皮带机的使用和维护
2013-04-25张晋
张晋
1 前言
皮带输送机作为一种可连续输送的通用设备,在工业生产中广泛应用,可以运送块状、散粒状物料,也可用来输送如袋装水泥等成件物品,是最常见的输送设备之一。它具有效率高、运输距离长、动力消耗低、结构简单、工作平稳可靠、操作方便、噪音污染小等优点,其主要缺点是倾斜输送时受最大允许倾角限制,不宜沿水平面改变输送方向,不宜输送高温物料等。在水泥工厂中通常用于矿山、破碎、包装、喂料、计量及堆取料等场合。
2 结构特点
皮带输送机由皮带、机架、驱动滚筒、改向滚筒、承载托辊、回程托辊、张紧装置、清扫器等零部件组成。
普通皮带运输机的爬坡角度一般不大20°,具体应视所输送物料的休止角决定。
皮带运输机的驱动装置由单个或多个驱动滚筒驱动,驱动电机可以是单个电机或多个电机。一般驱动装置由电动机、减速机、液力耦合器、制动器或逆止器等组成。
皮带运输机的电气保护和控制装置主要有拉绳开关、皮带跑偏检测开关、皮带打滑检测、皮带防撕裂检测、料流检测、堵料检测、皮带秤等。
皮带运输机所用的皮带有多种选择,如钢芯带、帆布芯带、尼龙带、聚酯带等。载荷较小的皮带运输机一般选择帆布带,皮带的载荷较大时可采用钢芯带。
皮带运输机的输送能力可以为每小时几十吨到每小时上万吨,皮带的宽度可以从100~2600mm。
皮带运输机的张紧装置有多种形式,如重锤张紧、螺旋张紧、液压张紧等。
皮带运输机的托辊一般采用槽形托辊组、平行托辊组,个别情况采用吊挂式托辊组。
皮带运输机根据使用的场所不同,有固定式和移动式之分;按运行方向可分为单向和可逆式等。
3 主要故障原因及处理办法(表1)
4 维护、保护及使用
针对皮带机在使用中出现的各类问题,按照表1中处理办法进行日常检查和维护,同时在日常工作中,还总结了一些技改技巧。
4.1 皮带跑偏的调整
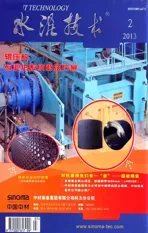
(1)调整承载托辊组
皮带在皮带机的中部跑偏时可通过调整托辊组在中间架上长孔的位置来调整跑偏(见图1)。即皮带偏向哪一侧,托辊组的哪一侧就朝皮带前进的方向前移,或另外一侧后移。
(2)安装调心托辊组
一般在短皮带或可逆皮带机上采用此方法比较合理,原因是较短皮带机更容易跑偏并且不容易调整,而长皮带运输机最好不采用此方法,因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
(3)调整驱动滚筒与改向滚筒的位置
调整驱动滚筒与改向滚筒的位置是调整皮带跑偏的重要环节。因为一条皮带至少有2~5个滚筒,所有滚筒的安装位置必须垂直于皮带机运行的中心线,若偏差过大皮带就会跑偏,其调整方法与调整托辊组类似。对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,如皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移;尾部滚筒的调整方法与头部滚筒刚好相反。调整方法见图2。
(4)张紧处的调整
皮带张紧处的调整是一种常见办法。重锤张紧处上部的两个改向滚筒除应垂直于皮带长度方向以外,还应垂直于重力垂线,即保证其轴中心线水平。使用螺旋张紧或液压油缸张紧时,张紧滚筒的两个轴承座应当同时平移,以保证滚筒轴线与皮带纵向方向垂直。具体的调整方法与滚筒处的调整类似。

表1 主要故障及原因、处理办法
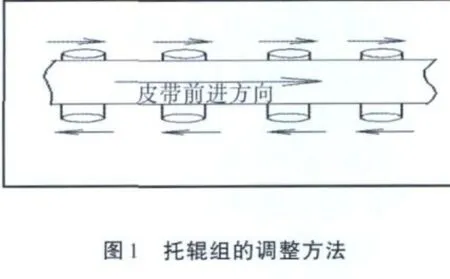

(5)转载点处落料位置对皮带跑偏的影响
物料的落料位置对皮带的跑偏有非常大的影响,尤其两条皮带机在水平面的投影成垂直时影响更大。通常应当考虑转载点处上下两条皮带机的相对高度。相对高度越低,物料的水平速度分量越大,对下层皮带的侧向冲击也越大,同时物料也很难居中,致使皮带横断面上的物料偏斜,最终导致皮带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在设计过程中应尽可能地加大两条皮带机的相对高度。对受空间限制的皮带机的上下漏斗、导料槽等的形式与尺寸更应认真考虑。一般导料槽的的宽度为皮带宽度的三分之二左右比较合适。为减少或避免皮带跑偏,可增加挡料板阻挡物料,改变物料的下落方向和位置(见图3)。
(6)可逆皮带机跑偏的调整
可逆皮带机跑偏的调整比单向皮带机的调整相对要困难许多,在具体调整时应先调整某一个方向,然后调整另外一个方向。调整时要仔细观察皮带运动方向与跑偏趋势的关系,逐个进行调整。重点应放在驱动滚筒和改向滚筒的调整上,其次是托辊的调整与物料落料点的调整。
4.2 撒料的处理
(1)转载点处的撒料
转载点处撒料主要是在落料斗、导料槽等处。如皮带运输机严重过载,皮带运输机的导料槽挡料橡胶裙板损坏,导料槽处钢板设计时距皮带较远,橡胶裙板比较长,使物料冲出导料槽。上述情况可以在控制运送能力、加强维护保养上得到解决。
(2)凹段皮带悬空时的撒料
当凹段曲率半径较小时会使皮带产生悬空,此时皮带成槽情况会发生变化,槽角变小,使部分物料撒出来。因此,在设计阶段应尽可能地采用较大的凹段曲率半径来避免此类情况的发生。
(3)跑偏时的撒料
皮带跑偏时的撒料是因为皮带在运行时两个边缘高度发生了变化,一边高,另一边低,物料从低的一边撒出,处理的方法是调整皮带的跑偏。
4.3 皮带打滑的解决
(1)重锤张紧式皮带机打滑。此类皮带机在皮带打滑时可通过添加配重来解决,添加到皮带不打滑为止,但不应添加过多,以免使皮带承受不必要的过大张力而降低皮带的使用寿命。
(2)螺旋张紧或液压张紧皮带机的打滑。此类皮带机出现打滑时可调整张紧行程来增大张紧力,但有时张紧行程已不够,皮带出现了永久性变形,这时可将皮带截去一段重新进行粘接处理。
(3)在使用尼龙带或EP时要求张紧行程较长,当行程不够时也可重新硫化或加大张紧行程来解决。
4.4 压料时连锁保护
在日常生产中,经常出现因下料不稳而造成皮带机超载运行的情况,严重时会压死皮带、烧毁电机、磨断皮带。为此,在有改造条件的控制系统单独设计一个PLC控制单元,按照皮带机的额定电流或皮带上实际料量大小所对应的电流值,分别设定出空载值、正常运行值、报警值、跳停值,通过皮带机的电流变化对系统设备进行连锁保护,从而杜绝因压料造成的设备事故,确保生产的连续进行。
4.5 通过电流自动记录对生产量进行考核
在现代企业生产中,员工的工作绩效在很大程度上是通过对该员工工作量的考核来评定的,而在有些生产岗位,只能反映出集体的劳动结果,对每一个员工,还缺乏必要的区分,如原燃材料堆场的作业;通过生产实践,发现可以通过对输送物料的皮带机的电流变化来统计生产量的完成情况。具体做法是统计皮带上实际料量大小所对应的皮带机电流值,分别设定出空载段、正常运行段,并在DCS系统的报表统计中进行生产核算,作为员工生产量完成的考核依据,同时设定报警值和跳停值,对系统设备进行必要的连锁保护,从而杜绝因过载而造成的设备事故。
4.6 耐热皮带在使用中应注意的问题
根据多年的使用经验,笔者认为在输送熟料等有一定温度的物料时,应选用耐热皮带,而且在使用中要注意以下问题:
(1)在选用耐热皮带时,耐热温度应适当高一个等级;
(2)皮带粘接不宜采用冷粘方法,而应使用硫化的粘接工艺;
(3)皮带硫化温度及保温时间的选择:按照硫化机的使用说明书要求,硫化温度为145±5℃、保温25min,我们经长期使用摸索后认为,原要求的硫化温度和时间偏低,接头强度并未达到最佳,耐热皮带硫化温度为160±5℃、保温45min为宜。
(4)由于不同厂家、不同耐热温度、不同批次的耐热皮带,其硫化所用的原胶成分是不一样的,而硫化原胶要求必须使用同一厂家、同一批次、同一成分组成的,因此选用耐热皮带时,最好是同一个厂家、同一耐温系列、同样线层厚度的产品。
4.7 皮带层数的确定和长度的计算
在运送熟料等有一定温度的物料时,经长期运行的耐热皮带,其内部的帆布层颜色逐渐变为似灼烧后的淡黄色,说明温度通过橡胶层将热量逐步传递到帆布层,长期运行后,皮带的抗拉强度必然会下降,给皮带的安全运行带来隐患,因此,在对皮带层数的选择时,应增加上胶的厚度,减少下胶厚度,适当减少帆布层数。
在皮带长度的确定上,按设计规范计算,往往会造成10m多的浪费,经实践,笔者认为皮带长度的确定应为:头尾轮中心距离×2+头轮的圆周长+2~4m(取决于皮带的宽度和接头形式)+(3m—垂直拉紧装置时)。
5 皮带机的安全使用
皮带机是一种在工矿企业广泛使用的输送设备,由于其结构简单、运行速度相对较慢,因此员工在使用、操作、维护中对其安全性和安全防护工作往往疏忽大意,由此引起的人身安全事故非常普遍。在我公司,仅仅3年时间,因皮带造成的伤害事件占到了总事故量的70%,重伤也占到了一半,伤害的主要点在机头和机尾滚筒处。为避免类似人身伤害事件的再次发生,在皮带机的使用中应做好以下几点:
(1)加强安全培训工作,从设备结构、运行特点、事故多发点、案例分析等作全面培训。
(2)加强设备安全防护工作,在头尾滚轮处安装简易防护网,防止人的肢体接触到这些运转部位,设置紧停控制装置,缩短故障时间。
(3)制定详实的操作规范,并在执行中严格管理。
[1]刘志江.新型干法水泥技术[M].北京:中国建材工业出版社,2005.
[2]郭俊才.水泥工厂实用技改新技术[M].北京:中国建材工业出版社,2000.