光纤预制棒切割专机设计
2013-03-09马敏莉
马敏莉
(南通职业大学,江苏南通 226002)
光纤预制棒切割专机设计
马敏莉
(南通职业大学,江苏南通 226002)
根据光通讯材料的特点、光纤预制棒制造企业要求,分析光纤预制棒切割专机设计的关键技术及设计要点,有针对性地设计了光纤预制棒切割专机,确保了加工质量及效率,在一年多的实际应用中其技术得到了充分验证。
光纤预制棒;切割专机
国际上光纤材料制作至今已有近30年的历史,我国近几年才开始生产光纤预制棒,生产设备包括光纤预制棒切割机等辅助设备基本从日本等国家引进。近两年,光纤生产的辅助设备转向国内生产,但效果不理想。2010年,作者受某光纤材料制造公司委托自主研发生产光纤预制棒切割专机。根据光通讯材料的特点、光纤预制棒制造企业要求,有针对性地设计了光纤预制棒切割专机,确保了加工质量及效率,在一年多的实际应用中其技术得到了充分验证。
1 设计要求分析
1.1 光通讯材料特点分析
光纤预制棒主要是利用气相沉积工艺将原料气体SiCl4和O2在加热时发生化学反应生成SiO2沉积熔融而成,其材料为纯SiO2[1],属于石英玻璃材料,是一种坚硬难溶的脆性材料,其化学性质很稳定,不溶于水也不跟水反应;其硬度为摩氏硬度5.5~6.5,抗拉强度4.8×107Pa,抗压强度大于1.1×107Pa。
1.2 光纤预制棒制造企业要求
为了适应不同规格的光纤预制棒切割,保证切割质量,提高切割效率,在切割专机设计时,除了可靠性要求外顾客还提出了以下几项技术要求:
(1)加工尺寸:直径:φ30~φ50 mm;长度:300~2 700 mm。
(2)加工要求:将上述尺寸范围内的光纤预制棒切断,要求切断面光滑,表面粗糙度Ra≤6.3μm,崩边不大于0.2 mm。
(3)机床主机占地长度1 200~1 300 mm,滚轮顶部至地面高度850~900 mm,宽度600~700 mm(不作硬性要求),加工棒料底部高出工作台面5~10 mm等。
2 切割专机的设计及难点
在保证切割机安全可靠、换刀便捷的前提下,完成不同直径规格的切割,并确保切断面质量,是该专用机床的设计目标。为完成设计目标,机床各部件必须相互协调完成较为复杂的动作。如何使机床具备可靠地完成这些动作的功能是该专用机床要解决的主要问题之一。同时如何保证各部件有足够的承载能力,达到运动部件既要运动灵活又要与床身之间有足够的接触刚度是该专用机床要解决的另一个主要问题。另外由于预制棒在加工时为多品种生产,各品种间更换加工时,要求机床调整方便快速。如何缩短机床调整、上下料等辅助时间也是该专用机床要解决的问题。
3 专机的布局与功能
设计该专用机床时综合考虑整体刚性、加工适应范围、操作等因素,采用立式平面布置。机床主要由支撑架部件、滑动部件、运动部件、机架部件等组成,整机结构见示意图1。工作时,将被切割光纤预制棒轻轻搁置在机床两边工作台尼龙滚轮上,根据切割长度,调整好光纤预制棒的轴向位置后,将光纤预制棒切断。

图1 光纤预制棒切割机结构示意图
机床完成设计目标的关键动作:(1)将不同规格的光纤预制棒在切割前准确定位;(2)切断工件。
4 光纤预制棒切割专机主要部件结构特点
4.1 滑动部件
滑动部件是在不同规格预制棒切割时起输送和定位作用,具体结构见示意图2。

图2 滑动部件结构示意图
不同规格的光纤预制棒在切割前可通过工作台上的直柱型树脂滚轮6(φ60、φ70 mm两种规格)、滚轮轴12、滚轮支架2、挡块5实现准确定位;滚轮支架零件图见图3,有80、105 mm两个轮槽高度;当需切割 φ30~φ50 mm光纤预制棒时,将φ70 mm滚轮部件装在80 mm高度的轮槽中可实现完全切断工件;当需加工φ150 mm光纤预制棒时,将φ60 mm滚轮部件装在105 mm高度的轮槽中即可;光纤预制棒切割使用滚子直径与轮槽高度对照见表1。

图3 滚轮支架零件图
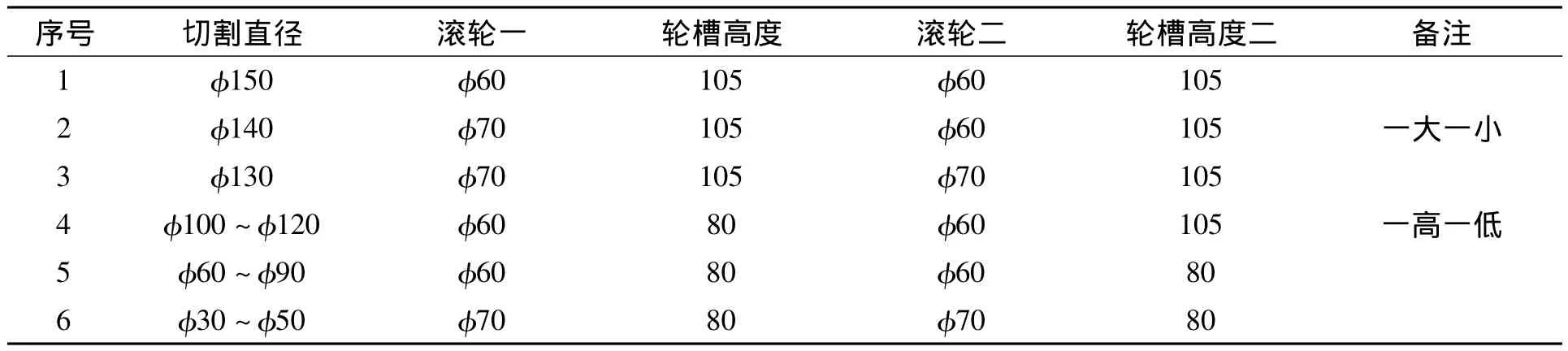
表1 光纤预制棒切割使用辊子直径与轮槽高度对照表 mm
为了保证滑动部件在工作时能轻松滑动,保证切断面质量,在保证专机可靠及成本相对较低的情况下,设置两导轮副、上导轨、下导轨,其导轮轴29通过轴承26与导轮25配合直接在两下导轨23上滑动,实现工件的输送;另一端通过轴承26直接与两上导轨30配合,实现工件输送的平稳性;装配时要求两导轮在下导轨上行走平稳、同步、无卡阻现象,在下导轨上行走无振动、摆动现象。
4.2 运动部件
运动部件是为专机提供动力,具体结构见示意图4。为了使主轴能保证在高切削力时无振动地运行,选用Y90L-4电机,机床锯片轴22由电机9、2根V型三角带30直接带动,其特点振动小、噪声低、切割平稳。锯片主轴转速设计为2 000 r/min。

图4 运动部件结构示意图
为了保证切断面质量,装配时可通过调整轴承拼紧螺母使锯片主轴轴向、径向间隙不大于0.02 mm。
为了使更换锯片安全、快捷,在锯片轴上设计了一个φ16 mm孔,具体结构见图5。换锯片时,可用一撬棒 (附件)从机床的正面机座孔向内插入直至锯片主轴φ16 mm孔中 (如插不进,可旋转锯片),拆下工作台上盖板,再用扳手拆下压紧螺母 (右旋),取下旧锯片,换上新锯片,将压紧螺母压紧后拔出撬棒即可。

图5 锯片轴零件图
4.3 支撑架部件
支撑架部件主要起辅助支撑作用,具体结构见图6。当加工的预制棒长度超过一定尺寸时,可调整矩形螺母11、蝶形螺钉12,使辅助支撑处于适合工件直径的支撑高度。

图6 支撑架部件结构图
5 锯片与切削液的选择
5.1 锯片的选择
目前,市面上的锯片主要有高速钢锯片、整体硬质合金锯片、钨钢锯片、镶齿合金锯片、金刚石锯片等。因光纤预制棒的硬度达摩氏硬度5.5~6.5,仅次于金刚石,故选用金刚石圆锯片,尺寸确定为φ300 mm×φ60 mm×1.8 mm。
5.2 切削液的选择
光纤预制棒属于石英玻璃材料,是一种坚硬难溶的脆性材料,其化学性质很稳定,不溶于水也不跟水反应,故直接选择水为切削液。
6 结论
光纤预制棒切割专机的设计,基于对目标工件材料性能、制造企业要求的仔细分析,找出其设计要点和难点,通过对机床整体结构、功能进行分析,采用了来自生产一线的实际经验以及一系列新技术、新方法、新结构,使设计目标得以合理充分地实现。
该专机于2010年样机试制以来,已进入小批生产阶段。一年多的实际使用证明:该专机产品质量稳定性好,操作便捷,顾客较为满意。
【1】王智,张劲松,吴重庆,等.光纤预制棒工艺的能量分析[J].北方交通大学学报,1998,6(3):42 -44.
【2】成大先.机械设计手册[M].5版.北京:化学工业出版社,2008.
【3】现代实用机床设计手册编委会.现代实用机床设计手册[M].北京:机械工业出版社,2006.
【4】赵如福.金属切削工艺人员手册[M].4版.上海:上海科学技术出版社,2006.
Design of Cutting Special Machine for Optical Fiber Perform
MA Minli
(Nantong Vocational College,Nantong Jiangsu 226002,China)
The key technology and key design points about the optical fiber preform cutting specialmachine design were introduced according to the characteristics of opticalmaterials and optical fiber preform manufacturing enterprises demands.The fiber preform cutting specialmachinewas designed targeted.The processing quality and efficiency are ensured.The technology is fully validated in more than a year of practical application.
Optical fiber perform;Cutting specialmachine
TH122
A
1001-3881(2013)8-039-4
10.3969/j.issn.1001 -3881.2013.08.015
2012-02-27
马敏莉 (1965—),副教授,研究方向为机械设计与制造。E-mail:symmlsj@163.com。
