基于PLC控制的液压粉尘成型机设计
2013-03-17吴超程正生孙建军邱鸣春陆珉
吴超,程正生,孙建军,邱鸣春,陆珉
(1.江苏中烟工业有限责任公司南京卷烟厂,江苏南京210019;2.中国船舶重工集团公司第707 研究所(九江),江西九江332000)
粉尘成型机是一种可以将除尘设备收集到的粉末状物料压实成特定规格密实棒料的环保节能型设备,该设备压制出的密实棒料既便于存放,又便于运输,还可减少运输过程中的二次污染,达到净化环境的目的;并且有些粉尘压制成的棒料还可做为燃料进行再次利用,从而取得节约能源的效果。因此,该设备可广泛应用于烟草、造纸、木材等行业的除尘作业。
1 粉尘成型技术现状
在粉尘、碎末等压制成型的过程中,采用较多的二种技术分别是螺旋挤压和冲压成型法。螺旋挤压成型法是指将粉末状物料在成形腔内通过螺杆连续挤压形成一定密实度棒状料的技术[1],此法的优点是结构简单、成本低廉,缺点是由于螺杆挤压时的力不均匀导致粉尘成型质量不稳定;冲压成型法是指利用液压推力将粉末状物料在成形腔内冲压后形成一定密实度棒状料的技术,此法的优点是成型质量稳定、出料效率高,缺点是由于应用了液压系统导致成本相对较高。近年来,随着人们节能环保、净化环境意识的不断增强,对粉尘成型技术也提出了更高的要求,为此,冲压成型法正在逐步取代螺旋挤压法成为工业生产过程中粉末状物料理想的压制成型技术。
2 液压粉尘成型机系统组成
液压粉尘成型机主要由储运、液压、冷却和电控4 个子系统组成:储运系统完成物料的储存和物料的输送[2];液压系统在为液压泵提供动力的同时通过执行机构完成物料的压制成形;冷却系统为液压系统提供循环的油路和水路冷却,确保液压系统正常运行;电控系统负责完成逻辑控制、信号检测及人机交互。物料储送系统由储料仓、送料机构组成,送料机构主要包括送料仓、螺旋送料器等;液压系统由液压站和成形头部件组成,液压站包括送料泵、油冷泵、压钳泵等,成形头部件包括液压缸、压缩腔、成形腔、压钳等;冷却系统包括油冷和水冷;电控系统由PLC、人机操作界面、检测器件、开关、继电器等组成。液压粉尘成型机系统组成如图1所示。
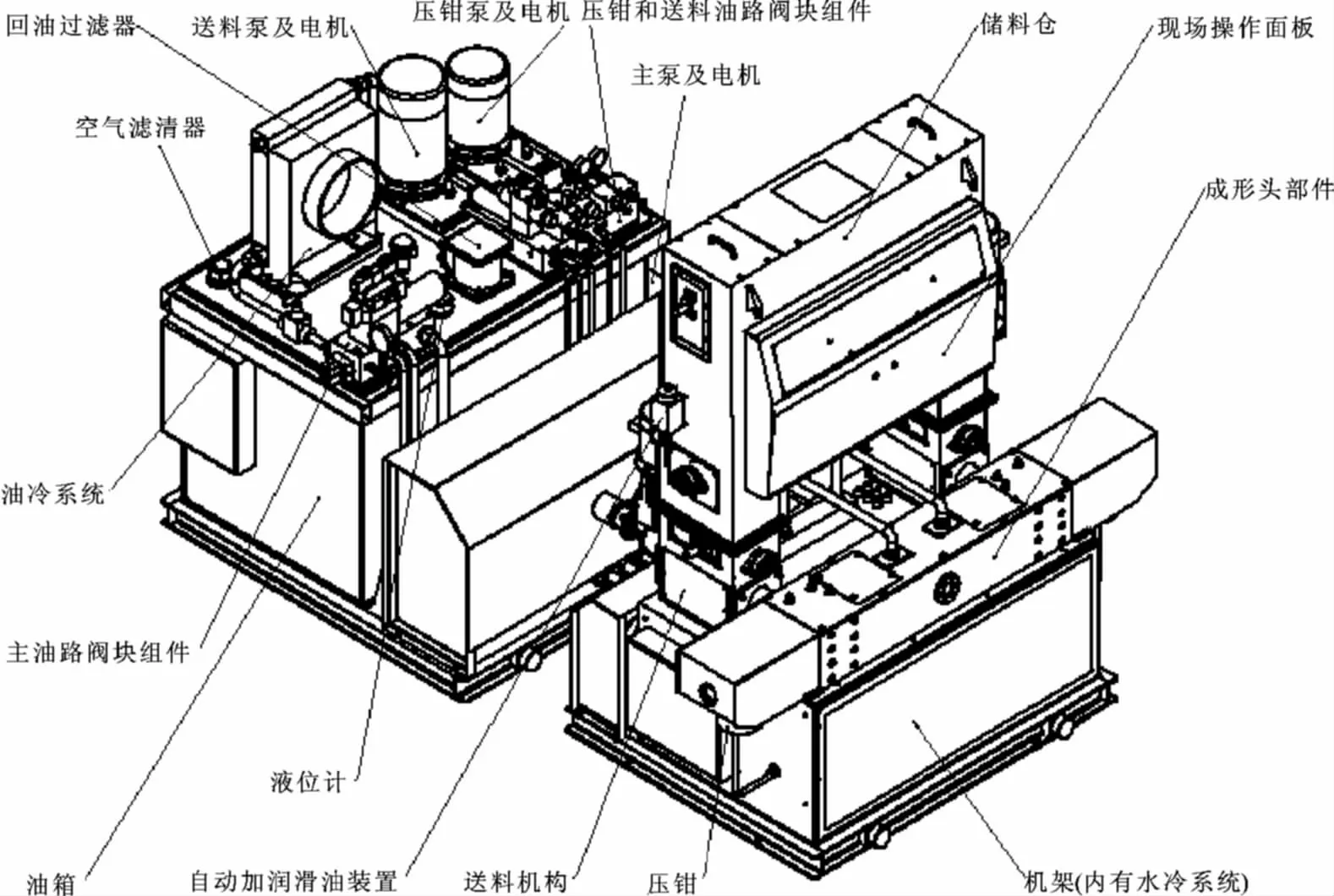
图1 液压粉尘成型机系统组成图
3 液压粉尘成型机工作原理
液压粉尘成型机正常启动后,当前方物料连续不断地进入储料仓内时,在电机的驱动下,送料机构将物料顺利地送至由液压马达驱动的送料螺杆上;其次,物料在液压马达的驱动下,被连续不断地送入成形头部件入口,此时成形头部件内的双作用双活塞杆液压缸驱动冲压冲头将送入的物料进行挤压后分别送入左右两个成形腔中,在成形腔中,物料在主油缸液压力的作用下压缩后形成棒料;最后,压钳夹紧装置在达到压力开关设定值时自动张开,压制成形的棒料被推出成形腔,从而结束整个粉尘成型工作,进入下一个循环周期。液压粉尘成型机工作原理如图2所示。

图2 液压粉尘成型机工作原理图
4 电控系统设计
粉尘成型机电控系统主要由PLC 可编程控制器、人机交互触摸屏以及检测元件、控制元件等组成。其中PLC 是电控系统的核心,它首先要完成各种信号的检测工作,然后对检测到的信号进行分析和逻辑判断,最后,根据逻辑分析和判断的结果去控制各个电机或电磁阀完成相应的动作,以此循环往复,直至生产结束。触摸屏作为一个人机交互操作界面用于直观地显示工况,并完成启动、停止、参数设置等操作。表1所示为粉尘成型机电控系统的主要开关量输入/输出点。

表1 主要输入/输出IO 点
该电控系统的可编程控制器选用了德国西门子公司生产的S7-300 系列PLC 产品[3],触摸屏则为西门子公司的6 英寸产品,电控系统主要器件选型如表2所示。
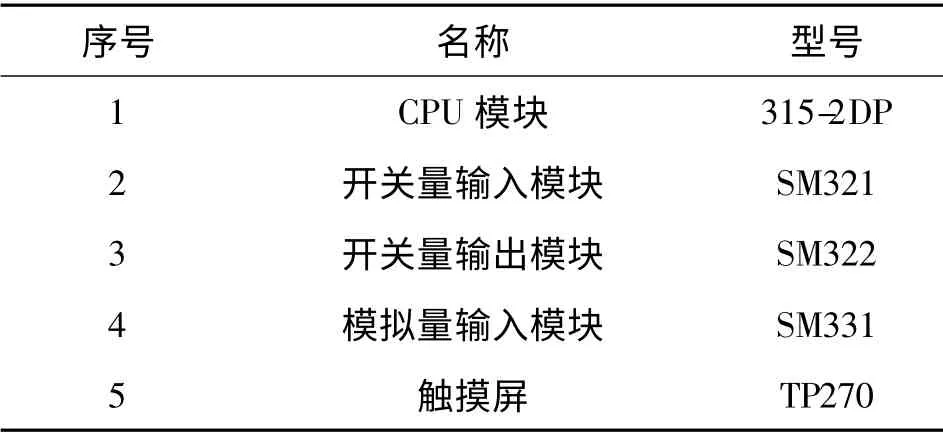
表2 电控系统主要器件选型
图3所示是采用西门子公司生产的组态软件WinccFlexible 编制的触摸屏人机交互操作界面。

图3 液压粉尘成型机触摸屏操作界面
PLC 应用程序采用西门子公司的STEP7 编程软件编制,图4—6 分别示出了主泵电机、压钳泵电机和压钳电磁阀的逻辑控制原理。
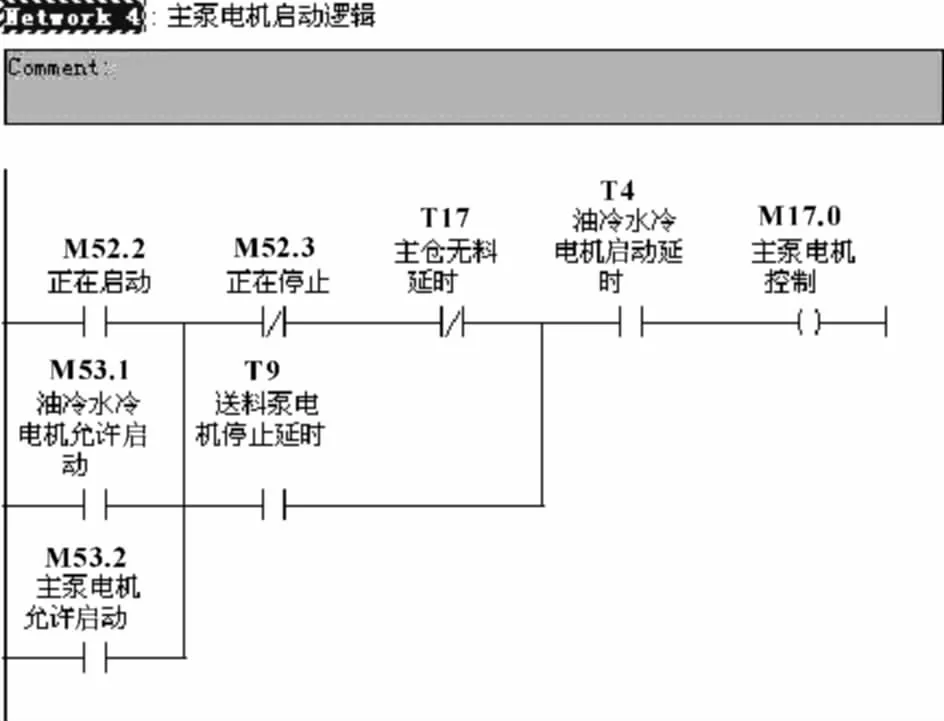
图4 主泵电机逻辑控制图

图5 压钳泵电机逻辑控制图

图6 压钳电磁阀逻辑控制图
5 结束语
图7所示是由安装在卷烟厂除尘室里的液压粉尘成型机压制出的棒料,棒料的规格为直径φ80 mm、长度20 ~200 mm 内可调、密实度0.7 ~1.1 g/cm3。该设备生产能力达到560 kg/h,完全能够满足企业对节能环保的要求。

图7 粉尘压制成棒料后的实物图
【1】潘文,张庆卡.打叶复烤粉尘的密闭筛分与压棒[J].中国新技术新产品,2011(19):155.
【2】中国船舶重工集团公司第707 研究所(九江).7F/ZFC80 型智能粉尘成型机说明书[M],2008:1-10.
【3】SIEMENS.S7-300 可编程序控制器选型手册[M],2001:22-48.
