CKA6150数控车床刀架工作原理和典型故障分析
2013-03-17史利娟
史利娟
(北京工业职业技术学院机电系,北京100042)
数控机床是机电一体化技术的产物,它综合了机械、电子、计算机和通信等先进的技术,结构复杂。在机床使用过程中,会发生多种多样、各不相同的故障,故障的类型按照发生故障的部位有数控装置的硬件故障和软件故障、PLC 的硬件故障和软件故障、伺服系统故障和机床主体部分故障;按照发生故障的类型有机械故障和电气故障;按故障发生后有无报警显示可以分为硬件报警显示、软件报警显示和无报警显示等。当机床发生故障后进行故障原因分析时,发现引起该故障的原因一般也都比较复杂,这给数控机床的故障诊断和维修带来不少困难。
刀架在数控机床的运行过程中起着重要的作用,若其出现故障,会给加工造成很大的影响;而且刀架故障在数控车床故障中占有很大的比例。基于此,作者以CKA6150 数控车床的四方刀架为例,对其工作原理和常见故障进行分析。
1 CKA6150 刀架工作原理
CKA6150 数控车床所用刀架是四方刀架,其实现换刀的过程主要由以下几个过程组成:
(1)换刀指令的输入和转换
通过控制面板或程序向数控系统输入换刀指令,数控系统分析处理后经PLC 向控制刀架电机正转的继电器、接触器发出指令;继电器接触器触点闭合,刀架电机正转。这一部分主要是将输入的指令信号通过数控系统和机床电气控制回路转换成刀架的旋转运动。
(2)刀架正向转动的实现
电机的旋转运动通过涡轮、蜗杆、丝杠传动机构带动刀架开始转动。
(3)刀架反向锁紧的实现
输出刀架反向运行或者说刀架正转什么时候结束,是通过刀架上的霍尔元件将其到位信号传到数控系统,数控系统接收到该信号后,向控制电机反转的继电器、接触器发出控制信号,使其动作,实现电机的反向运行,再通过电机的反向锁紧机械机构实现对刀架的反向锁紧,电机反向运行的时间是由数控系统的反向锁紧时间确定的。锁紧时间到后,控制其停止运动。
刀架换刀过程还可以如图1所示。
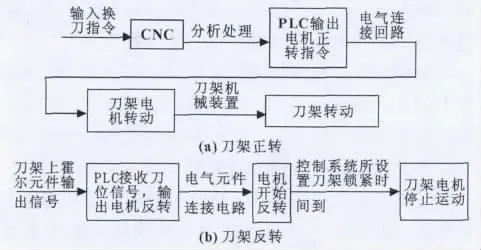
图1 刀架换刀过程
分析刀架工作原理可以看出:换刀过程的实现需要数控装置、机床电气控制回路和刀架机械机构的配合共同完成,若某一部分有问题,都会造成刀架换刀故障。也就是说,当出现故障时可能是某一方面的问题,也可能是多方面的问题,需要仔细地进行故障的分析和诊断。
2 典型故障分析
(1)自动换刀不能正常进行
故障现象:当在控制面板中输入调刀指令控制刀架进行换刀时,刀架没有动作。
故障分析:由前面工作原理可以看出,从控制面板输入换刀指令到看到刀架的运动,需要数控车床的PLC、电气、刀架机械结构等部分共同完成。由此可以分析出,发生此故障的原因:换刀指令未从控制系统输出、换刀指令未传到刀架电机、刀架电机故障、刀架机械故障。
(2)手动换刀不能正常进行,自动换刀功能正常
故障现象:当在手动模式下,通过控制面板上“刀位选择”和“刀位转动”按键进行手动换刀时,刀架没有动作;而当通过控制面板输入“TXXXX”换刀指令,进行自动换刀时,刀架能够进行正常换刀。
故障分析:从前面的故障现象可以看出,当自动换刀能够进行时,说明刀架电机和刀架机械机构以及刀架上霍尔元件是没有问题的;在进行手动换刀时是通过控制面板上的按键电路和PLC 进行换刀指令的输出,指令输出信号的传递是和自动换刀是相同的,从而可以分析出发生此故障的原因是:PLC 故障或者是按键电路故障。
(3)换刀过程中找不到某一刀位号
故障现象:在对某一刀位号刀具进行调刀时,刀架转到此刀具时,不会停止而继续进行旋转,而在进行其他刀位号的换刀时则不会发生此现象。
故障分析:对刀位号所对应刀具的寻找,主要是由刀架上的霍尔元件和PLC 共同完成的。当刀架旋转到所需要的刀位号后,它所对应的霍尔元件输出状态发生变化,此状态经连接电路传到PLC 控制系统,从而完成刀位信号的寻找。由此分析出现此故障原因可能是:霍尔元件故障、信号传递线路故障或着是PLC 部分故障。
(4)换刀过程出现刀位号错误
故障现象:在进行换刀的过程中换刀能够正常进行,但当换刀指令完成后,刀架端盖上的刀位号与换刀指令输入的刀位号不一致。
故障分析:在机床换刀过程中,从两个地方可以看到刀位号的显示:(1)输入TXXXX 指令时显示的刀位号;(2)刀架的端盖上有刀位号的显示。当机床换刀结束后,两处刀位号的显示保持一致。这两者的一致性是由PLC 和霍尔元件线路共同保证的,而端盖上的刀位号显示顺序是不能更改的。由此可以判断发生此故障的原因是:PLC 刀位号定义与霍尔元件线路连接发生了冲突。
3 结论
数控车床刀架的换刀过程由PLC 控制部分、电气元件和连接线路以及机械部分共同完成,当其出现故障进行分析和诊断时,要在充分了解其工作原理的基础上进行故障分析,先确定故障具体发生的原因是机械方面还是电气方面,然后再针对具体故障确定相对应的排除方法。
【1】魏彩乔,陈明,王晓光.数控车床刀架的故障分析与维修[J].机床与液压,2005(7):198,190.
【2】侯晓方.数控车床电动刀架故障诊断与维修[J].机床与液压,2010,38(8):91-92.
【3】史利娟,仲丛和,李小国.阀零件硬车加工切削参数的设计[J].煤矿机械,2010(1):116-118.
【4】姚道如,汪功明,辛礼兵.数控机床故障诊断的模糊方法[J].机床与液压,2009,37(12):231-233.
【5】史利娟,陈金英.基于Labview 的切削力监控系统[J].北京工业职业技术学院学报,2008(7):58-60.
