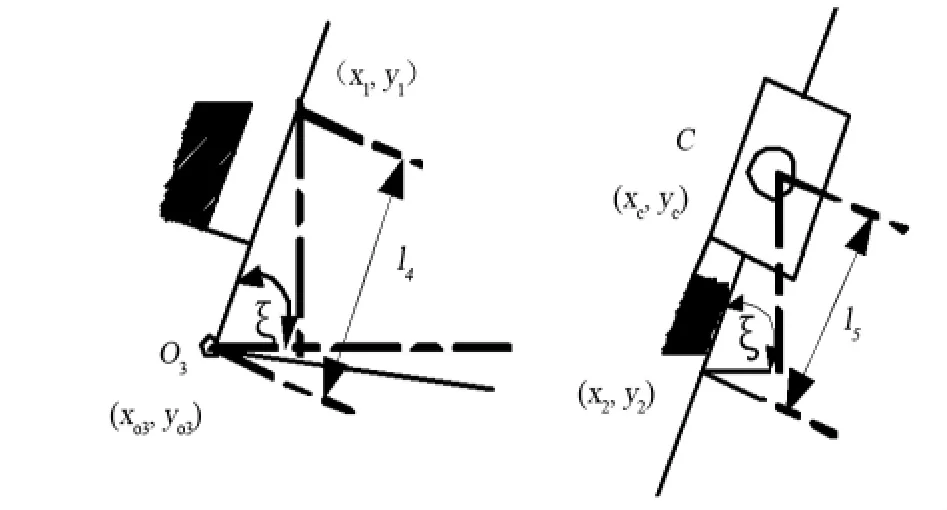
图4 摆剪上下剪刃处局部放大图
450 t双偏心曲柄摆式飞剪采用启停工作制,对于启停式飞剪机,要求它具有快速的启动段,充裕的稳速段和平稳的制动段。飞剪机通过一个减速比为4.8的减速箱由两个530 kW的直流电机驱动。图5是飞剪机主轴、摆动驱动主轴一个工作周期的速度曲线。
图5 双偏心主轴及摆动曲柄的速度曲线
将其分为3个阶段:启动加速段;平稳剪切段;制动段。
启动阶段是系统的动态响应段,通常定义成系统对阶跃信号的动态响应,即从静止到调整时间,与其对应的转角称为启动角,运动特征为变加速运动。
稳速转动段指转轴达到调整时间后,制动器开始制动以前。此阶段上下剪刃开合完成剪切任务,如稳速阶段短,不能完成剪切过程,对设备的冲击较大。
制动段是从制动器开始制动到剪刃精确定位,与其对应的转角称为制动角。此阶段通过制动器实现摩擦制动,曲轴减速直至为0。要求制动器的系统综合响应快、制动过程中动载荷变化要连续、平稳。
将速度曲线加入到摆剪运动,加载偏心轴和摆动驱动的运动参数,采用MATLAB进行运动仿真模拟,可以看到上下剪刃两个点在整个剪切周期内的运动轨迹,如图6所示。
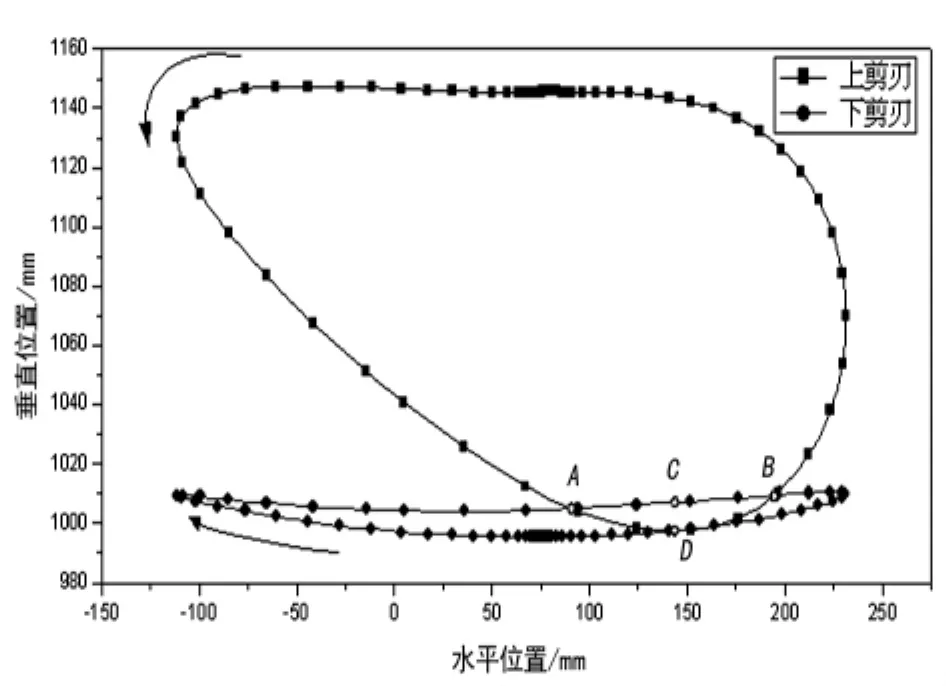
图6 上下剪刃运动轨迹
A,B点分别为两剪刃距离为0的时刻的位置,CD为剪切时剪刃的最大重叠量。根据运动规律,上下剪刃的摆动速度随摆动曲柄的转动速度有关,摆剪剪刃速度从0加速直至最大,当到达最左端时又减速到0,在这个过程中上剪刃下降,下剪刃提升。之后剪芯开始向右摆,直至基本达到最大速度时,剪刃开口为轧件直径时开始剪切,并同时等速前进,到达A点时,轧件切断。切断后,上剪刃继续下降达到D点,下剪刃继续上升达到C点,则达到最大重叠量。随着剪切进行,上、下剪刃同时提升,到B点时,两剪刃重叠量为0,直到最右端速度为0时,最后恢复到初始位置。可以看到,剪切以及切断是在初始位置的左侧进行的。
图7为上下剪刃的y向坐标随时间的变化规律。由图可以看到,当0.215 s时下剪刃先接触轧件并将轧件向上抬升,当0.485 s时,两剪刃距离达到32 mm,上下剪刃接触轧件,上下剪刃相对运动剪切轧件,在0.535 s时,剪刃间距离为0,轧件被剪断,直到0.577 5 s时剪刃重叠量达到最大9.09 mm,之后两剪刃开始分离,直到0.92 s开口达到最大值150 mm。
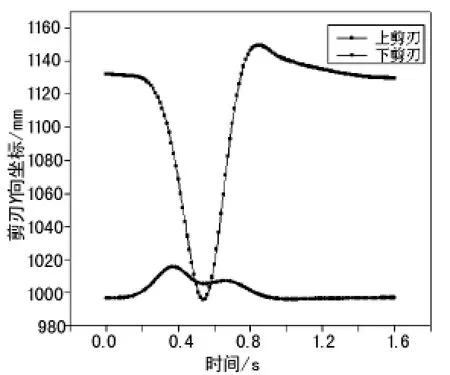
图7 上下剪刃y向坐标随时间的变化规律
4 结论
(1)对双偏心曲柄摆式飞剪的结构进行简化,得到剪切过程中4个主要的位置时摆剪的状态。
(2)根据几何关系建立了摆剪运动学方程,通过MATLAB仿真,得到上下剪刃的运动轨迹。经过分析,当0.485 s时,两剪刃同时接触轧件,剪切开始,0.535 s时,剪刃间距离为0,轧件被剪断,剪断过程历时0.05 s。
[1] 翁宇庆.轧钢新技术3000问(型材分册)[M].北京:中国科学技术出版社,2006.
[2] 王海文.轧钢机械设计[M].北京:机械工业出版社,1986.
[3] 周福尧,高越农.角钢飞剪机[J].轧钢,1991(2):67-85.
Kinematics Analysis of Double Eccentric Crank Pendulum Flying Shear
YANG Hui-jie,ZHANG Yan-ju,GAO Ya-nan,HAO Rui-chao
(Chengde Steel of Hebei Iron and Steel Group Corporation,Chengde Hebei 067002,China)
The structure of 450 tons double eccentric crank pendulum flying shear is simplified.According to the geometric relations of the main node of pendulum shear,the kinematics mathematical model is established.The simulation is done on this basis and the trajectory of the up and down shear blade motion can be obtained.Finally,according to the trajectory,a detailed analysis of the shearing process is done which provides a theoretical reference for analyzing the matching of the two drives of pendulum shear.
pendulum shear;double eccentric;kinematics
TH123
A
1007-4414(2013)05-0004-04
2013-09-04
杨慧洁(1986-),女,河北承德人,助理工程师,主要从事冶金机械设备设计与管理方面的工作。
