滚塑成型用LLDPE加工性能的实验室评价
2013-03-26程志凌陈华赉贾秀丽
程志凌,陈华赉,郭 锐,贾秀丽
(中国石油化工股份有限公司齐鲁分公司研究院,山东省淄博市 255400)
滚塑成型工艺起源于英国,20世纪50年代在欧洲得到很大发展,后于20世纪60年代引入我国,使用的原料大部分是线型低密度聚乙烯(LLDPE),也有聚氯乙烯、高密度聚乙烯、交联聚乙烯等。滚塑成型过程和一般的塑料加工过程不同,因此,采用常见的毛细管流变等分析方法无法评价树脂在滚塑过程中的加工行为。密度、熔体流动速率(MFR)相似的LLDPE树脂在滚塑成型过程中会出现较大差异。本工作在实验室初步评价了滚塑成型用LLDPE的加工性能。
1 实验部分
1.1 原料
滚塑成型用LLDPE,试样1和试样2,均为市售。
1.2 试验设备
6942型熔体质量流动速率测试仪,6001型密度测试仪,均为意大利Ceast公司生产;AG-5000A型万能材料试验机,日本岛津公司生产; D-H100型密度计,日本东洋精机生产;Water5150c型凝胶渗透色谱仪,美国Waters公司生产;RS150型应力流变仪,德国Hakke公司生产;ROTO-S-1-1000型滚塑试验机,中科滚塑设备研究所生产。
1.3 性能测试
MFR按照GB/T 3682—2000测试;树脂密度按照GB/T 1033.2—2010测试,制品密度按照GB/T 1033.1—2008(浸渍)测试;拉伸性能按照GB/T 1040.2—2006测试;Izod冲击强度按照GB/T 1843—2008测试;弯曲性能按照GB/T 9341—2008测试。
相对分子质量及其分布采用凝胶渗透色谱法测试,温度为150 ℃,溶剂为1,2,4-三氯苯,流速为(1.0±0.1)mL/min。
储能模量(G')、耗能模量(G")、损耗角正切(tanδ)、零切黏度(η0)、弹性形变(γe0)、特性松弛时间(λ0)采用应力流变仪测试,剪切应力为10 Pa,温度为190 ℃,在0.01~100.00 Hz的扫描频率(f)内剪切120 s。停止剪切,记录试样形变随时间的变化。
2 结果与讨论
2.1 基本物性
从表1可以看出:两个试样的基本物性无较大差别。试样1的密度、弯曲应力、弯曲模量及拉伸屈服应力较高,Izod缺口冲击强度略差。
2.2 相对分子质量及其分布
从表2可以看出:两个试样的相对分子质量及其分布比较接近。由于两个试样的基本物性比较接近,所以,其加工性能应该比较接近。
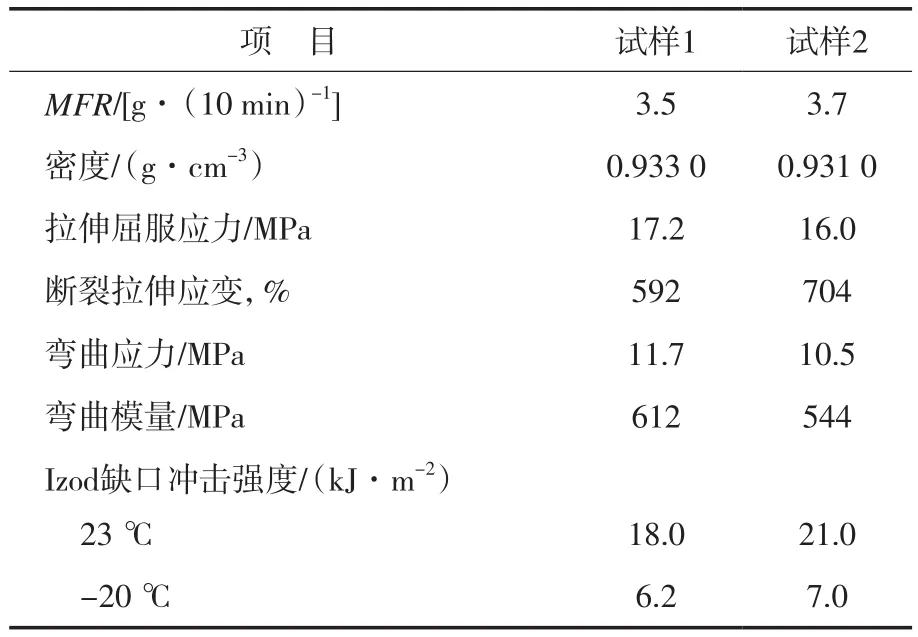
表1 LLDPE的基本物理性能Tab.1 Basic physical properties of the LLDPE resins
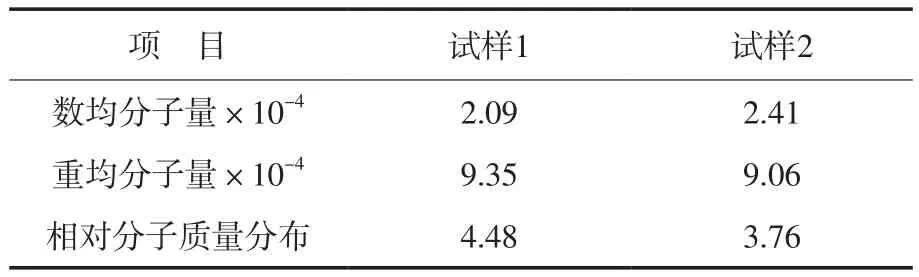
表2 LLDPE的的相对分子质量及其分布Tab.2 Relative molecular mass and its distribution of the LLDPE resins
2.3 滚塑制品性能
滚塑成型过程中影响制品性能的因素较多,主要包括基础树脂性能、粉末颗粒形态、加工工艺(加热时间、加热温度、主轴和辅轴的转速)等。为了考察树脂性能对滚塑制品性能的影响,将其他影响因素固定,只改变树脂在同一模具内的加热温度及加热时间。
评价滚塑制品的主要性能有低温冲击强度和制品内气泡的数量,用密度来表征制品内气泡的数量。密度增加,说明制品内的气泡数量减少。这是因为随着加热时间的延长,熔体流动性提高,气体分子容易从熔体中扩散出去[1]。将LLDPE研磨成粉末后,固定每次加入树脂粉末的质量,以得到壁厚基本一致的制品。从表3可以看出:210 ℃加热20 min后,两个试样虽然都有未熔融的粉料,但是试样2的制品密度大,低温缺口冲击强度高。在相同的加工温度下,试样2可以用较短的时间获得较好的制品性能,这可提高滚塑制品的生产效率,即试样2的加工性能较好。
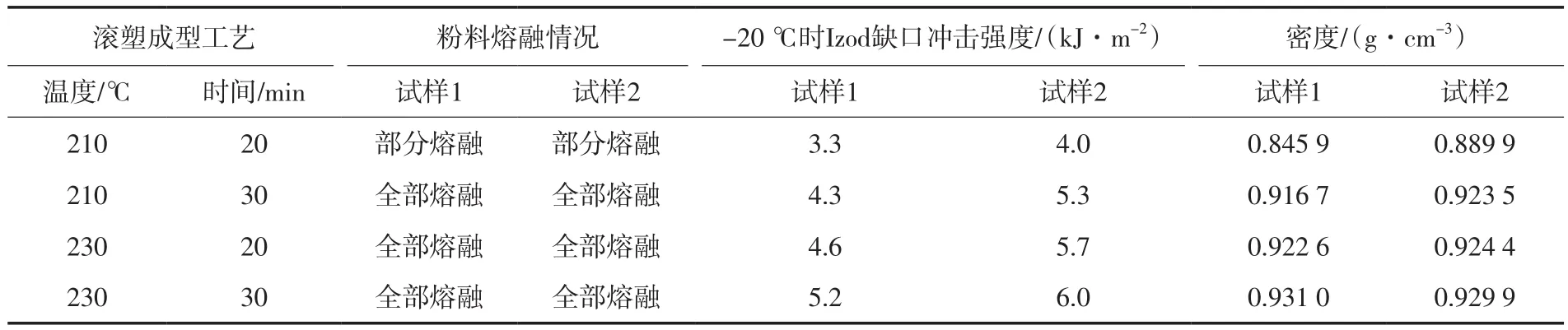
表3 用LLDPE滚塑成型的制品性能Tab.3 Properties of rotational moulding products of the LLDPE resins
2.4 流变行为
滚塑成型时,模具转速很低。在低转速下,塑料原料受重力的作用始终保持在型腔的底部。随着热模具的转动,塑料原料不断流动。当模具加热到一定程度时,塑料原料开始黏附到模腔的内表面上。已黏附到模腔上的塑料原料薄层得到进一步加热,熔合在一起形成所需形状。随着模具沿两个方向的轴线不停地转动,模腔的所有内表面连续不断地与塑料原料接触。由此看出,滚塑成型是一种无剪切、低应力的过程,与其他加工工艺有明显区别。因此,应该考察树脂在尽量低的剪切条件下的流变行为。
从图1看出:在整个f范围内,两个试样的G'和G"随f的变化几乎相同,说明二者具有相同的分子链结构[2]。从图1还看出:在实验条件下,两个试样的动态流变性能极其接近。因此,G',G",tanδ无法反映两个试样在加工性能上的差异。
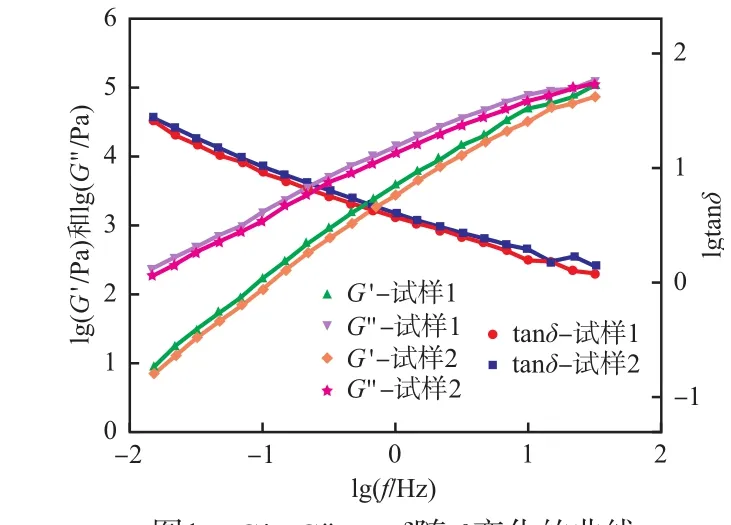
图1 G',G",tanδ随 f 变化的曲线Fig.1 Variation of G', G" and tanδ with the scanning frequency
从表4看出:试样2的η0比试样1低25%,因此,在加工过程中试样1不易流动;试样2的γe0,λ0分别比试样1低26%,46%,造成试样1粉末在受热过程中不易熔接。综合图1中的tanδ结果(试样1的tanδ小),说明与试样2相比,试样1不易分散能量,树脂的弹性成分多于黏性成分,而弹性成分会妨碍树脂颗粒的熔接[3]。
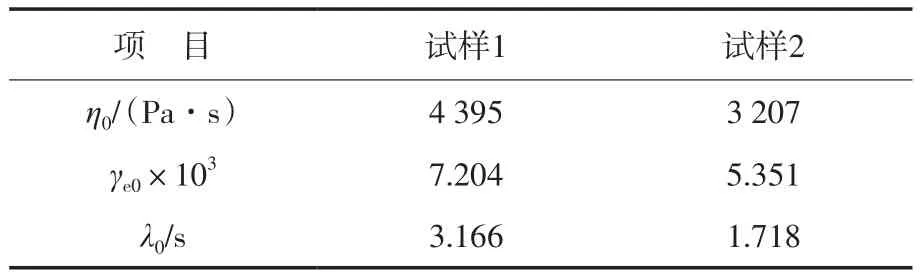
表4 LLDPE的η0,γe0,λ0Tab.4 η0, γe0 and λ0 of the LLDPE resins
综上所述,试样1和试样2加工性能的差异可由LLDPE树脂的黏弹性差异来进行初步评价。
3 结论
a)MFR、密度相近的LLDPE树脂,其滚塑成型时的加工性能有较大差异。
b)滚塑成型用LLDPE树脂的黏弹性对其加工性能有影响,因此,可以采用评价LLDPE黏弹性的方法初步评价滚塑成型用树脂的加工性能。
[1] 王政,杨荆泉,陈世谦.塑料旋转模塑制造技术[J].北京:化学工业出版社,2003: 194-196.
[2] 刘伟.茂金属聚烯烃的制备、性能及应用研究[D].北京: 石油化工科学研究院,2001: 119-120.
[3] Rod G, Mark W. The effect of viscoelastic properties on molding performance of polyethylene resins[J]. Rotation, 1999(9):36-41.
