利用高速摄像技术对中浓和低浓磨浆过程差异性的研究
2013-01-12朱小林
刘 嘉 朱小林
(华南理工大学制浆造纸工程国家重点实验室,广东广州,510640)
磨浆处理是造纸的一个重要过程,其目的是根据纸或纸板的质量要求和使用纸浆的种类及特征,在可控的情况下用物理方法改善纤维的形态和性质,使制造出来的纸或纸板符合预期的质量要求[1]。国内传统的磨浆方式一般采用低浓磨浆 (一般在6%以下),但是在长期的生产实践中,人们也逐渐发现低浓磨浆存在诸多弊病,例如:对纤维切断比较多、成浆质量不均匀、磨浆能耗较高等。上述弊病造成企业生产成本较高,产品质量提升困难。鉴于传统低浓磨浆的缺陷,近年来国内研究开发出中高浓磨浆 (一般在10%以上)的技术和设备,在一些造纸企业逐步得到了推广和生产应用[2-3]。为了更好地了解磨浆,有必要对磨浆过程及磨浆的作用规律有更加深入的认识,以便于优化磨浆工艺和参数。
磨浆过程是对纸浆纤维进行机械处理,所以磨浆过程实质是能量转换过程。各种前期的磨浆机理基本是从能量转换的角度来解释磨浆过程的。Smith于1922年提出了帚化理论 (Fiberage Theory),该理论建立在对纸浆磨浆前后形态观察的基础上,是一种经验理论,缺乏数据的支持。随着研究的深入,现代磨浆理论主要有Lewis及Leider提出的比边缘负荷理论(Specific Edge Load,简称SEL)、Lumiainen提出的比表面负荷理论 (Specific Surface Load,简称SSL)和一些定性机理假说 (如Banks、Hourani提出的絮聚假说)[4-5]。这些磨浆机理虽然能够解释磨浆过程的一些情况,但它们都只是针对低浓磨浆,并且只是一些理论性的假设。对于中浓磨浆,华南理工大学的刘士亮等人[6]在近几年提出了一个“内摩擦效应”,他们认为中浓磨浆对纸浆纤维的作用主要来自于纤维絮团内部的摩擦。随着计算机技术和电荷耦合元件 (Charge-Coupled Device,简称CCD)生产技术的发展,高速摄像技术近年来得到快速发展。高速摄像技术被广泛应用于工业、科技、消费电子、医疗等领域,为人类探索微观世界和瞬态运动过程提供了丰富的视觉信息。Atack等人[7]通过高速摄像技术观察了低浓磨浆时纸浆的分布状态,Kwei-Nam Law等人[8]通过高速摄像技术对中高浓磨浆时纤维的运动进行了观测。他们的研究只对木片盘磨机的工作原理有一定帮助,并且没有应用纤维的示踪物,没有微观上的观察。为了探索中低浓磨浆过程,本研究采用高速摄像技术记录磨片工作的全过程,对磨片的工作过程进行了可视化研究,并进行相关的分析。旨在对比中、低浓磨浆的差异性,并对二者的磨浆机理进行分析,为中、低浓磨浆理论研究提供依据。

1 实验设备和方法
1.1 实验设备
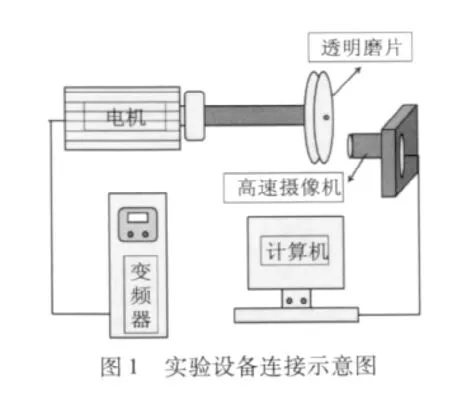
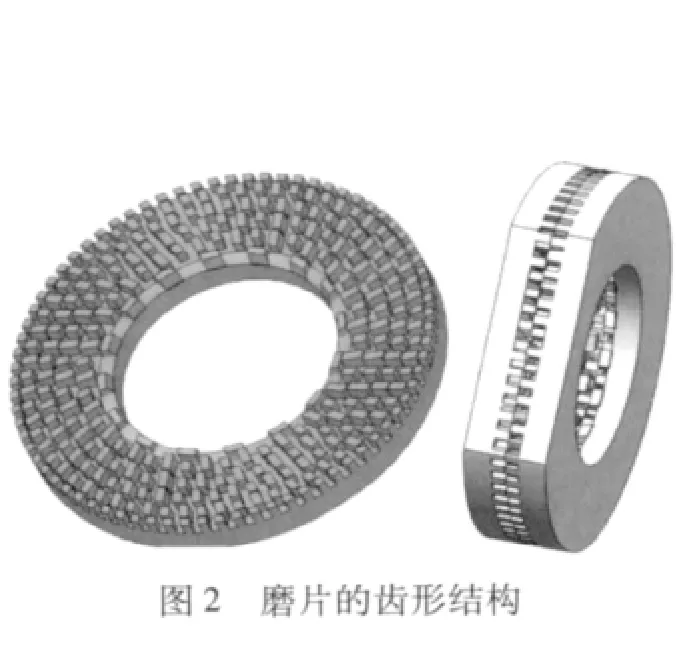
为了对中、低浓磨浆的过程进行直接观测,采用了高速摄像机对磨浆过程进行完整记录。实验设备连接示意图如图1所示。盘磨机电机的最高工作频率是50 Hz,额定转速是1480 r/min,电机的运行转速(0~1480 r/min)可通过调节变频器的频率进行调节。电机连接盘磨设备,盘磨机的磨片用透明的材料制成。RDT-16型高速摄像机,美国生产,拍摄速度范围是60~20000帧/s。高速摄像机连接在一台计算机上,通过MiDAS软件配套控制,与此同时也可以通过调节摄像机的位置和参数来拍摄不同角度、不同位置的运动情况。磨片齿形结构如图2所示。
1.2 实验方法
实验中使用的纸浆为化机浆。为了更好地模拟中、低浓磨浆过程,选择低浓磨浆浆浓为3%,中浓磨浆浆浓为12%,温度为室温。为了方便摄像机捕捉跟踪纸浆纤维的瞬时运动方式、轨迹和受力状况,以及之后的图像处理,对一部分纸浆进行直接染料的染色处理,将其染成黑色。其中染色纸浆的性能和状态与未染色纸浆只有细微的差异,并且不会发生混染的现象。盘磨机电机频率设为35 Hz,磨片内外圈磨齿的位置及相关参数见图3。
2 数据采集及处理方法
2.1 数据采集
实验时,采用1000 W的新闻灯从动盘侧照入,通过这种透光源从定盘侧拍摄,具体见图4。
从图4(a)可以看出,画面整体比较亮,磨齿的形状和挡浆板的位置较清楚,但也有不少阴影部分。根据图4(b)的拍摄示意图,光线是通过动盘、纸浆以及定盘磨齿后被摄像机捕捉到,由此可推测出定盘沟槽中的阴影就是定盘积聚的纸浆,而在磨齿上看到的白而亮的物质就是纸浆。由于光线透过纸浆的强度不同而引起光线上的强弱,灰度有所不同,表明纸浆厚度的不同。在定盘磨齿上看到的黑色物质分为两类:一种是动盘沟槽积聚的纸浆,一类是染色纸浆。前者是呈规律出现而且范围大,速度与动盘速度一致后者是小而更深,与动盘转速不一致。通过上述对比就能容易地找出染色纸浆。通过对比染色纸浆的深度,也可以看出染色纸浆厚度的情况。这一部分纸浆就是实验重点跟踪观察的对象。
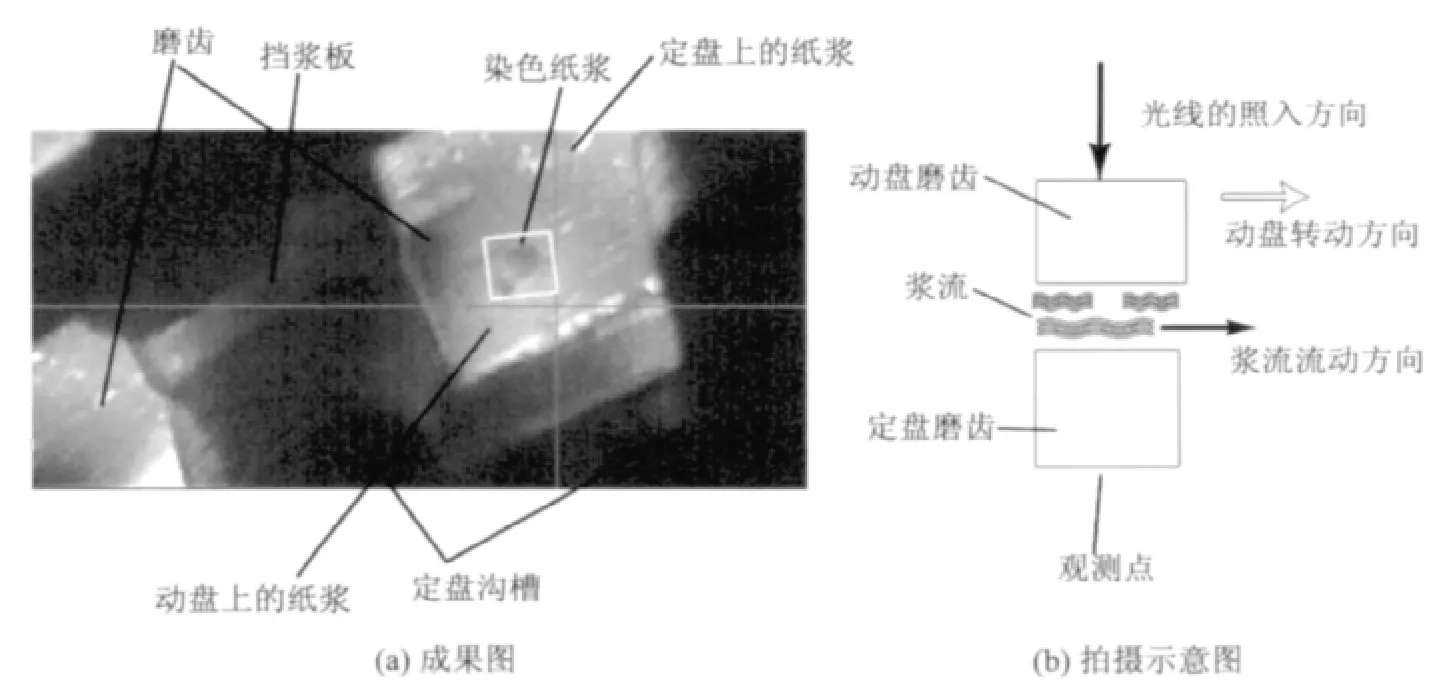
图4 通过透射光源对磨浆过程一个磨齿的拍摄图片
以前的研究表明,纸浆的磨浆过程是一个很复杂的过程。从纸浆的浓度分析,磨片之间是一个固液气三相混合状态。然而气相在此过程对纸浆流动性和分散性的影响可以忽略,所以把磨浆过程当成一个固液两相的混合物,它是一个多相流的模型,这一点是流体分析界公认的事实。所以在分析的时候,多相流的相关理论就是分析中低浓磨浆过程的主要理论来源[9]。由图4可知,纤维絮团形态变化直接反映其受力情况,如果纤维絮团的形态变化明显就说明其受力大,磨浆效果好;相反,如果形态变化不明显,则说明纤维本身没有什么变化,磨浆效果不好。
2.2 图片的处理
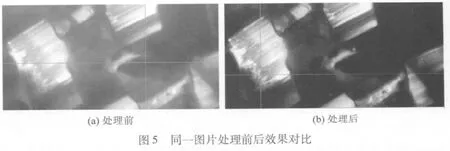
采集到的原始图片对比度不明显,整体偏亮,非常不利于观测。使用MiDAS软件自带的图片处理器对图片对比度、亮度、GAMA值和LOG值几个参数进行调节,同时选择sharp的滤波器能够较好地处理这种情况。通过这些处理可以突出拍摄纸浆的形状,使分析更直观、清楚。图5展示了同一图片处理前后的效果对比。
3 结果与分析
3.1 中、低浓磨浆纸浆在磨片内圈的比较
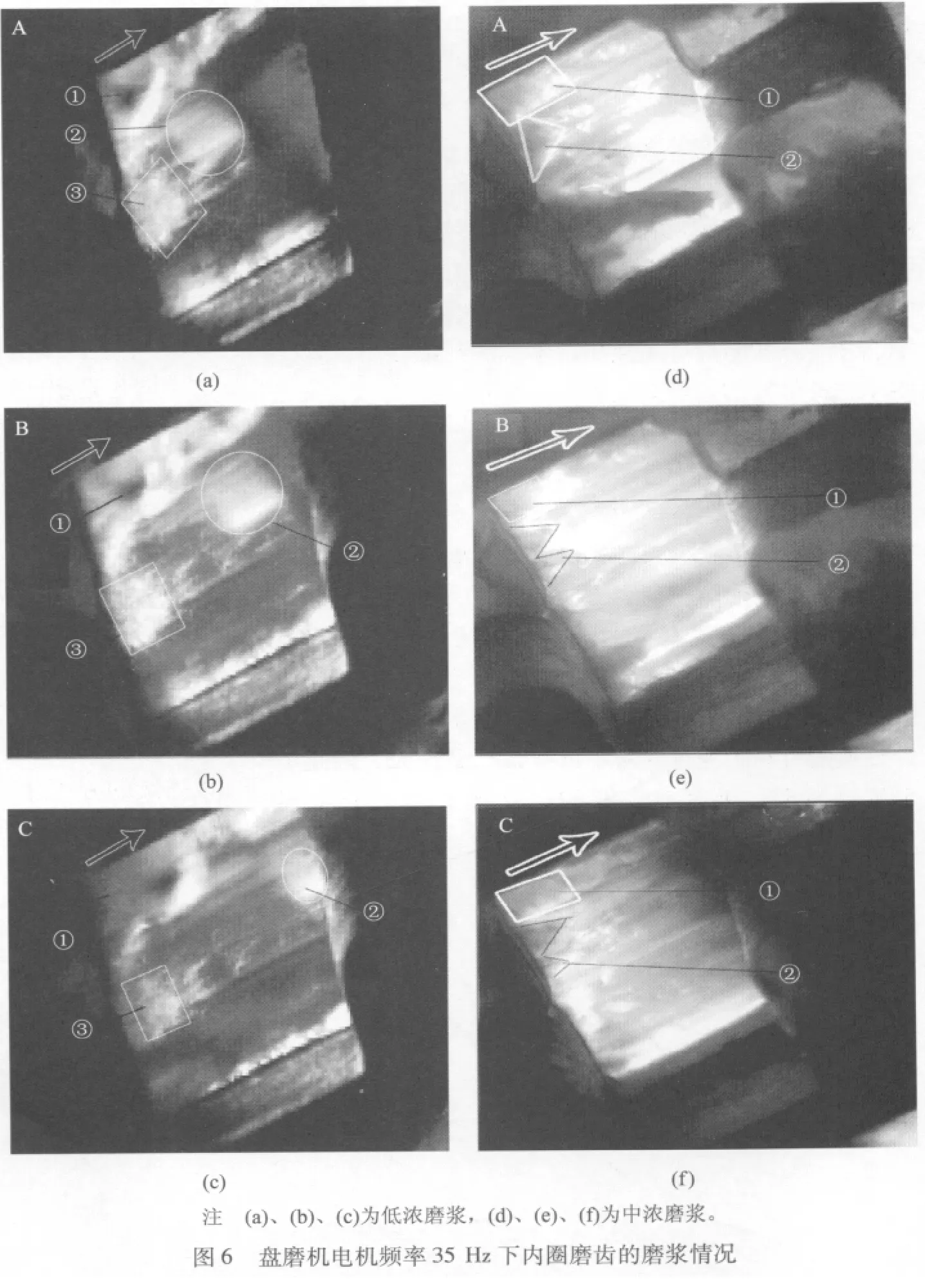
图6是中低浓磨浆时,高速摄像机在2000帧/s的速度下连续拍摄的磨片内圈第二排画面,其中,图6(a)~图6(c)为低浓磨浆时在磨片内圈同一磨齿、相同转速下的拍摄情况,图6(d)~图6(f)为中浓磨浆时在磨片内圈同一磨齿、相同转速下的拍摄情况。除图6(a)~图6(c)中标号①是染色纸浆外,标号②、③的白色物质均是纸浆的纤维絮团。从图6可以看出,中、低浓磨浆时纸浆的运动方向大致和动盘的转动方向一致。除此之外,中、低浓磨浆时纸浆在磨齿上的分布也大致相同,均分布在定盘磨齿的左侧而且以左上角居多。这是因为在磨浆过程中,纸浆的流动随动盘运动但同时又受到离心力的作用。当纸浆从沟槽越过挡浆板时纸浆会更多地甩到磨齿的左上角。中、低浓磨浆除了上述共同点外还存在较大区别。
(1)纸浆的运动形式不同 (见图7)
图7中①、②、③对应着图6上①、②、③所指的纤维絮团;A、B、C表示一组图的先后顺序。从图7(a)中可以明显看到,在低浓磨浆状态下,①、②、③这些纤维絮团更多是以整块的方式运动,而且它们的形态没有发生变化。但在中浓磨浆状态下,在①、②纤维絮团附近剥离出许多小的纤维絮团,且这些小的纤维絮团的形态均发生了变化。
这是因为在低浓磨浆状态下,纸浆更接近于流体,纤维絮团在水中分散得比较均匀,而且在相同机械剪切力下纸浆的速度快,所以低浓磨浆状态下的纸浆以较连续的方式通过磨齿,而且在磨齿中形态变化不大,所受的流体剪切力不大。中浓磨浆则相反,纸浆一般以块状进入磨齿内圈,它们的体积大、阻力大、速度慢,在内圈主要是以破碎混合为主。所以从图7(b)会看到有许多剥离的小纤维絮团,这些小纤维絮团有利于混合,对中浓磨浆意义很大。因此中低浓磨浆时,纸浆在内圈的运动形式才会有上述差别。

(2)浆层的厚度不同
根据图4可知,光线是通过动盘与定盘后再被摄像机捕捉,所以当磨齿间浆层厚度越大时,在图片上看到的浆层颜色就越深。由图6可以发现,与低浓磨浆情况相比,中浓磨浆时纸浆层的颜色更深,尤其是在齿刃处,它们大多是深灰偏黑的颜色。所以可以说明低浓磨浆在齿刃处的浆层厚度比中浓磨浆的小。
这个现象曾在刘士亮等人[4]的内摩擦理论中有详述,他们推断中浓磨浆时齿刃处的浆层厚度要比低浓磨浆时的大,本研究是对这个理论的验证。出现这种现象有以下几个原因:第一浆浓越大进入磨齿的纸浆就越多,第二就是纸浆流体形态的影响。纸浆流态化程度越高,纸浆在磨齿间所受的阻力越小,越容易通过磨齿,所以低浓磨浆时的浆层较薄。在中浓磨浆的情况下,纸浆流体化程度低,所以纸浆是以絮状的形式进入磨齿间,浆层要厚。
3.2 中、低浓磨浆纸浆在磨片外圈的比较
图8是相同转速下中、低浓磨浆时高速摄像机在4000帧/s的速度下连续拍摄的磨片外圈第二排的情况。其中标号①所示的是染色纸浆,标号②的白色块状物体为纸浆。由图8可知,在外圈中纸浆的分布更均匀,不再集中在齿刃处,同时纸浆流态化更明显。这主要是因为在外圈处,线速度高,纸浆已比较完全地混合和疏解。此时纸浆的流速快,而纤维都以小块絮团为主。但中、低浓磨浆还是存在较大的差异。
(1)中、低浓磨浆时纸浆的连续性不同
由图8可以明显看出,低浓磨浆状态下的纸浆是以连续的方式通过磨齿,但中浓磨浆时却是以小块絮团且不连续的方式存在。根据陈克复等人[10]的研究认为,纸浆在浓度低于7%的情况下呈连续介质,而浓度高于7%时则丧失了流动性,须要有外加的切应力才能使其流动。这就解释了上述差异的原因。但无论对低浓连续性的流体还是中浓磨浆时这种小块絮团的运动,它们都具有较大的流速,这个速度就会对纸浆中的纤维絮团产生力的作用。但由于中、低浓磨浆时浆浓的不同,力的作用大小及效果不同。
(2)中、低浓磨浆时在磨齿间所受流体剪切力存在差异
从图8中还可以看出中、低浓磨浆时纤维絮团形态变化的差异。下面着重观察标号①的染色纸浆。从图8(a)和图8(b)可以发现很多小的染色纸浆,它们随着纸浆快速地通过了磨齿,但这些染色纸浆本身的形态并未发生太大变化。在图8(d)~图8(f)中,标号①的染色纸浆位置变化不大,但图8(e)中,在右侧发现有剥离的小而黑的纤维絮团,它在图8(f)中变大但浆层厚度变小。这些都是受流体剪切力的影响。
众所周知,流体可分为牛顿流体和非牛顿流体,区分它们的依据就是流体的切应力是否与速度梯度成正比。而纸浆显然不是牛顿流体,所以它的切应力τ满足式(1):

式中,τ为流体切应力,与纤维絮团所受的流体剪切力是一对反作用力;μ为流体的黏度,只与流体本身的性质有关;为与速度梯度的函数,对任何流体而言,这个函数与速度梯度都是正相关的关系[10]。

图8 盘磨机电机频率35 Hz下外圈磨齿的磨浆情况
对于低浓与中浓磨浆时纤维絮团所受的流体剪切力的大小就只与纸浆黏度及速度梯度有关。对于不同浓度的纸浆,纸浆黏度随浆浓的提高而增加。从图8可以明显看出,在低浓磨浆状态下,纤维絮团快速地经过磨齿;而在中浓磨浆状态下,纤维絮团的停留时间很长。这些纤维絮团与纸浆的速度差是中浓大于低浓,由此可以得出中浓磨浆时纸浆的黏度及速度梯度均大于低浓的,所以中浓磨浆时纸浆所受的流体剪切力要远远大于低浓的。因此在中浓状态下,纸浆在流体剪切力的作用下会发生图8(e)所示的剥离以及图8(f)所发生的分散。流体剪切力作用于纤维絮团连接薄弱的地方,会使纤维絮团内部变得疏松,也有可能让它们变得更紧密,这样就会让纤维絮团发生剥离、搓揉、压溃等作用,完成中浓磨浆处理过程。
通过上述分析可知,无论是低浓磨浆还是中浓磨浆,纸浆都会受到两种力的作用,即机械剪切力和流体剪切力。机械剪切力主要发生在齿刃的交接处,而流体剪切力是存在于整个磨浆过程。对于低浓磨浆而言,它们所受流体剪切力的作用要远远小于机械剪切力,而中浓磨浆则主要以流体剪切力为主。
综上所述,中、低浓磨浆由于它们本身浆浓的不同会使得磨浆过程及方式变得不同。低浓磨浆时,内圈纸浆厚度小,流态化程度较高,纸浆以较快速度通过磨齿,分布更加均匀。在外圈处,低浓纸浆连续,所受的流体剪切力小,但这种连续流体会受到磨齿和挡浆板边缘机械的剪切力,从而使纤维形态发生变化。但对于中浓磨浆而言,在内圈磨齿的齿刃处纸浆很厚,这样便减小了磨齿处机械剪切力对纤维的影响。而且在内圈处,纤维以较大块絮团的方式运动,但通过齿刃处的机械剪切力让其分散混合。在外圈处,纸浆以一种分散的状态流动,处于流态化中的纤维絮团受到较大的流体剪切力。这种流体剪切力会让纤维絮团的形态及运动方式发生变化,而纤维絮团之间也会由于流体剪切力而相互作用,从而使形态发生变化。这些现象的观测与分析对深入研究中、低浓磨浆的过程及机理有很大帮助,对指导盘磨机的设计及研究中、低浓磨浆的数值模拟提供了依据。国内外对这些方面的研究较少,还需要更多学者更深入的探讨与研究。
4 结论
4.1 对于中浓和低浓磨浆过程,在磨片内圈磨齿处,纸浆层薄,纸浆流速快,纸浆纤维主要以大块絮团的运动方式通过磨齿。中浓磨浆时,内圈齿刃处的纸浆层厚,而且纤维絮团以剥离形式为主,纸浆流速慢,主要在这个区域发生破碎混合。
4.2 纸浆在磨片外圈的情况是,低浓磨浆时的纸浆以更连续的方式通过磨齿,它们的形态变化小,所受的流体剪切力小。中浓磨浆时的纸浆以一种间断的方式通过磨齿,纤维絮团的形态发生较大变化,所受流体剪切力大。
4.3 中、低浓磨浆时,使纸浆纤维形态发生变化的力均来自机械剪切力和流体剪切力。但对于低浓磨浆而言,纸浆主要是受机械剪切力的作用;中浓磨浆时纸浆则更多的是受流体剪切力的作用。
[1] LU Qian-he.Principle and Engineering of Papermaking[M].Beijing:China Light Industry Press,2008.卢谦和.造纸原理与工程[M].北京:中国轻工业出版社,2008.
[2] LIU Shi-liang.Inherent law of fiber in different consistency refining[J].Hei Longjiang Paper,2011(2):38.刘士亮.不同浓度磨浆时的纤维作用规律[J].黑龙江造纸,2011(2):38.
[3] LIU Shi-liang,CAO Guo-ping,LEI Li-rong,et al.Application of Medium Consistency Refining Production Kraft Liner[J].China Pulp& Paper,2004,23(9):10.刘士亮,曹国平,雷利荣,等.中浓磨浆在高强牛皮箱纸板中的应用及机理分析,中国造纸,2004,23(9):10.
[4] LIU Shi-liang,CHEN Zhong-hao.Production Application and Theory Research of Medium Consistency Refining in Short-fiber Pulp[J].Journal of Shannxi University of Science& Technology,2006,24(7):17.刘士亮,陈中豪.短纤维浆种中浓磨浆生产应用状况及机理研究[J].陕西科技大学学报,2006,24(7):17.
[5] LEI Li-rong,HUANG Zhi-wen,LI You-ming,et al.Medium Consistency Refining Efficiency and Mechanism of Several Non-wood Fiber[J].China Pulp & Paper,2010,29(1):14.雷利荣,黄智文,李友明,等.非木材纤维中浓磨浆效果及机理分析[J].中国造纸,2010,29(1):14.
[6] LIU Shi-liang,CHEN Zhong-hao,CAO Guo-ping,et al.Different of Mechanism and Application between Medium Consistency Refining and Low Consistency Refining[J].Transactions of China Pulp and Paper,2008,23(4):70.刘士亮,陈中豪,曹国平,等.中低浓磨浆时使用效果及磨浆机理的差异[J].中国造纸学报,2008,23(4):70.
[7] Atack D,May W D.Society of Motion Picture and Television Engineers[C].New York:Proceedings of the Ninth International Congress on High Speed Photography,1970.
[8] Kwei-Nam(Ken)Law.Insights on the refining mechanism[J].Tappi Journal,2002,1(1):4.
[9] E.John Finnemore Joseph B.Franzini.Fluid Mechanics with Engineering Applications[M].Beijing:China Machine Press,2005.E.约翰芬纳莫尔,约瑟夫B·弗朗兹尼.流体力学及其工程应用[M].北京:机械工业出版社,2005.
[10] CHEN Ke-fu.Theories and Applications of Pulping and Papermaking in Medium and High Consistency[M].Beijing:China Light Industry Press,2007.陈克复.中高浓制浆造纸技术的理论与实践[M].北京:中国轻工业出版社,2007.
