时控式饮料定量灌装装置
2013-03-20韩柏
韩 柏
(扬州工业职业技术学院,江苏 扬州 225127)
液体物料灌装控制装置是灌装机械的关键部件之一,其结构设计及工作原理科学、合理与否,将直接影响到灌装作业能否正常可靠地进行,同时亦关系到灌装速度、灌装精度等指标是否符合生产要求。灌装装置因灌装条件、灌装要求以及被灌装液料的性质不同而有许多种类,其中适用于玻璃瓶等容器的装置,如传统的容器自身定量灌装装置是不少企业长期应用的[1]。但由于这种传统的装置存在着一些固有的不足与缺陷,已经不能适应日益复杂和严格的生产要求。文章介绍一种时控式定量灌装装置,它消除了上述传统灌装装置的存在问题,能够成功有效地进行灌装且结构简单、使用可靠。
1 传统灌装装置分析
1.1 工作过程与原理
图1所示为传统的容器自身定量装置的结构及灌装情形,灌装前灌装头与滑套下端呈密闭状,滑套内腔的饮料被封死。当灌装作业开始,容器(通常为玻璃瓶)输送机构首先将玻璃瓶送入灌装区并将瓶口正对灌装头,然后将瓶子上升一定位移使瓶子坚硬的瓶口顶推嵌有橡胶垫的滑套,至此滑套下端与灌装头之间便产生环隙形液流口,饮料即可由液流口注入瓶中进行灌装;随着灌装的继续当瓶内饮料上升到图1中A-A 所示的排气管液封面时,瓶内的剩余气体便留存下来而不再由排气管排至空气中,而且排气管内亦被注入饮料直至与储液箱内液位高度相等的位置;当瓶颈部位压缩气体的气压与相应高度液位处的饮料液压达到平衡时,环隙形液流口便不再有饮料向瓶内灌注;接着容器输送机构下移,首先使滑套下端与灌装头恢复密闭状态,然后当橡胶垫与瓶口脱离接触后,瓶颈部位的压缩气体随之与大气相通,从而使排气管内的饮料自由注入瓶中,瓶内的液面再相应地上升到一定的高度,至此一次定量灌装作业结束。利用调节螺母调整排气管伸入瓶中的位置即可改变灌装量[2]。
1.2 主要的不足与缺陷
(1)由于灌装的实现必须依赖于瓶口对滑套的顶推作用,故该装置不适用于软体包装材料的容器。
(2)由于是依靠容器自身进行定量,因此灌装装置基本上不能控制灌装量的计量精度,如果瓶子的容积、形状不同,或者气温条件发生变化等,都会对灌装量的计量精度产生影响。根据传统的容器自身定量装置的灌装原理,一方面瓶子瓶身容积基本决定灌装量;另一方面瓶颈部位压缩气体的体积和压强既受到瓶颈容积与形状的影响,同时又受到环境温度的影响,这种影响表现为瓶颈内压缩气体气压与饮料液压的平衡点所处的位置就有所不同。若一批瓶子的制造精度较低,即瓶身的大小、瓶颈的大小和形状差异较大,则灌装精度就较低。
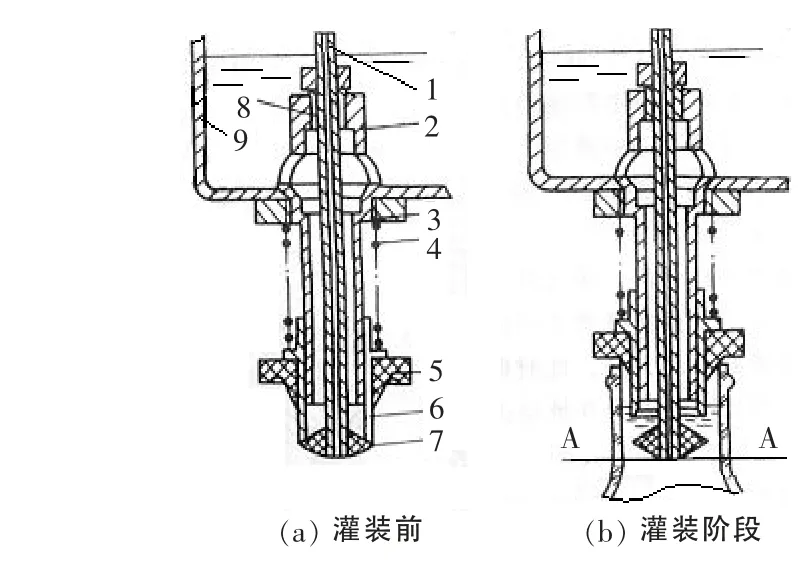
图1 传统灌装装置结构原理示意图Figure1 Schematic structure of the traditional filling device
(3)在灌装作业中有时会出现排气管击碎瓶子或瓶子顶弯排气管的故障。其原因是:由于偶然因素导致瓶口尚未对准灌装头而瓶子就开始上升,这时就会发生顶推偏移即瓶口不是顶推到滑套的橡胶垫而是顶推到灌装头中间的排气管,但由于排气管是固定不动的(其通过调节螺母与支架固连为一体),这样就必然导致上述故障的发生。
2 时控式灌装装置的结构与原理、特点
图2为时控式灌装装置,主要由顶推架、橡胶垫、滑套、弹簧、限位罩、液流孔、紧固螺母、限位罩螺钉、密封垫、储液箱、灌装管以及自动控制器(如PLC[3,4],图中未画出)等部件组成。
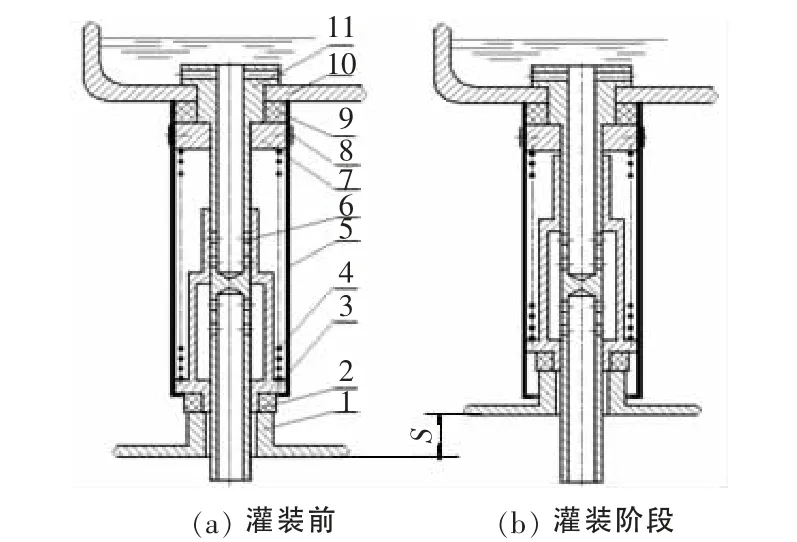
图2 时控式灌装装置结构原理示意图Figure2 Schematic structure time-controlled type filling device
其灌装的工作原理是:当容器输送机构将容器送入灌装区容器的开口正对灌装管的下管口时,由自动控制器操控的顶推架向上移动,顶推嵌有橡胶垫的滑套,并使滑套沿灌装管向上产生行程S 后止于上极限位置;此时灌装管上的液流孔被打开,灌装管通过滑套内腔的连接作用实现流通,饮料在重力作用下即可被灌注入容器内;当灌注一定时间后,自动控制器再次发出动作指令使顶推架向下复位,由于弹簧力作用滑套向下返回至重新封闭灌装管上液流孔的下极限位置,而限位罩下端的限位挡边则阻止滑套继续下滑,至此灌装装置又处于关闭状态,一次定量灌装即告完成。
与传统装置相比,时控式灌装装置具有以下特点:
(1)克服了传统灌装装置只能用于硬质材料容器的不足,它可以用于任何材料和形状的容器。
(2)由于不存在传统装置的影响因素,灌装精度完全由灌装机械决定。只需要调整、控制好灌装机械自身的参数即可满足精度要求。
(3)容器与灌装装置完全不接触,因此也就不会由于动作不协调而产生容器或装置损坏的故障。
(4)限位罩将弹簧等零件封闭其中,使灌装装置既美观整洁又安全卫生。
(5)其结构更为简单、动作更灵便可靠。
3 灌装速度及精度的控制与实现
通过分析和实际应用可知,要满足灌装速度及灌装计量精度要求关键是要控制好3个要素。
3.1 足够及稳定的储液箱液位高度
由上述时控式灌装装置的工作原理可知,欲保证灌装速度和精度,足够的储液箱液位高度并确保其基本稳定是不可忽略的一个重要因素[5,6]。生产实践中通常采用如下简单有效的措施,即保持储液箱连续地进料并使进料速率略大于灌装用量的速率,多余的饮料从设置于储液箱箱壁的若干溢流堰流回至储料缸从而确保储液箱内液面高度基本稳定。
3.2 精确操控顶推架的动作时间
在保持储液箱液位基本恒定的前提下,精确操控顶推架的动作时间是保证灌装量及灌装精度的一个关键因素。通过若干次灌装的试操作即能精确确定顶推架的动作时间,由此就可用自动控制器进行操控。
3.3 适当的灌装管内径
灌装管内径的大小直接影响灌装速度也间接影响灌装精度,但灌装管内径大小与上述二者呈负相关。因此灌装管的内径应适当选择,过大的内径虽然灌装速度快生产效率高但灌装精度大为降低故应该避免。
4 结论
时控式饮料定量灌装装置解决了生产中传统的容器自身定量灌装装置不能对软体材质容器进行灌装的关键问题,克服了传统装置在灌装精度及其他使用方面的固有不足,同时其结构简单合理、外形美观整洁。
在灌装精度上,以某企业生产的标注含量为600mL的茶饮料为例,在某一相同灌装条件(速度、温度等)下,用传统的容器自身定量灌装装置灌装,其实际含量的变动范围达9mL;而用本时控式装置灌装,其实际含量的变动范围只有4mL,虽然两者均符合相关标准的灌装精度(不大于±1%)要求,但后者的灌装精度较前者有很大提高。
1 胡继强.食品机械与设备[M].北京:中国轻工业出版社,1999.
2 丁家军,盛靖琪.自动机与自动线[M].北京:机械工业出版社,2005.
3 赵志旭,王丛岭,吴鱼榕.基于PLC 糖果包装机控制系统设计[J].食品与机械,2008,24(2):82~84.
4 李疆.气动旋转式自动定量灌装机的研制[J].食品与机械,2012,28(1):144~145,170.
5 刘筱霞.包装机械[M].北京:化学工业出版社,2006.
6 王冬梅,李玉成.啤酒灌装机贮液缸内液位控制[J].食品与机械,2000(3):29~30.