齿条扭曲液压矫直机的设计
2013-03-09栾松年王守城牛甜甜
栾松年,王守城,牛甜甜
(青岛科技大学中德科技学院,山东青岛 266061)
齿条扭曲液压矫直机的设计
栾松年,王守城,牛甜甜
(青岛科技大学中德科技学院,山东青岛 266061)
针对齿条经过滚齿加工后往往会发生扭转形变的问题,分析了其产生原因,并设计了液压矫直设备。通过3D建模软件Solidworks对设备的机械结构进行设计和校核,并根据功能要求设计了液压控制回路,提高了齿条的加工精度。
齿条;扭转形变;校直;液压回路
现在使用较为普遍的齿条加工工艺路线为:锻毛坯→粗加工→调质→铣面→滚齿→打基准孔→磨削。
在齿条毛坯的调质过程中,由于表层和芯部的冷却速度和时间的不一致,形成温差,就会导致体积膨胀和收缩不均而产生热应力。在热应力的作用下,由于表层开始温度低于芯部,收缩也大于芯部而使芯部受拉,当冷却结束时,由于芯部最后冷却体积收缩不能自由进行而使表层受压芯部受拉。
这一部分力残留在了毛坯的内部,起初的力处于平衡状态,但当滚齿工艺完成的时候,平衡力遭到了破坏,残余应力得到了释放,导致齿条发生扭转形变,最终影响齿条的加工精度和使用性能。通过扭曲液压矫直机矫正后,可修正其加工精度。
1 机械部分设计
扭曲校直机的机械部分主要有夹紧装置和扭转装置,其动力源均由液压提供。夹紧装置主要用于齿条两端的固定;扭转装置是对固定住的齿条进行扭转矫直。同时为了能够针对不同长度的齿条进行矫直,增加了丝杠传动副的设计。
1.1 夹紧装置的设计
如图1所示,分别为左夹具 (图(a))和右夹具(图(b))的设计方案。

图1 夹具的设计方案
左右夹具的上方开螺纹孔来固定液压缸,用于给齿条提供压紧力,固定齿条;夹具的中空部分放置齿条,其中左侧和底侧有平面度要求,这两个面用于定位齿条,使齿条在扭转过程不会发生位移。
左夹具底部钻一通孔并在孔的周围攻螺纹,用于与丝杠螺母配合,继而构成丝杠传动副,使左夹具能够做直线运动,达到可以针对不同长度的齿条进行扭转矫直的目的。另外,防止扭转力过大,把直线导轨拧弯,左夹具下方采用工字结构型导轨而不采用一般的直线导轨形式。
右夹具侧面开孔不是为了只单纯地对齿条端部进行夹紧矫直,而是要达到可以针对齿条各个部位进行扭曲矫直的目的。
假定对齿条进行扭曲矫直的最大扭矩为2×105N·m,通过Solidworks Simulation软件对左右夹具分别划分网格并进行有限元分析,见图2。

图2 夹具有限元分析
可以看出:左夹具的最大应力约为220 MPa,右夹具最大应力约为300 MPa,取安全系数为2的话,左右夹具应该选择屈服强度在600 MPa左右的材料,故选择45钢,经济适用。
1.2 扭转装置的设计
图3为扭转装置的设计方案。
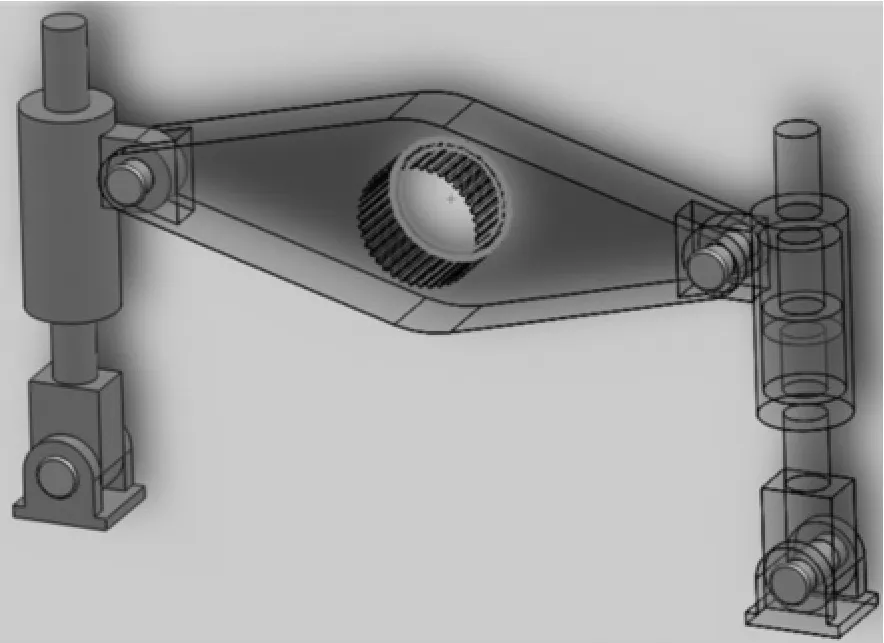
图3 扭转装置示意图
图中两侧各有一个双杆液压缸,缸的下端通过销钉与底座进行铰连接,可以自由转动;在缸筒的侧面加工一个耳环结构,与中间的菱形钢板通过销钉进行铰连接,也可以自由转动。发生扭转时两侧的液压缸缸筒一个向上运动一个向下运动构成一个扭矩,提供扭转力矩。菱形钢板主要为扭矩提供支撑,中间采用花键结构,可以传递较大的扭曲,并与第1.1节介绍的右夹具通过一根空芯轴连接。
1.3 整体结构设计
整体结构图如图4所示。

图4 扭曲液压校直机的机构结构
首先,将齿条的两端固定在左右夹具上,通过左右夹具上方的液压缸对齿条进行压紧;然后由菱形钢板两侧的两个反向运动的液压缸提供扭矩,然后通过一根空心的轴将此扭矩由菱形钢板传递到右夹具上,从而对齿条进行扭转矫直。
左夹具通过下方的丝杠传动副可以在直线方向实现500~2 000 mm的自由移动,以此达到对不同长度的齿条进行扭转矫直的目的。由于对传动精度无任何要求,为节约成本采用手轮对丝杠的进给进行调节。
底座支架由厚度为40 mm的钢板焊接而成,采用低碳钢Q235为原料,易于焊接。整个设备长度为2 600 mm,宽度为1 500 mm,高度约为1 200 mm。
2 液压控制回路的设计
根据机械结构的性能和特点,设计夹紧装置和扭转装置动力部分的液压控制回路,来完成既定的控制动作。图5中回路a为扭转回路,回路b为压紧回路。

图5 齿条扭曲矫直机液压回路的设计
2.1 夹紧装置液压控制回路的设计
夹紧装置主要用来对齿条进行固定,只需保持稳定的工作压力即可,故采用减压回路。
夹紧装置的液压控制回路见图5回路a。回路中串联一个定值输出的减压阀3和单向阀4,主要用于防止当主油路压力由于某种原因低于减压阀的调定值时,使夹紧缸6和7的压力不受干扰而突然降低,起到短时间的保压作用;夹紧缸6、7采用同一尺寸参数的液压缸,可以保证两个缸同时夹紧或者同时松开;三位四通电磁换向阀5用于换向。
2.2 扭转装置液压控制回路的设计
扭转装置主要用来给齿条提供扭转时的力矩,要求液压缸运行平稳,避免扭转时液压缸伸缩过量造成齿条的扭曲破坏,所以要求对液压缸的行程有较精确的控制。
扭转装置的液压控制回路见图5回路b。由于齿条已经经过回火处理,大部分残余应力已经消除,扭曲变形量不会很大,故矫直该变形量的扭转角度也不需过大,过大反而可能造成齿条的断裂。所以可将由液压缸所提供给菱形钢板的旋转运动近似为一个缸的竖直向上运动和一个缸的竖直向下运动。
扭转装置在机械结构上可以确保两缸同步。两个液压缸的结构和尺寸完全相同,可以保持速度和推力相同,可以减少转轴所受的不平衡径向载荷,保证设备运转平稳可靠。
回路中的节流阀可以根据需要调节回路流量,从而达到调节液压缸运行速度的目的;同时加入一个压力的负反馈控制系统,将进油口压力大小的模拟信号转化为电信号,然后与输入信号进行减运算,通过放大器对比例溢流阀的开启大小进行控制,达到控制进油口压力,从而可以调节扭矩大小,以防扭矩过大造成齿条损坏。
3 结论
齿条扭曲液压矫直机能够真正改善齿条对于直线度方面的要求,与以往的人工经验矫直相比,自动化程度明显提高,节省人力物力;部分齿条因为长期或者非正常使用后,也可能会出现齿条精度方面不能满足其使用要求的情况,此时若采取更换零部件的方式,则造成一定的浪费,经常更换甚至会耽误正常生产活动,而采用扭曲液压矫直机可以大大提高齿条的精度,带来巨大的经济效益。
【1】王守城,容一鸣.液压与气压传动[M].北京:北京大学出版社,2008.
【2】杨逢瑜.电液伺服与电液比例阀控制技术[M].北京:清华大学出版社,2009.
【3】陈超祥,叶修梓.Solidworks Simulation基础教程[M].北京:机械工业出版社,2010.
【4】刘培基,王安敏.机械工程测试技术[M].北京:机械工业出版社,2003.
【5】王萌.精密直线导轨矫直机设计与分析[D].武汉:武汉理工大学,2010.
【6】张秀华.几种带补偿措施的双杆串联缸新同步回路的分析[J].机床与液压,2010,38(4):61-63.
Design for Rack Torsion Hydraulic Straightening Machine
LUAN Songnian,WANG Shoucheng,NIU Tiantian
(Sino-German Technical Faculty,Qingdao University of Science and Technology,Qingdao Shandong 266061,China)
Aiming at the problem of the rack always deformed in torsion after hobbing,the reason of deformation was analyzed,and furthermore,the hydraulic straighteningmachinewas designed.Themechanical structure of themachinewas designed and checked with the three dimensional(3D)modeling software Solidworks,meanwhile the hydraulic control circuitwas designed according to the requested functions,so that themachining precision of the rack can be improved.
Rack;Torsion deformation;Straightening;Hydraulic circuit
TH137
A
1001-3881(2013)8-013-3
10.3969/j.issn.1001 -3881.2013.08.005
2012-03-01
栾松年 (1986—),男,硕士研究生,研究方向为液压传动与控制技术。E-mail:278972886@qq.com。
