注塑机改造中PWM波形的电压转换方法研究
2013-03-09刘彬
刘彬
(太原工业学院,山西太原 030008)
注塑机改造中PWM波形的电压转换方法研究
刘彬
(太原工业学院,山西太原 030008)
讨论在传统液压型注塑机改造为混合型注塑机过程中将PWM信号转换为0~10 V线性直流电压供伺服调速使用的方法,提出RC转换电路和单片机采样电路两种转换方案,通过分析实验数据比较采用这两种方法时PWM波形的脉冲宽度变化时的跟踪特性、纹波特性,可知单片机采样系统具有更快的跟随特性、更小的纹波系数。最终在实际应用中取得了良好效果。
注塑机改造;PWM;电压转换;跟踪特性
注塑机是将热塑性或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,在国际、国内有很大的市场。目前市场上主要存在液压型、全电动型和混合型3种主要的注塑机类型。美国Amit KANUNGO博士在2008年的一篇文章中详细对比了3种注塑机的能耗,指出在中小型工件注塑中,全电动型注塑机相比于液压型注塑机可实现60%~70%节能效果,混合型注塑机则可达到40%~50%的节能效果。液压型注塑机由于能耗较高,在很多领域面临淘汰,但目前在中国还占有较大的比例。注塑机属于大型设备,几十万元的投资使得企业不愿直接舍弃液压型注塑机而转用全电动型注塑机。所以如何将液压注塑机改造成为混合型注塑机,从而实现节能和高效成为首选方案。
改造时常使用变频器+定量泵或者伺服电机+定量泵的方式对液压回路进行改造,从而改变原有三相异步电机+定量泵+节流阀的控制方式。在改造过程中,如何将原系统中控制节流阀动作实现调速的PWM信号转换为线性对应的直流电压供变频器或伺服控制器调速使用是一个关键问题。作者将对两种PWM波形的电压转换方法进行分析和实验,提出最合适注塑机改造的方案。
1 硬件电路改造及PWM波形分析
1.1 系统硬件电路改造
将以某液压型注塑机控制系统为例进行分析。该种注塑机原使用三相异步电机+定量泵+节流阀,经改造后使用博世力士乐公司的注塑机专用伺服电机+定量泵的方式实现电液混合控制。系统原压力控制电路如图1(a)所示,由单片机发出两路PWM波形信号,分别控制压力和流量。作者主要通过分析流量信号研究转换方法,压力信号同理可得。原流量信号通过PS2501光电耦合器后,再使用集成运算放大器SB1390将PWM信号成线性比例放大为0~800 mA电流控制电液比例溢流调速阀EFBG-10的开度,得到所需的压力值。图1(b)为改造后的系统原理图,是将PWM信号取出后通过一个PWM波形电压转换器将不同脉宽的PWM信号转换为基本成线性关系的直流电压输出至变频器或伺服控制器,从而改变电机转速,进而通过液压泵转速的变化调节系统压力值。

图1 系统硬件原理图
1.2 PWM波形分析
系统PWM波形如图2所示。

图2 压力信号的PWM波形
流量信号给定值为0时,波形如图2(a),脉冲周期大约为4.58 ms,脉冲宽度为3.15 ms。在执行座退任务时,流量信号给定值为30 MPa,波形如图2(b)所示,脉冲周期仍为4.58 ms,脉冲宽度变为2.18 ms。在进行PWM波形电压转换时,由于系统要求快速响应,响应时间一般要低于300 ms,所以在脉冲宽度变化时,转换器的时间延迟过大会对系统产生不良影响。这一因素是设计电压转换电路的关键。
2 PWM波形的电压转换电路分析与实验
将PWM波形转换为对应线性直流电压输出一般分为模拟量和数字量两种方案。模拟量型主要以RC电路方式实现,数字量型主要以单片机采样计算的方式实现。很多文章对此都有比较详细的论述,但都是在恒定脉宽的PWM波形上实现,而且主要以分析电路实现原理为主,未分析PWM脉宽变化时的跟踪特性和转换后直流电压的纹波特性。作者将主要从PWM脉宽变化时的跟踪特性和纹波特性两个方面进行论述。
2.1 RC转换电路分析
如图3所示,常用的模拟型PWM波变换器有两种。图3(a)是简单的RC滤波电路。图3(b)是RC双重滤波加电压跟随器的方式。
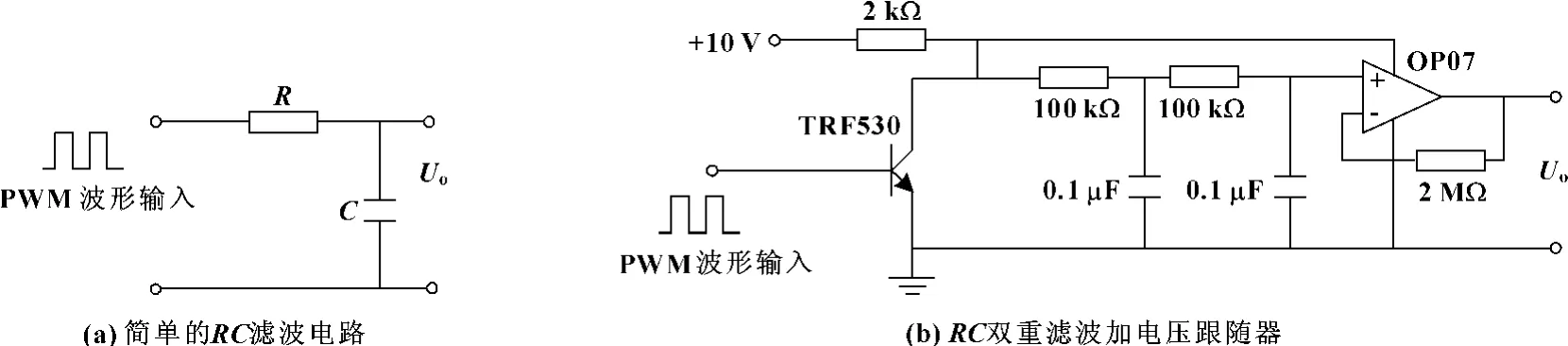
图3 常用模拟型电压变换器
在图4中,T=R×C,即输入信号变化时,输出跟踪上输入所需要的时间。图4所示为 R=100 kΩ时,C=1μF的信号跟踪图线。可看出:系统跟踪时间大约为0.989 s,直流电压输出纹波绝对值达到40 mV,纹波系数为3.3%。可见系统流量信号发生变化时,通过该变换器将使信号产生将近1 s的时间延迟,大大超出了系统的要求,将会严重影响注塑机系统的工作。

图4 转换电路信号跟踪特性
若要减少跟踪时间T,则需减小电容,但输出电压纹波将会更大。使用图3(b)所示系统时,开关管TRF530可以将PWM波整形,随后通过两级滤波可以实现较小的纹波,使用OP07构成的电压跟随器可以使电路负载能力增强。但由于两级滤波产生的系统延时更长,在PWM信号经常变化、跟踪时间要求较高的系统中根本无法使用。
2.2 单片机转换电路分析
2.2.1 系统硬件构成
这种方案使用单片机的高速采样功能和D/A转换电路完成电压变换。硬件电路如图5所示,将流量的PWM信号通过一个光耦开关输入至单片机的P0.0端口。通过该光电耦合器主要是为了保护单片机电路和转换电平,但会使PWM信号反向。在该系统中,由于PWM信号是变化的,其最小宽度只有0.16 ms,所以要想保证测量精度,需要在此时间间隔之内至少产生10个以上的计数值,所以单片机系统应该采用11.059 2 MHz的晶振,可以在0.16 ms内产生13个计数值,才能够满足要求。D/A输出芯片需采用16位的D/A转换模块,以适应该系统最小0.16 ms的脉冲宽度。
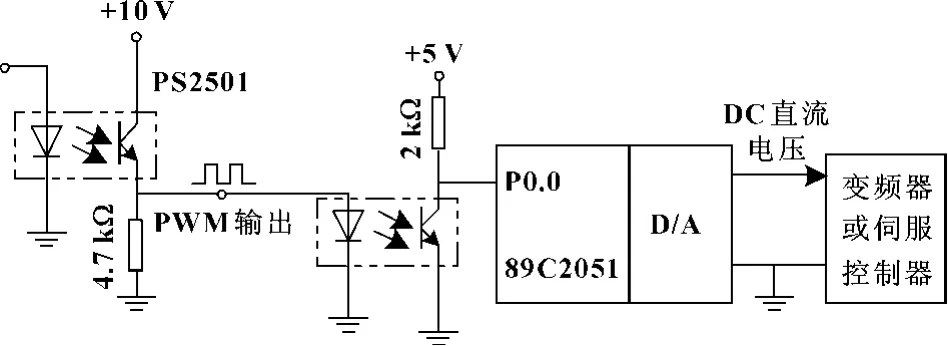
图5 PWM信号单片机采样电路原理图
2.2.2 单片机PWM信号转换实验
系统启动后通过不断采集输入的PWM波形,寻找波形变化的时间点,如图2(a)所示,在信号由低电平变为高电平的t0时,开始启动单片机内部定时器T0,直到信号由高电平再次变为低电平的t1时停止定时器T0,并输出定时器的计数值N。定时器T0的分辨率是时钟振荡频率的1/12,即其每个计数值代表11.94 ns,通过公式:T=N×tj即可计算PWM波型的脉冲宽度。由于整个PWM波形周期基本恒定为4.58 ms,所以只需采样脉冲宽度数据即可,其他数据可通过计算得到。
信号变换曲线如图6所示。为保证输出信号的准确性,消除干扰,系统采用了数字平均滤波算法,即对每10个采用数据进行平均后再输出,能够消除系统中偶尔出现的波动值,但也使系统产生了大约160 ms的信号延迟,但依然能够满足系统300 ms延时限制。从数据来看,纹波绝对值为10 mV,纹波系数只有0.193%。而且在实验中,该延迟时间在不同的脉宽下均未产生变化。
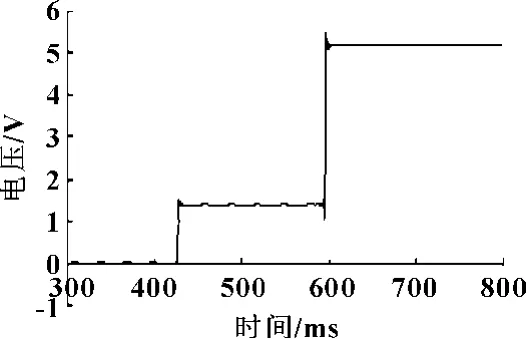
图6 单片机系统PWM电压转换曲线
3 结论
通过表1可知,RC系统造价低,易于实现,但跟踪特性差,适用于系统精度要求比较低、信号基本固定的场合。而单片机系统跟踪特性和负载能力都比较强,但实现难度大,成本稍高,适用于系统精度要求高、信号经常变化且跟踪时间要求比较短的场合。综合优缺点,单片机系统更加适合于注塑机系统改造要求。在实际应用中单片机系统也完全能够适应系统改造任务,并取得了良好的控制效果。
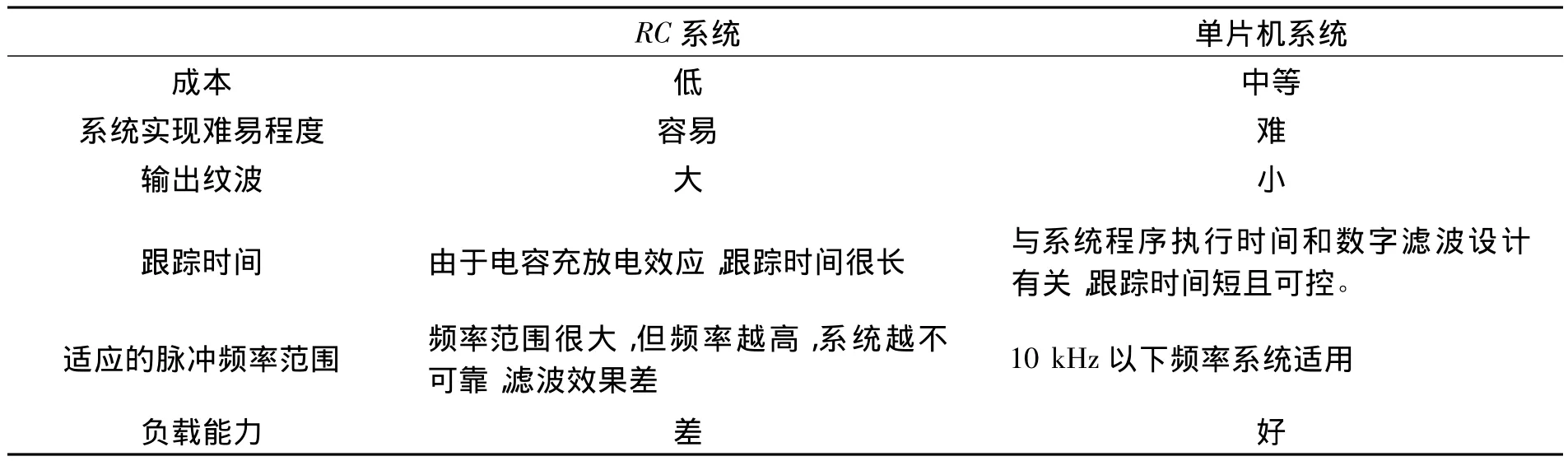
表1 RC与单片机系统在PWM波形电压变换中的适用性能比较
【1】段晓军,吴成富,康凤举,等.无人机舵机控制脉宽采集模块开发[J].计算机测量与控制,2010(6):1455-1457.
【2】张永坡.脉冲宽度精密测量技术[J].理论与研究,2008(3):6-8.
【3】余海勇.S7-300C集成的PWM和频率测量功能应用[J].兵工自动化,2007,26(5):85.
【4】朱玉红.MCS-51单片机对连续脉冲宽度测量的实现[J].自动化与仪器仪表,2003(1):35 -36.
【5】秦健.一种基于PWM的电压输出DAC电路设计[J].现代电子技术,2004(14):81-83.
【6】韦波.用PWM实现廉价隔离型标准电流输出D/A转换器[J].电子工程师,2004(6):69-71.
【7】WOODWARD Steve,HILL Chapel.Combine Two 8-bit Outputs to Make one 16-bit DAC.EDN Magazine-Electrical Design News,2004:85.
Research on PWMW aves Voltage Conversion Method in Reform of the Injection Molding Machine
LIU Bin
(Taiyuan Institute of Technology,Taiyuan Shanxi030008,China)
A method applied to the equipment reform from traditional type hydraulic injection moldingmachine tomixed injection machine was discussed,which could be used to convertpulsewidthmodulation(PWM)signal to0 ~10 V linear DC voltage.The DC voltage could be used to control and change the speed of servomotor.Two transformation schemes:RC conversion circuit and singlechip microcomputer(MCU)sampling circuitwere put forward.By analyzing the experimental data,the characteristics of tracking and rippling were compared during changing of the pulsewidth of PWMwaves in application of these twomethods.It is concluded that the MCU sampling circuit has better characteristics than RC conversion circuit for its faster tracking speed and smaller ripple coefficient.The MCU sampling circuit has been applied in practice and good result is achieved.
Injectionmoldingmachine reform;PWM;Voltage transformation;Tracking characteristics
TH137
A
1001-3881(2013)8-111-3
10.3969/j.issn.1001 -3881.2013.08.038
2012-02-01
国家自然科学基金资助项目 (51775156)
刘彬 (1975—),男,博士研究生,讲师,主要研究方向为机电液智能控制,机电传动。E-mail:liubinfly1@sina.com。
