水切割工作台横向进给系统设计
2013-01-21宋今朝
宋今朝
(北京联合大学,北京 100101)
1 概述
以切割为加工目的加工系统,一般是由产生数百MPa的超高压射流泵(或水经过水泵后通过增压器增压)、贮液蓄能器(使脉冲的液流平稳)、孔径为0.1—0.5mm的人造兰宝石喷嘴、水平工作台、机器人和综合控制装置所组成.切割装置运动的方式可分为:工件固定喷嘴移动式,工件喷嘴相互移动式;采用NC装置及多关节机器人进行控制.目前,水射流NC装置系统已推广使用,多关节机器人及龙门架式机器人也进入实用化,使用计算机控制加工坐标曲面的复杂形状,也已多次试验成功.目前,已有的NC水射流加工机床的工作台尺寸为:1.2mx1.5m,移动速度为380mm/s.
水切割设备的工作台一般包括两部分:水箱和进给机构.其中进给机构包括X-Y方向的进给机构和喷嘴方向的微小移动.进给机构的工作原理是:由步进或伺服电机驱动驱动与其相连的丝杠导轨副而达到进给的目的.为了保证设计的精度准确,方案合理,工作可靠.在此对水射流技术的基本组成,基本工作原理及经常使用的工况等等进行简单的引述:能分别沿X向和Y向移动的工作台称为X—Y工作台.其工作原理是X、Y向均采用伺服电机,通过丝杆传动后,带动工作台做X—Y向的运动.

图 高压水射流切割加工示意图
2 X 方向(横向进给系统)设计
负载:由于X方向用于加装喷嘴机构及,混沙室等.在非工作状态下该方向只承受电机,丝杠和导轨的重,而在工作状态下除了承受上诉重外,还要承受由于工作时,高压水产生的反冲作用力.
计算步骤如下:
2.1 确定系统脉冲当量
脉冲当量dp=0.01mm
2.2 工作台重量初步估算
根据给定的有效行程,估算X向工作台承载重量WX
由于只承受电机,丝杠和导轨的重,所以可以初步估算为5000N
2.3 滚动导轨副的计算、选择
根据给定的工作载荷Fz和估算的Wx计算导轨的静安全系数fSL=C0/P,式中:C0为导轨的基本静额定载荷,kN;工作载荷P=0.5(Fz+W);fSL=1.0~3.0(一般运行状况),3.0~5.0(运动时受冲击、振动).根据计算结果查有关资料初选导轨:
依据使用速度v(m/min)和初选导轨的基本动额定载荷C(kN)验算导轨的工作寿命Ln:

导轨静安全系数取fSL=5.0
因为公式fSL=C0/P式中C0为导轨的基本静额定载荷,P为工作载荷,使用单导轨,其上有一个滑块
滑块 P=1*(Fz+W)
X轴上导轨PXmax=1*(Fz+WX)1*2500=2500kgf
所以 C0=5.0×2500=12500kgf=12.5KN
初选导轨型号GBB 20AA.
滚动直线导轨副是由导轨、滑块、钢球、返向器、保持、架密封端盖及挡板等组成.当导轨与滑块做相对运动时,钢球就沿着导轨上的经过淬硬和精密磨削加工而成的四条滚道滚动,在滑块端部钢球又通过返向装置(返向器)进入返向孔后再进入滚道,钢球就这样周而复始地进行滚动运动.返向器两端装有防尘密封端盖,可有效地防止灰尘、屑末进入滑块内部.
2.4 珠丝杠计算、选择
初选丝杠材质:CrWMn钢,HRC58~60,导程:l0=8mm
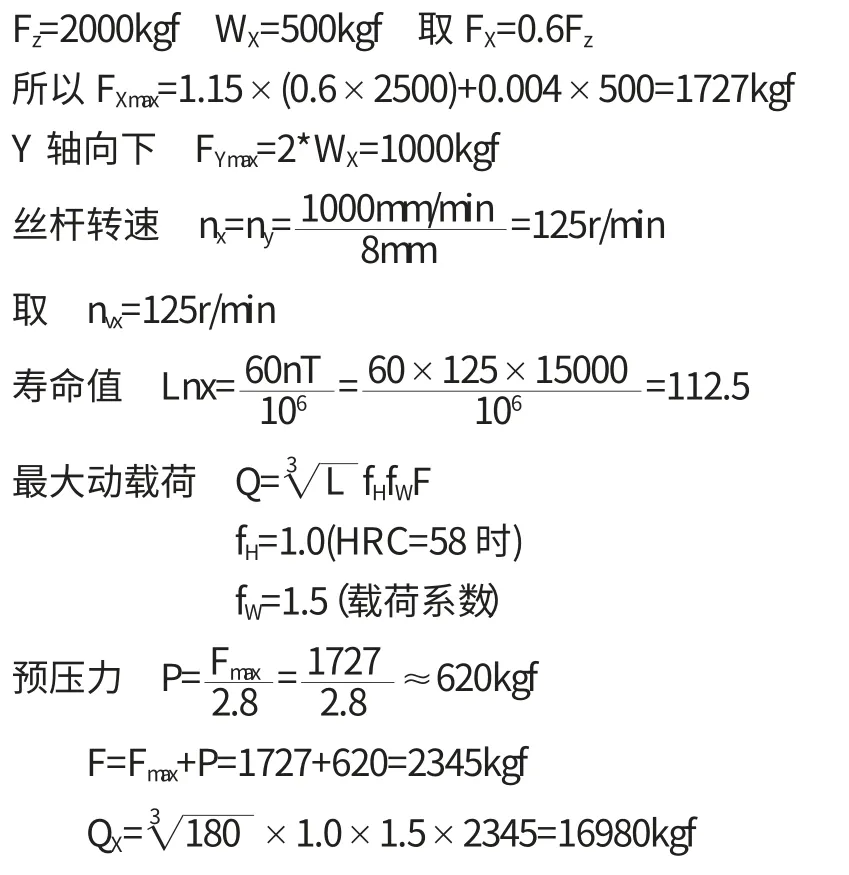
2.4.1 强度计算
丝杠轴向力:Fmax=KFx+f(Fx+W)(N)
式中:K=1.15,滚动导轨摩擦系数f=0.004;
选取丝杆 FFB型内循环变位导预紧螺母式滚珠丝杠副,具体型号尺寸如下:
滚珠丝杠副是由丝杠、螺母、滚珠等零件组成的机械元件,其作用是将旋转运动转变为直线运动或将直线运动转变为旋转运动,它是传统滑动丝杠的进一步延伸发展.这一发展的深刻意义如同滚动轴承对滑动轴承所带来的改变一样.滚珠丝杠副因优良的摩擦特性使其广泛的运用于各种工业设备、精密仪器、精密数控机床.尤其是近年来,滚珠丝杠副作为数控机床直线驱动执行单元,在机床行业得到广泛运用,极大的推动了机床行业的数控发展.这些有取决于其具有:(1)传动效率高,(2)定位精度高,(3)传动可逆行,(4)使用寿命长,(5)同步性能好等优点.
因为工作台净工作寸为1.2m*1.2m,初选丝杠尺寸为Ls=1300mm.
2.4.2 传动效率计算
式中:φ=10',为摩擦角;γ 为丝杠螺旋升角.

2.5 步进电机等效负载计算
2.5.1 等效转动惯量的计算折算到步进电机轴上的等效负载转动惯量为:

式中:Jw和Js分别为折算到步进电机轴上的工作台和丝杠的等效转动惯量,kg·cm2.
式中:d0为丝杠的名义直径;Ls为丝杠的总长;ρs,ρz分别为丝杠和齿轮的材料密度,可取为7.85x10-3kg/cm3.


2.5.2 等效负载转矩计算


2.5.3 启动惯性阻转距计算

(4)步进电机输出轴上总负载转矩计算

2.6 步进电机的选择
3 发展趋势
水切割加工技术的发展有以下几个趋势:
3.1 提高水切割加工机的可靠性和寿命,尤其是其中关键零部件高压泵、高压软管、接头和喷嘴的寿命,故要采取一系列防磨损的措施,能使高压泵和阀体的寿命达到6000h,喷嘴的寿命达到2000h.
3.2 优化工艺参数,进一步提高效率,减少磨料消耗和降低能耗,以利于成本更有竞争力.
3.3 发展智能化控制,使工艺参数能在加工过程中自适应调整,以提高加工精度,用于制作有一定精度要求的零件,达到其技术经济效果可与等离子体和激光加工相媲美的程度.
3.4 不断扩大水切割加工的应用范围,由二维的切割和去毛刺加工发展到孔加工和三维型面的加工.美国的F10w国际公司和oMAx公司生产的水射流加工机床的控制系统均备有内置的CAD/CMA便于对复杂轮廓加工的编程和操作.同时还能根据加工件的材料及板材厚度,自动提供最佳的切割工艺参数,有利于该项工艺的推广.
〔1〕薛胜雄.高压水射流技术及应用[M].北京:机械工业出版,1997.
〔2〕李荣生.电气传动控制系统设计指导[M].北京:机械工业出版社,2004.
〔3〕张建刚.数控技术[M].上海:华中科技大学出版社,2000.
