钢材打捆包装机器人驱动系统研究
2013-03-09李成群陈龙董小雷
李成群,陈龙,董小雷
(河北联合大学机械工程学院,河北唐山 063009)
可根据两偏心轴连接油缸两端之间的距离L来确定油缸的大概长度。
在安装液压缸时,要保证在压紧辊压紧位置,无活塞杆腔供油。在机架上安装好偏心轴后,安装压紧
辊组时,应使两偏心轴B端处于驱动辊的内侧 (如图1所示)。如果安装到驱动辊外侧,就会出现图3中情况,此时只有油缸的有杆腔供油时,压紧辊才能压紧盘条。由上面分析可知,此时液压缸输出的推力要比正常工作力要小,不是最佳的工作状态。所以,在安装油缸时,应使偏心轴的B端尽量靠近。
钢材打捆包装机器人驱动系统研究
李成群,陈龙,董小雷
(河北联合大学机械工程学院,河北唐山 063009)
驱动系统是钢材打捆包装机器人的关键部件,它通过驱动辊和盘条之间的摩擦力,实现盘条的送进和抽紧。新设计的驱动系统采用了偏心轴机构,它与弹簧压紧型驱动系统相比,克服了4个压紧辊压力大小不相等的缺陷。通过盘条的屈服极限来求得所需的压紧力,进而确定压紧辊的材料及油缸的安装、选型的基本参数。
钢材打捆包装机器人;驱动系统;偏心轴
钢材打捆包装机器人,就是利用盘条为捆扎材料,将螺纹钢、型钢 (如槽钢、角钢、工字钢)、带钢、线材等捆扎成形的设备,以便于钢材的运输、存储和销售。驱动系统是打捆机器人的关键部件,其设计是否合理将直接影响到钢材打捆的质量。现场要求打捆机器人的驱动系统要送线速度快,工作频繁。驱动辊正转送进时,要求盘条能迅速到位;反转抽线时,盘条要抽紧钢材,从而保证打捆速度和捆扎的牢固性。
1 驱动系统的结构分析
驱动系统工作过程如下:它通过PLC程序来控制液压系统电磁换向阀的打开和关闭,实现对驱动马达的正反转控制,靠驱动辊和盘条之间的摩擦力,来实现盘条的送进和抽紧。如果摩擦力过大,压紧辊需用较大的力压紧盘条,易造成盘条变形,且影响驱动系统零件的强度和使用寿命。如果摩擦力过小,就会造成捆松、散捆等打捆缺陷。因此,在驱动辊和压紧辊之间的摩擦因数一定的情况下,两者之间必须有相应大小的压力,以确保送线和抽线时,盘条与接触面之间不会发生滑动摩擦。
弹簧压紧型驱动系统是利用压缩的碟型弹簧对臂杆施加压力,来实现压紧辊对盘条的压紧。蝶形弹簧的压缩量可以通过调节调整螺母的位置来改变。压紧力的大小,除与弹簧的压缩量有关外,还与臂杆的结构等因素有关。在实际的使用过程中,经实验测量得出,并不能保证各个压紧辊的压力大小相等,且弹簧的压缩量完全凭经验得出,这就会使盘条的送进和抽紧没有达到最佳效果。其布局图如图1(a)所示。
偏心轴型驱动系统,是把液压系统的压力通过偏心轴转化为压紧辊和驱动辊之间的压力。其布局图如图1(b)所示:驱动辊由驱动马达带动旋转,压紧辊组和油缸分别通过轴承连接在偏心轴的两端,两偏心轴通过滚子轴承固定在机架上,通过油缸的伸缩带动偏心轴旋转,从而实现压紧辊和驱动辊之间的压紧和松开。在工作过程中,考虑到驱动辊的强度和挠度,可适当增加驱动辊的厚度。在工作面上加工两条并行的盘条轨道,工作一段时间后,由于磨损等原因需要更换轨道时,把驱动辊拆卸下来后反过来安装,使用另一条盘条轨道,简单方便且节约成本。驱动系统结构简图如图2所示。

图1 钢材打捆包装机器人驱动系统布局图
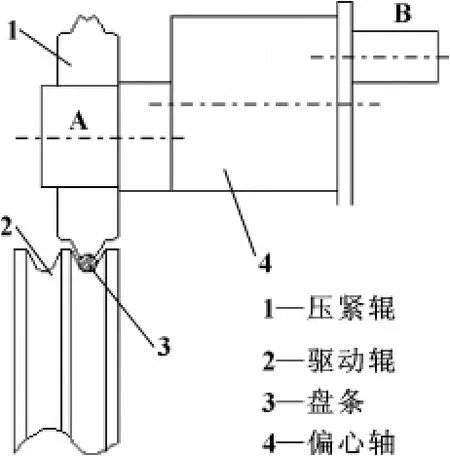
图2 钢材打捆包装机器人驱动系统结构简图
此机构的优点是:(1)每组压紧辊能实现对压紧位置的自动调节,从而实现各个压紧辊压力的自适应调节,确保各个压紧辊以相同大小的力压紧盘条;(2)利用力矩平衡原理,选择合适的位置,使压紧辊对偏心轴的作用力FN的力矩L1较小,油缸的推力FP对偏心轴的力矩L2较大,用较小的推力就可实现较大的压紧力;(3)相对于弹簧而言,液压系统能提供较大的推力;(4)该结构不仅在棒材打捆包装机器人上应用状况良好,同样也可应用于钢带打捆设备的驱动系统。
2 油缸选型主要参数的确定及安装
在选择液压缸型号时,首先根据工作条件和液压缸在机构中所要执行的任务来选择液压缸的类型和结构,然后按工作要求 (输出的力、速度和行程)来计算液压缸的结构尺寸。根据现场实际应用可知,此机构可选择双作用单活塞杆液压缸,根据输出力的大小来确定液压缸的基本尺寸。
2.1 油缸缸筒内壁的确定
为避免打捆包装机器人在捆扎钢捆时有散捆、捆松的现象,驱动系统必须给盘条提供足够的拉力以使其抱紧钢捆,但拉力的最大值应避免将盘条拉断,故用盘条的屈服极限来计算驱动系统拉力的最大值,所选油缸的输出拉力小于其极限拉力即可。该驱动系统采用直径为φ6、材料为Q235的热轧盘条,可计算达到盘条屈服极限的极限抽紧力为:

式中:σS为Q235的屈服极限,查机械设计手册取σS=235 MPa;
μ为驱动辊和盘条之间的摩擦因数,查相关资料取μ=0.13。
由图1可知,油缸的两端分别连接在两个结构相同的偏心轴上,所以,油缸传递给两个偏心轴的推力FP大小相等、方向相反。压紧辊组传递给偏心轴的力为FN,由力矩平衡原理可知:

由于压紧辊支架是对称结构,且两个压紧辊大小一样,由力的合成与分解可知:

缸筒的内径D可以根据油缸的推力FP来计算,在给定液压系统工作压力后 (设回油背压为零),应满足以下关系式:

式中:p为液压缸的工作压力,工作现场液压系统的可提供的压力一般为8~10 MPa;

ηm为液压缸的机械效率,一般取ηm=0.95。

由于Ff是把盘条拉断的力,此力比需求的拉力要大,考虑到驱动辊和压紧辊的强度以及轴承的寿命等因素,实际所选的油缸缸筒直径要比计算出的缸筒内径D小,以适当减小拉紧力Ff的值。
2.2 活塞杆直径的确定
确定活塞杆直径d时,通常先满足液压缸往返速比,然后再校核其结构强度和稳定性。若速比为φ,则有:

2.3 油缸长度的确定
可根据两偏心轴连接油缸两端之间的距离L来确定油缸的大概长度。
2.4 油缸的安装要求
在安装液压缸时,要保证在压紧辊压紧位置,无活塞杆腔供油。在机架上安装好偏心轴后,安装压紧
辊组时,应使两偏心轴B端处于驱动辊的内侧 (如图1所示)。如果安装到驱动辊外侧,就会出现图3中情况,此时只有油缸的有杆腔供油时,压紧辊才能压紧盘条。由上面分析可知,此时液压缸输出的推力要比正常工作力要小,不是最佳的工作状态。所以,在安装油缸时,应使偏心轴的B端尽量靠近。

图3 有杆腔供油驱动系统
3 驱动辊和压紧辊材料的确定
由于驱动辊和压紧辊在工作过程中承受较大的压力,往返动作频繁且工作时间较长,这就对驱动辊和压紧辊材料的综合力学性能提出了较高的要求。作者采用高碳铬轴承钢GCr15,它是一种合金含量较少、具有良好力学性能、应用最广泛的高碳铬轴承钢。为满足对材料硬度的要求,需对零件进行球化退火,淬火后硬度达到HRC58~62。此外,该机构对零件的耐磨性和抗咬合性也有一定的要求,可以对两零件与盘条接触的关键表面进行表面渗氮处理,深度为0.55~0.6 mm,关键表面的维氏硬度达到HV800~820,这样零件就具有了高而均匀的硬度、良好的耐磨性和较高的接触疲劳强度。
4 结论
钢材打捆包装机器人的偏心轴型驱动系统与弹簧压紧型驱动系统相比,能使钢材达到更佳的打捆效果。它通过偏心轴来实现位置和压紧力的自动调节,保证4个压紧辊压力的大小相等。利用盘条屈服极限来求得所需的油缸推力,进而选择合适的油缸型号。根据受力的大小、材料的力学性能和经济性等因素,来确定零件结构设计、材料的选择和适当的热处理。此机构经现场使用后效果良好。
【1】李壮云.液压元件与系统[M].北京:机械工业出版社,2008.
【2】裴忠才.钢材全自动打捆机的研制[R].北京:北京航空航天大学博士后出站报告,1999.
【3】魏春雨,高兴岐,薛凤英,等.打捆机驱动系统的设计和受力分析[J].机械设计与制造工程,2002(4):72-73.
【4】成大先.机械设计手册[M].北京:化学工业出版社,2008.
Research on Drive System of Steel Bale Packaging Robot
LIChengqun,CHEN Long,DONG Xiaolei
(School of Mechanical Engineering,Hebei United University,Tangshan Hebei063009,China)
The drive system is a key componentof steel bale packaging robot.Thewire rod is fed and tightened by the friction of drive roller.Compared with the type of spring-loaded drive system,the new drive system overcomes the defectof press notequal.The pressure was calculated by using yield limit of the wire rod.The design included material selection,basic parameters calculation and installation of cylinder.
Steel bale packaging robot;Driven system;Eccentric shaft
TP271+.31
A
1001-3881(2013)8-021-3
10.3969/j.issn.1001 -3881.2013.08.008
2012-02-16
李成群 (1963—),男,副教授,从事机器人技术、机械系统动力学、工业控制和测试技术方面的研究。E-mail:tychenlong@126.com。
