PA 6/EPDM-g-MAH/HDPE 三元共混物的形态与力学性能
2013-03-26杨鸣波
王 伟,窦 睿,尹 波,杨鸣波
(四川大学高分子科学与工程学院,高分子材料工程国家重点实验室,四川省成都市 610065)
与开发新的聚合物材料相比,聚合物共混改性由于成本低,且能结合各组分的优异性能而被广泛应用[1-5]。众所周知,聚合物共混物的性能在很大程度上依赖于加工过程中所形成的形态结构,但通过两相共混往往很难达到所需性能要求,因此,三元或者多元共混体系的研究开发近年来引起了工业界和学术界的广泛关注,如何预测和控制共混物的相形态成为新的研究热点。大量研究表明,聚合物共混物的相形态很大程度上受界面张力、黏度比、剪切应力和加工条件等因素的影响[6]。聚酰胺(PA)6 作为一种工程塑料,其较低的缺口冲击强度限制了其应用范围。采用聚烯烃类橡胶弹性体对PA 6 进行共混增韧改性是一种十分有效的手段。但是,为了达到理想的冲击强度,仅单纯地添加橡胶粒子,往往会造成模量的大量损失。本工作通过构造PA 6/马来酸酐(MAH)接枝三元乙丙橡胶(EPDM)(EPDM-g-MAH)/高密度聚乙烯(HDPE)三元共混物的特殊相形态,在显著提高PA 6冲击强度的同时,也避免了模量的明显降低。
1 实验部分
1.1 主要原料
PA 6,AKULON F136-C,荷兰帝斯曼有限公司生产;EPDM-g-MAH,Bondyram® 7003,熔体流动速率(MFR)为7 g/10 min(按ASTM D 1238—2010测试,负荷10.00 kg,温度230 ℃),以色列普利朗工业有限公司生产;HDPE,DGDA6098,密度为 0.95 g/cm3,MFR为11 g/10 min(按GB/T 3682—2000测试,负荷2.16 kg,温度190 ℃),中国石油化工股份有限公司齐鲁分公司生产。
1.2 主要仪器与设备
SHJ-20型同向旋转双螺杆挤出机,南京杰恩特有限公司生产;PS40E5ASE型精密注塑机,日本日精树脂工业株式会社生产;INSPECT F型场发射扫描电子显微镜,美国FEI公司生产;AGS-J型万能材料试验机,日本岛津公司生产。
1.3 试样制备
将PA 6在80 ℃的条件下干燥12 h,再将PA 6,EPDM-g-MAH,HDPE按配方(见表1)用双螺杆挤出机直接混合,挤出造粒,挤出温度为190~240℃。挤出粒料在80 ℃条件下干燥12 h后,用注射机制成标准样条,注射温度为250 ℃。
表1 共混物配方Tab.1 Recipe of the blends %
1.4 测试与表征
将试样置于液氮中,30 min后脆断,经喷金后用扫描电子显微镜(SEM)观察断面形态,加速电压为20 kV。按照ASTM D 638—2008测试拉伸性能,拉伸速率为50 mm/min,每组试样至少测试6次,取平均值。Izod缺口冲击强度按GB/T 1843—2008制备样条,按ASTM D 256—2010测试,每组试样至少测试 6 次,取平均值。
2 结果与讨论
2.1 力学性能
从图1可以看出:无论是PA 6/EPDM-g-MAH二元共混物还是PA 6/EPDM-g-MA/HDPE三元共混物,都能明显提高PA 6的缺口冲击强度。对于二元共混物,随着EPDM-g-MAH含量的增加,其缺口冲击强度显著上升。而对于三元共混物,其增韧效果更为明显,w(EPDM-g-MAH)为15%时,其缺口冲击强度已达85.83 kJ/m2,是纯PA 6缺口冲击强度的9倍,是同等EPDM-g-MAH含量二元共混物的2倍;继续增加EPDM-g-MAH用量,缺口冲击强度略有升高;当w(EPDM-g-MAH)增加到25%时,缺口冲击强度则开始下降。因此,w(EPDM-g-MAH)为20%时,三元共混物的缺口冲击强度达到最佳,为89.17 kJ/m2。
在实际应用过程中不仅需要考虑聚合物材料的韧性,还应该考虑材料的模量及强度。橡胶相粒子的加入,在增韧的同时会降低基体的模量,对于上述三元共混物,从图2可以看出:EPDM-g-MAH的加入一定程度上降低了其拉伸弹性模量,w(EPDM-g-MAH)分别为15%和20%的试样,在保持较好冲击强度的同时,拉伸弹性模量并没有大幅降低,基本还能维持在一个较高的水平。
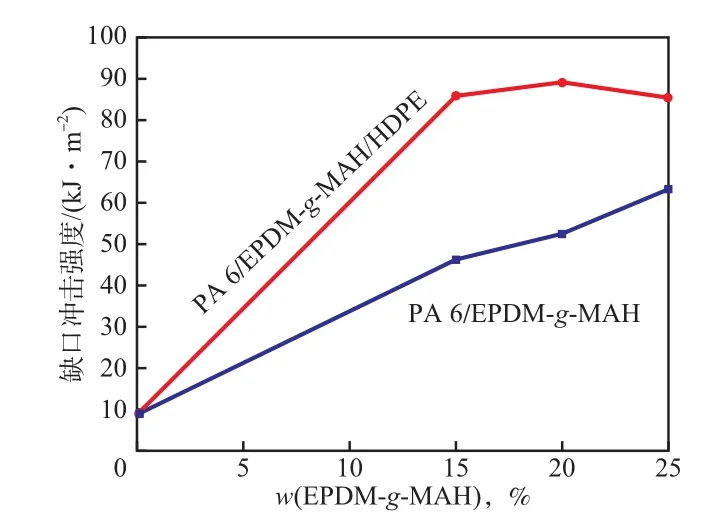
图1 PA 6/EPDM-g-MAH及PA 6/EPDM-g-MAH/HDPE共混物的缺口冲击强度Fig.1 Notched impact strength of the PA 6/EPDM-g-MAH binary blends and PA 6/EPDM-g-MAH/HDPE ternary blends
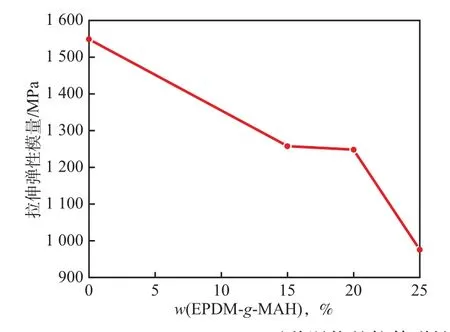
图2 PA 6/EPDM-g-MAH/HDPE三元共混物的拉伸弹性模量Fig.2 Modulus of elasticity in tension of the PA 6/EPDM-g-MAH/HDPE ternary blends
2.2 形态分析
2.2.1 挤出造粒(经历一次剪切流动)共混物的形态结构
通过铺展系数的计算,可以从热力学角度预测PA 6/EPDM-g-MAH/HDPE三元共混物的形态结构是:在以PA 6为基体的条件下,共混物形成以HDPE为核,EPDM-g-MAH为壳的壳核结构[7]。但是,共混物的形态结构不仅受热力学因素的影响,同时也受动力学条件的控制。在PA 6含量下降的过程中,体系必定会出现相反转,共混物也会出现一些转变的亚稳态结构。
从图3看出:当m(PA 6)/m(EPDM-g-MAH)/m(HDPE)为70∶15∶15(试样1)时,共混物形成以PA 6为基体,EPDM-g-MAH包覆HDPE的壳核结构为主,这也是这样一个三相体系在以PA 6为基体时的热力学稳定状态。当w(PA 6)降至60%(试样2)时,三元共混物呈现出一种复杂的多重包覆结构,这是由于橡胶粒子和HDPE粒子含量较高时,虽然体系仍然倾向于形成稳定的壳核结构,但受到黏度和加工条件等因素的影响,体系很难在一次剪切下形成完善的壳核结构,而是形成了热力学亚稳态的多重包覆结构。w(PA 6)进一步降至50%(试样3)时,则可以看到EPDM-g-MAH相出现了连续的层状结构,体系倾向于形成共连续结构。当PA 6含量降至更低值(试样4)时,出现了明显的相反转,PA 6以分散相的形式存在,并且分散相粒子清晰可见,此时HDPE为基体连续相。
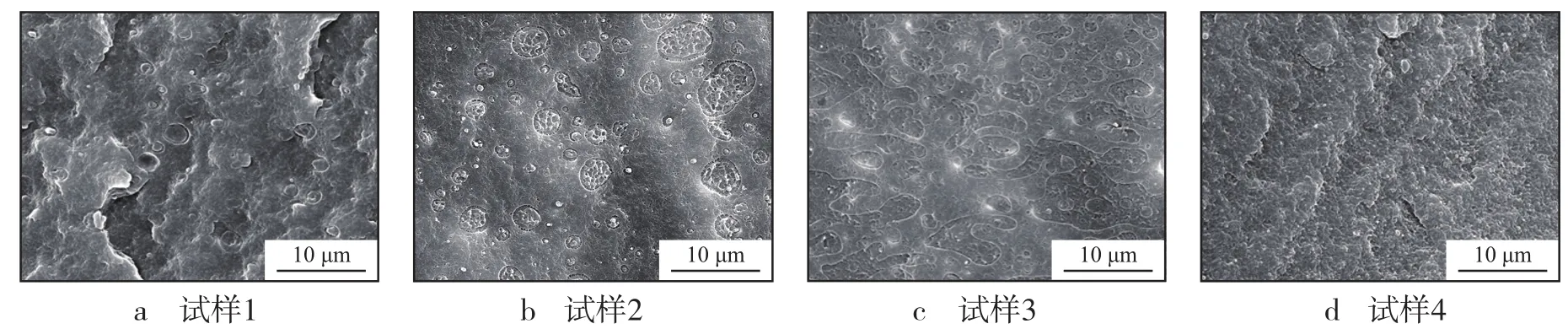
图3 PA 6/EPDM-g-MAH/HDPE三元共混物挤出一次的断面SEM照片Fig.3 SEM photos of the fracture surface of PA 6/EPDM-g-MAH/HDPE ternary blends through first shearing
2.2.2 共混物经注塑(二次剪切)后的形态结构
通常共混物都不只是简单的经历一次加工,挤出机只是被作为一种混料设备来使用,在后续的加工过程中,材料势必还会经受二次剪切流动,上述形成的热力学上的亚稳态结构很有可能在二次剪切流动过程中发生改变。从图4看出:对于热力学稳定的壳核结构,在经历二次剪切流动后,依然能够稳定存在(试样1)。但是对于前面提到的多重包覆结构,在二次剪切作用下,很大一部分多重包覆粒子中的HDPE出现了明显的团聚现象,形成了粗大的壳核粒子,也就是体系倾向于向热力学稳定状态发生转变(试样2)。而共连续结构在二次剪切作用下,则向多重包覆结构发生转变,也就是向热力学稳定状态靠拢(试样3)。从图4还看出:这种多重包覆粒子包覆层显得非常薄,因此不具有最佳的增韧效果。当w(PA 6)降至40%(试样4)时,由于体系出现相反转,二次剪切对其形态结构并没有太大的影响。

图4 PA 6/EPDM-g-MA/HDPE 三元共混物经注塑(二次剪切)后断面的SEM照片Fig. 4 SEM photos of the fracture surface of PA 6/EPDM-g-MA/HDPE ternary blends through injection molding (secondary shear)
从上面的形态分析可以看出:这种二次剪切流动,能够使热力学不稳定的多重包覆结构和共连续结构向更为稳定的壳核结构发生转变(见图5)。
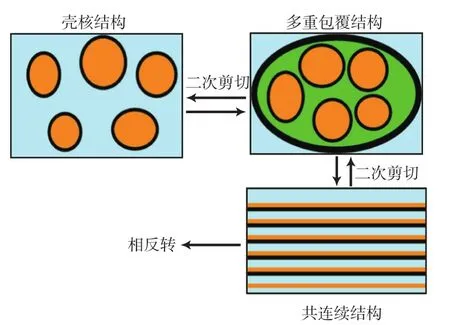
图5 二次剪切对PA 6/EPDM-g-MAH/HDPE三元共混物形态结构演变影响示意Fig.5 Influence schematic of secondary shear on the morphologyof PA 6/ EPDM-g-MAH/HDPE ternary blends
3 结论
a)与PA 6/EPDM-g-MAH二元共混物相比,PA 6/EPDM-g-MAH/HDPE三元共混物具有更好的增韧效果,并能够避免其拉伸弹性模量的明显降低,尤其是具有热力学稳定的壳核结构及亚稳态多重包覆结构的共混试样。
b)受到黏度和加工条件等因素的影响,在基体含量变化的情况下,共混物依次可以形成壳核结构、多重包覆结构以及共连续结构。在二次剪切的作用下,热力学不稳定的多重包覆结构和共连续结构具有向更为稳定的壳核结构发生转变的倾向。
[1] Utracki L A. History of commercial polymer alloys and blends[J].Polym Eng Sci, 1995, 35(1):2-17.
[2] Kudva R A, Keskkula H, Paul D R. Properties of compatibilized nylon 6/ABS blends:Part Ⅱ. Effects of compatibilizer type and processing history[J]. Polymer,2000,41(1):239-258.
[3] Johnsen B B, Kinloch A J, Taylor A C. Toughness of syndiotactic polystyrene/epoxy polymer blends: microstructure and toughening mechanisms[J]. Polymer,2005,46(18):7352-7369.
[4] Yin Bo, Zhao Yin, Yu Runze, et al. Morphology development of PC/PE blends during compounding in a twin-screw extruder[J].Polym Eng Sci,2007,47(1):14-25.
[5] Yin Bo, Zhao Yin, Yang Wei, et al. Polycarbonate/liquid crystalline polymer blend: crystallization of polycarbonate[J].Polymer,2006,47(25):8237-8240.
[6] Nauman E B,David Qiwei He. Nonlinear diffusion and phase separation[J]. Chem Eng Sci,2001,56(6):1999-2018.
[7] Li Lanpeng, Yin Bo, Zhou Yin, et al. Characterization of PA 6/EPDM-g-MA/HDPE ternary blends: the role of core-shell structure[J]. Polymer,2012,53(14):3043-3051.
