电动单梁起重机∏型主梁制作工艺的改进
2013-09-17苏文瑛刘德平
苏文瑛,刘德平
(1.郑州大学机电一体化研究所,河南郑州450001;2.河南机电高等专科学校,河南新乡453000)
LD型电动单梁起重机是一种与CD1或MD1型电动葫芦配套使用的有轨运行的 轻小型起重机 (起重量为1~10 t,跨度为7.5~22.5 m),工作环境温度为-20~60℃,具有结构简单,安装、维修快捷方便,操作简便易学,安装价格相对便宜等优点,广泛用于机加工、装配、修理及仓库等场合,越来越受到中小企业的青睐[1]。然而,现有的LD型电动单梁起重机∏型主梁采用的是冲压成形、多段拼接的生产工艺,已不能满足当今社会低耗能、集成生产、低人工投入的生产要求。
作者通过分析总结传统∏型主梁制作工艺的缺点,提出了主梁成形的新工艺,取得了良好的经济效益和社会效益。
1 改进前∏型主梁的制作工艺及缺点
1.1 传统∏型主梁焊接结构及制作工艺
目前,国内生产的LD型电动单梁起重机主梁大多采用箱形工字梁,即采用压制的∏型槽钢与工字钢组合焊接而成,电动葫芦以工字钢下翼缘板为轨道[2]。
主梁焊接结构所采用的工字型组合截面如图1所示,首先筋板6以1 m为间隔与∏型槽1焊为一体,然后与工字钢3组焊,接着,两条侧板2与工字钢3和∏型槽1再焊接在一起,主梁两端各焊接一块预先加工好的连接板5,最后,连接板5与端梁4采用螺栓连接。
多年来,传统的∏型梁是将多个∏型槽拼接在一起而形成的。通常∏型槽采用5~6 mm的钢板一次压制成型,槽长受剪板机剪口长度和压力机工作台长度的限制[3],因此∏型槽太短,需要将多个∏型槽拼接在一起,从而使得主梁纵向拼接焊缝增多。传统的∏型槽制作工艺如图2所示。
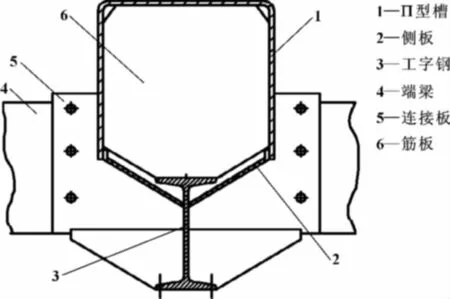
图1 工字型组合截面

图2 改进前∏型槽的制作工艺
1.2 传统∏型梁制作工艺的缺点
(1)产品质量低。主梁采用箱型工字梁,工字型组合截面通过角焊缝将翼缘板与腹板拼接而成。而主梁∏型槽的拼接又使得主梁纵向焊缝增多,增大了因焊接缺陷带来的不安全因素[4]。
(2)生产效率低。主梁∏型槽使用冲压成型多段拼接的工艺,需要多人多天才能完成一台起重机主梁的加工。另外,生产不同规格的∏型槽时需要更换不同的胎具。
(3)焊接带来的污染多。由于∏型槽的拼接,使得需要施焊的部位多,导致污染加重。
2 冷弯成型技术在∏型主梁中的应用
针对以上∏型主梁制作工艺的缺点,作者着重对∏型主梁∏型槽的制作工艺进行改进,改进后的主梁∏型槽采用冷弯成型技术加工。
2.1 冷弯成型技术
冷弯成型 (Cold Roll Forming)是板金属加工的重要方法之一,是将卷料或单张板料通过由多对具有一定形状成型轧辊组成的成型机对坯料逐步弯曲变形,从而得到均一截面产品的塑性加工方法,又可以称作辊弯成型[5-8]。其辊弯成型变形过程如图3所示。冷弯成型是一种节材、节能、高效、先进适用的板金属成型工艺。

图3 辊弯成型变形过程示意图
20世纪80年代以来,冷弯成型技术在我国得到了广泛的应用。在国内外,由于技术资料缺乏,工程技术人员经常要进行探索和利用试错法解决工程问题[5]。近年来,辊弯成型工艺向成型难度较大的方向发展,其成型断面复杂,外观尺寸要求越来越高。
2.2 实施过程
改进后的主梁∏型槽采用冷弯成型机加工,无需进行多个∏型槽的焊接对接。加工流程如图4所示。首先,开卷机将卷板进行开卷,送入矫平机,将钢板矫平整,再用剪板机把钢板剪成合适的尺寸,然后通过钢板对中装置将钢板送入冷弯成型机,成型后的∏型槽通过牵引输送装置以及平移装置送入到筋板焊接工序。
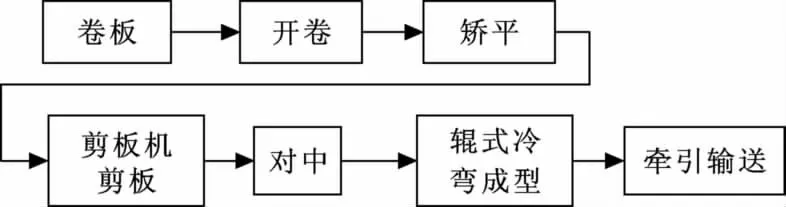
图4 ∏型槽冷弯成型加工工艺
全机采用PLC控制自动完成,需要的操作人员很少。
2.3 采用新工艺的优点
(1)降低了生产成本。冷弯工艺加工的∏型槽无焊缝,因此不需要焊条费、劳务费;冷弯工艺采用卷板,通常卷板的市场价格要比平板的低。
(2)提高了产品质量。采用冷弯成型∏型槽无焊缝加工,使得整个主梁的焊接缺陷减少,从而提高了主梁的质量。
(3)提高了生产效率。与冲压成型多段拼接传统工艺相比,采用冷弯成型新工艺,所需人工少,生产效率高。
(4)减轻了焊接污染。施焊的过程中会有大量有害物质释放出来,而一次性整体成型的∏型槽无焊缝,从而减少了主梁制造过程中所产生的污染。
3 结论
改进后的工艺解决了设备占地面积大、生产不同规格∏型槽需要更换不同胎具的这一问题,无论从产品质量还是生产效率上都得到了一定的提高,已成功地应用于新乡市起重机厂。冷弯成型新工艺使得LD型电动单梁起重机主梁的制造实现了“优质、高效、低消耗、低污染”。
【1】胡秉霜.电动单梁起重机脱轨坠落事故分析[J].安全,2009(10):50-51.
【2】宫本智.LD型电动单梁起重机主梁的制作与矫正[J].起重运输机械,1986(12):31-35.
【3】曹光敏,丁高耀,全维军,等.电动单梁起重机不同结构形式主梁性能分析[J].起重运输机械,2010(12):57-58.
【4】付荣柏.起重机钢结构焊接制造技术[M].北京:机械工业出版社,2010.
【5】小奈弘,刘继英.冷弯成型技术[M].北京:化学工业出版社,2007.
【6】马立东.辊弯成型过程数值模拟及网络化研究[D].秦皇岛:燕山大学,2010.
【7】崔高健,吕相艳,迟正洪.冷弯型钢成型技术的发展现状[J].机械制造,2005(10):41 -42.
【8】王晓斌.基于ANSYS的槽钢辊弯成型过程有限元分析[J].机电信息,2011(18):163-164.
