一种经济型柔性制造系统的研究
2013-12-14温上樵
温上樵
( 南京信息职业技术学院,江苏南京210023)
1 经济型柔性制造系统
所谓经济型柔性制造系统就是以数控机床为基础,利用柔性模块化夹具,按照成组加工的准则安置设备和组织零件生产,并配备人力进行工件运输而构成的最小的且价廉的柔性制造系统。它是在一般的柔性系统的基础上产生的,但相对于一般的柔性系统,其生产成本更加低,利用率更加高,更加灵活。
1.1 经济型柔性制造系统的基本构成
经济型柔性制造系统的结构如图1 所示。
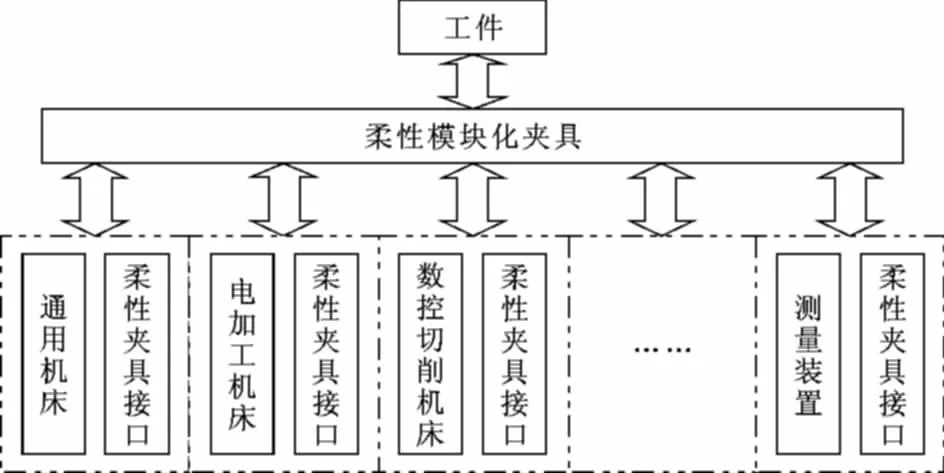
图1 经济型柔性制造系统的结构
其特征如下:
(1)由数控机床、特种加工机床以及一些常用的生产设备组成;
(2)各种设备均安装拥有统一接口的柔性模块化夹具;
(3)使用现代化测量设备(主要指三坐标测量仪)。
1.2 经济型柔性制造系统的基本功能
(1)模块化加工功能
主要指将常用的生产加工设备,主要是以数控车床、数控铣床、数控加工中心以及一些特种加工机床,通过加装具有统一标准接口的柔性模块化夹具,完成相应模块的加工。如数控车床完成内、外圆柱面的加工;数控铣床完成各种平面的加工;电加工机床完成穿孔和型腔的加工等。
(2)增加工艺能力功能
通过加装柔性模块化夹具,扩大了机床原有的工艺能力,从而完成一些以前不能完成的加工。如安装了直角座和柔性模块化夹具的普通三轴加工中心,可以变成能加工5 个面的类似四轴加工中心。
(3)提高重复定位精度功能
工件安装在类似于随行夹具的托板和精密虎钳上,定位由其背面的定位槽或定位片保证,夹紧由拉钉和钢球实现。工件至加工结束才与托板或精密虎钳分离,减少了重复装夹,降低二次装夹带来的误差。
(4)过程检验功能
利用三坐标测量仪可以完成工件的准在线测量。在三坐标测量仪上安装具有统一标准接口的柔性模块化夹具,在加工零件的过程中,可以将工件连同托板或精密虎钳一起,移至三坐标测量仪上,实时检验零件尺寸,以便及时调整背吃刀量。
2 柔性模块化夹具
柔性模块化是指将同一功能的单元,设计成具有不同用途或性能的、且可以相互交换使用的模块,以满足加工需要的一种方法。柔性模块化夹具是一种柔性化的夹具,通常由基础件和其他模块元件组成。可以在工件的形状和尺寸有一定变化后,夹具还能适应这种变化并具有继续使用的应变能力。
柔性模块化夹具结构简单,拼装环节少,刚性好,适用范围广。因此柔性模块化夹具应具有以下特点:
(1)柔性模块化夹具应具有通用性,夹具系统有足够的经济型柔性,可适应不同机床和不同零件的加工要求,以满足零件的加工需要。
(2)柔性模块化夹具结构要简单,组装和拆卸方便迅捷。
(3)柔性模块化夹具应具有足够的刚度和强度,以确保零件加工的精度。
(4)柔性模块化夹具元件应具有较好的互换性和较高的精度和耐磨性。
(5)柔性模块化夹具元件规格统一化、元件结构简单化、模块化。
(6)柔性模块化夹具夹紧工件快速自动化、重复定位精度高。
3 经济型柔性制造系统的设计
3.1 数控车床加装柔性夹具
经济型柔性系统中的数控车床,将原来的三爪卡盘改为柔性卡盘,如图2 (c)所示。柔性卡盘与回转气缸(如图2 (b)所示)做刚性联接(回转气缸需要做适当改造),回转气缸通过卡盘法兰(如图2(a)所示)联接在车床的主轴上。
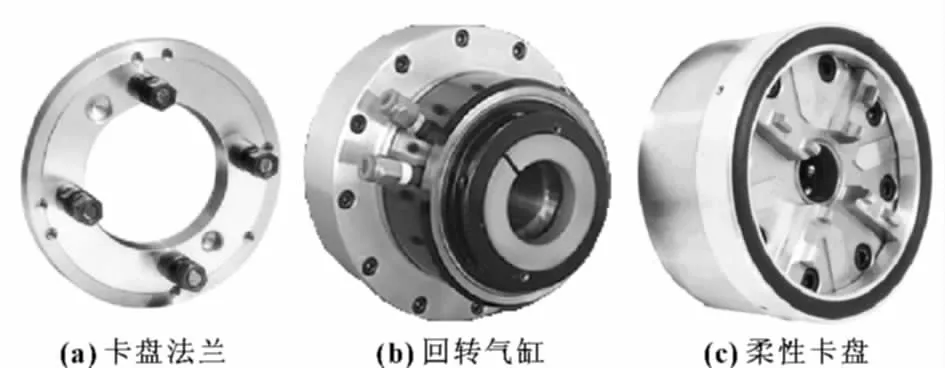
图2 数控车床柔性夹具
经柔性化改造的数控车床如图3 所示。
需要指出以下几点:
(1)联接气缸与机床主轴之前,先将其端面用“自车自”的方法加工一刀,以保证其端面对主轴的垂直度。
(2)柔性卡盘由压缩空气克服弹簧的张紧力,从而松开拉钉。切断气源,弹簧复位,夹紧拉钉。
至此,加装了柔性卡盘的数控车床具有了柔性特征,可以为装有拉钉的托板提供精确的重复定位。

图3 数控车床柔性化改造
3.2 数控铣床加装柔性夹具
经济型柔性系统中的数控铣床,将原先常用的机用虎钳装夹改为由柔性卡盘联接的精密虎钳装夹。柔性卡盘利用压板或者螺钉紧固件,安装固定在铣床工作台上面。图4 所示为双联卡盘。

图4 双联卡盘

图5 直角座
利用直角座,可以将原本只能在三轴数控铣床上加工一个面的设备改造成可以进行5 个面的加工。直角座如图5 所示,采用压板和螺栓将其固定在数控铣床的工作台面上。
以上的柔性卡盘均可为装有拉钉的托板、精密虎钳以及装有拉钉和定位片的电极夹持块提供精确的重复定位。
3.3 电火花成型机床加装柔性夹具
卸去电火花成形机床的电极夹具后,柔性卡盘与法兰盘之间设置绝缘板,再一同联接到电火花成形机床的主轴头上(如图6 所示),为装有拉钉和定位片的电极夹持块提供精确的重复定位(如图7 所示)。
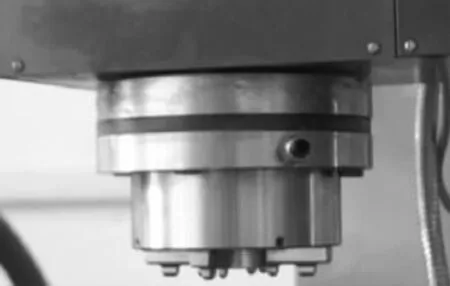
图6 电火花成型机床的柔性化改造
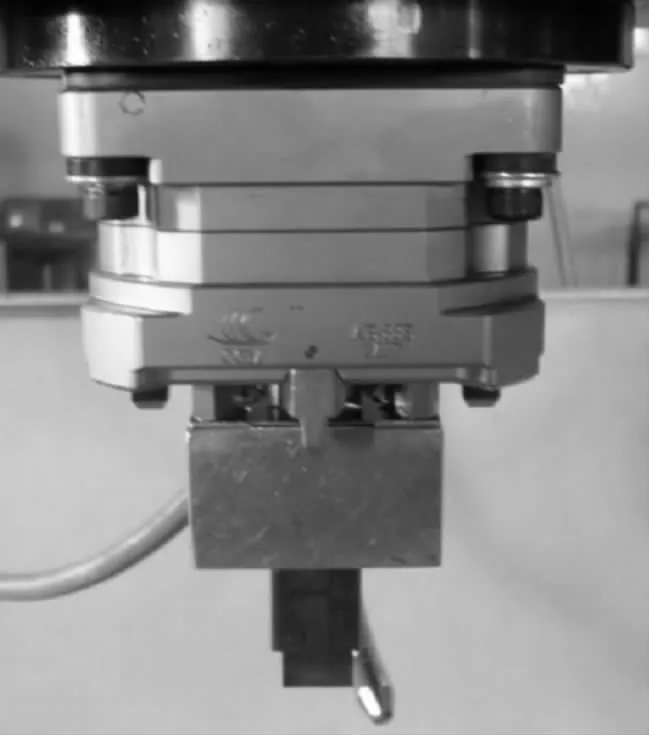
图7 电极夹持块的定位
3.4线 切割机床加装柔性夹具
柔性卡盘与直角座为刚性联接,利用桥架上的T型槽,用T 型螺栓将直角座固定在桥架上,为装有拉钉的托板或精密虎钳提供精确的重复定位,如图8 所示。

图8 线切割机床的柔性化改造
3.5 三坐标测量仪加装柔性夹具
在使用经济型柔性生产系统加工的过程中,工件的检测十分重要。三坐标测量机是常用的检测设备,为了能实现工件的多次重复检测,利用三坐标测工作台上预留的螺孔,安装柔性卡盘,如图9 所示。
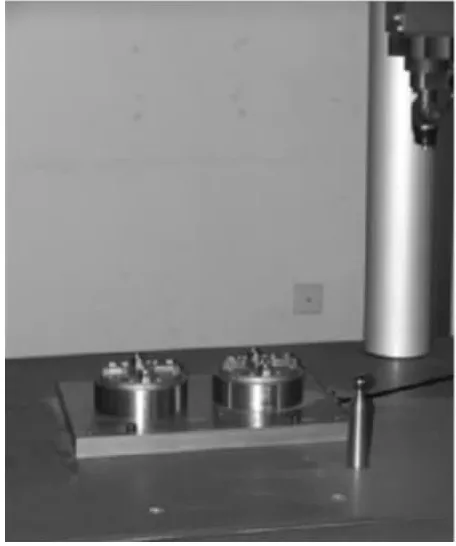
图9 三坐标测量机的柔性化改造
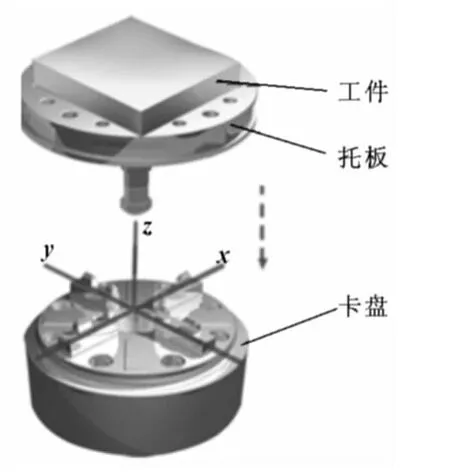
图10 工件与托板的连接
4 工件安装
4.1 托板安装工件
工件由螺钉固定在托板上,托板的背面装有拉钉,用于同卡盘的定位与夹紧,如图10 所示。工件安装在托板上,托板安装在柔性卡盘上。
托板中心的孔用于安装拉钉,周围的孔,用于固定零件,如图11 所示。

图11 托板与拉钉
4.2 精密虎钳安装工件
较大的零件由精密虎钳直接夹持,精密虎钳底部装有托板和拉钉,用于定位与夹持,如图12 所示。

图12 精密虎钳安装工件
4.3 电极夹持块安装电极
电极安装在电极夹持块中,用螺钉固定。电极夹持块背面装有定位片和拉钉,用于和柔性夹盘的定位和连接,如图7 所示。
5 结束语
采用柔性模块化夹具构建的经济型柔性制造系统,可以将企业现有的加工设备高效地利用起来。由于柔性模块化夹具的稳定并较小的二次定位误差,使得加工过程中的位置误差得以保证。这为增强中、小企业的加工能力找到了一条捷径,也是其日后要发展的必由之路。
由于经济型数控机床和特种加工机床作为目前制造业工厂中最为常见的设备,其使用率也十分高,如果没有经济型柔性制造系统,其生产过程中产生的二次定位误差,必然会影响加工精度,这严重阻碍企业的发展。目前,国家在鼓励自主创新的同时也提倡通过改善旧设施产生“新动力”的做法。
虽然目前数控加工中心的崛起,给制造业带来了一片新的天地,但作为老牌生产设备来讲,经济型数控机床和特种加工机床在企业中的占有率还很高。所以,改善经济型数控机床和特种加工机床的加工性能也成为了现今提高生产力方式的主流。
【1】赵东福.自动化制造系统[M].北京:机械工业出版社,2004.
【2】张根保.自动化制造系统[M].北京:机械工业出版社,2009.
【3】吴启迪.柔性制造自动化的原理与实践[M].北京:清华大学出版社,1997.
【4】何健廉.柔性装配系统的设计与实现[M].北京:清华大学出版社,2000.
【5】刘延林.柔性制造自动化概论[M].武汉:华中科技大学出版社,2003.
【6】徐社.柔性制造系统原理与实践[M].北京:机械工业出版社,2007.
【7】SMT 柔性定位夹具系统[EB/OL]. http://www. smt -tooling.com/fixture.asp,2005.2
