一种加工板条类零件面上的孔的方法
2013-03-25邢大磊周丽
邢大磊, 周丽
(许昌烟草机械有限责任公司机加一分厂,河南许昌461000)
1 板条零件加工中存在的问题
零件上孔的加工方法有很多种,可定位圆心后在普通钻床上钻出,也可计算编程后在数控机床上钻出。在我公司的一次任务中,要求在一批板条零件面上加工出一排等距的孔,如图1所示。
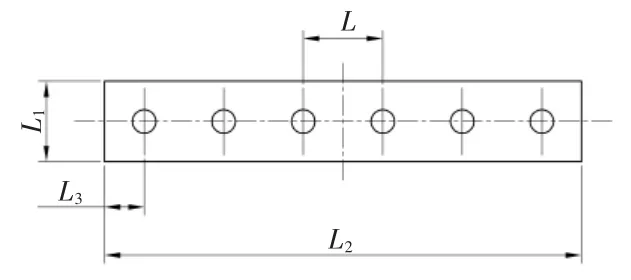
图1 板条
由于板条长度较长且孔的个数较多、排列整齐,如果在普通钻床上加工,划线定位孔的圆心位置时,将产生较大的累积误差,严重影响加工精度;而在数控机床上加工时,一般数控机床难以实现,必须在数控龙门式钻床上加工。综合考虑零件的数量、价值等因素,数控加工的精度虽然很高,但成本较高。为了以较低成本简单快速地加工出较高精度的板条面上的等距孔,我厂采用了一种使用夹具在普通钻床上加工板条面上的孔的方法。
2 利用夹具加工板条类零件面上的孔的方法

图2 基础板
该方法用到的工具有基础板图2、对板、定位销、定位板、钻套、螺栓、螺母、垫片、扳手等。在已知孔的位置尺寸和直径R的前提下,使用基础板上的刻度单位进行划分,用对板确定定位板的位置,然后利用定位销、钻套钻孔(图3)。具体步骤如下:
(1)在基础板一端上固定定位板1,先确定定位板4的位置,再用对板精确定位出距离L3。
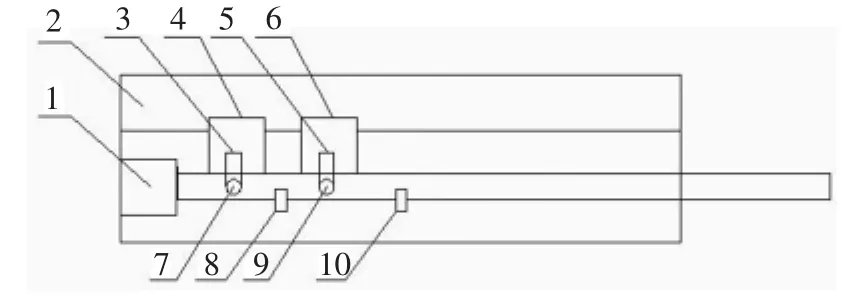
图3 加工示意图
(2)在基础板上固定定位板6,用对板确定距离L。
(3)调整定位板4、6上的滑块,用对板确定出钻套中心到定位板的距离L1/2。
(4)用螺母把待钻板条固定在基础板上,使板条一端顶紧定位板1的左侧面,板条的侧面紧贴定位板4的侧面,借助定位板4和定位板6上直径为R的钻套在板条上钻出孔7和孔9。按上述方法在所有板条一端加工出这两个孔。
(5)卸除定位板1,把板条已加工出的孔9与定位板4上的钻套对齐,并用定位销固定,再用螺母把板条固定好,借助定位板6上直径为R的钻套在板条上加工出第三个孔。
(6)按(5)中所述方法可依次加工出第四、五、六个孔。
该方法利用简单的夹具,借助对板、钻套等可在板条类零件面上加工出位置精度高达0.05~0.10mm的孔,且步骤简单,操作便捷。
