网络图技术在精益造船生产管理中的应用分析
2013-01-11,,
,,
(武汉南华黄冈江北造船有限公司,湖北 黄冈 438000)
1 技术优势
网络图技术是用于制定和管理工程项目计划的一种图示技术,常用的一种方式是关键路线网络图。它一般有如下优势。
1)能充分反映各工序之间相互联系和相互制约的逻辑关系;
2)能提供工程项目管理所必须的时间参数,如最早可能开工时间、最早可能完工时间、最晚必须开工时间、最晚必须完工时间、总时差、局部时差等,方便动态管理;
3)便于找到关键路线,有的放矢地进行优化和管理监督;
4)有利于在不改变逻辑关系的前提下充分调动资源,缩短工期。
网络图技术的优势决定了其适合于复杂的造船工程管理。然而,网络图技术的强大功能和其一定的技术难度却使很多造船工程生产管理人员望而却步,特别是低学历层次或直接作业层次的工程管理人员基本不使用,而一般只运用该技术编制船体分段船台吊装计划,也叫大合拢计划或船台搭载网络图[1]。
实际上,网络图技术是一项成熟的、难度并不大的工程项目计划控制管理工具,无论是对总体计划,还是对局部计划,都相当适用,尤其是对最基层的直接生产作业计划,其优势更明显。所以,深入应用网络图技术,更能提高其优越性,改善计划的有效性。
2 应用的必要性
以船舶一个PSPC分段为例,海上安全委员会(MSC)第82届会议通过的《所有类型船舶专用海水压载舱和散货船双舷侧处所保护涂层性能标准》称为PSPC。PSPC虽然是涂层性能标准,但它控制的并不仅仅是涂层本身,其宗旨和出发点是通过各生产工序的严格控制来保证完好的涂层,以防止船体结构因涂层被破坏或不满足要求而被腐蚀导致损坏,危及船舶安全。为了保证完好的涂层,PSPC中有一系列严格的量化指标,比如,“相邻接的涂层损坏总面积不大于25 m2或不超过舱室总面积的2%”[2]。为了控制涂层损坏面积,就要求不仅有完整的设计,更要有合理的生产组织。网络图技术的优势,正是提供合理生产组织所需要的,它可以有如下保证。
1)合理安排生产工序的逻辑关系,避免施工不完整或工序不合理而导致完工的涂层被破坏;
2)合理安排资源,保证生产工序在计划的时间段按时完成;
3)控制关键路线,做好充分的人力、物力等资源准备,使生产顺利开展,保证适时涂装;
4)充分利用资源,优化各工序工时,缩短计划的工期,以缩短造船生产总周期。
3 应用思路
深入应用网络图技术,即是将该技术在大合拢计划的基础上进一步向下层次分解应用,使先进的管理技术延伸到人员学历层次相对较低的管理末端,充分发挥先进生产力的功效。
3.1 PSPC分段网络图的绘制
船体包括分段下料、加工、拼板、小组立和分段制作等;舾装包括导门、盖、梯、防蚀锌块、放水塞、护栏、甲板上的栏杆、设备基座、缆桩及加强结构、分舱标志、舭龙骨等,其中包括采购的标准件和船厂自制的非标准件;管装包括压载管、吸口、测深管、空气管、通舱件、管子架等;涂装包括一次表面处理和二次表面处理等。舾装和管装中,一部分是通过焊接来完成的,这里归类为预装,如导门和舱盖的座板、直梯的耳板、管子通舱件等,另一部分是通过螺栓联接来实现的,这里归类为安装,如导门、舱盖、直梯、吸口、管子等[3]。
为了保证涂层不被破坏,预装的部分必须在二次表面处理前完成,而为了减少涂装后涂层保护的成本投入,在不影响二次表面处理的前提下,安装部分也应尽量在二次表面处理前完成。
图1是一个PSPC分段从生产设计、采购到涂装完毕的壳舾涂一体化模拟网络图[4]。

图1 PSPC分段模拟网络
图1表达了各工序的逻辑关系及各工序所需要的时间。这里所规定的工序实现时间一般是在现有资源条件下,根据既往的管理数据和管理经验编排的。
3.2 节点时间值计算及关键路线的确定
为了找到关键路线,便于进度控制和管理,需要进行节点的时间值计算。节点时间值标注规则如下。

其中:tE(i)、tE(j)为节点最早开工时间,tL(i)、tL(j)为节点最晚完工时间。
较简单的节点时间值计算方法为图算法,即,从第1个节点开始,沿箭头方向依次向后逐一计算最早开工时间,其中:
tE(1)=0;
tE(2)=tE(1)+t(1,2);
……
共节点的取其中最大者,直到最后一个节点tE(16)。
然后从最后一个节点开始,沿箭头反向逐一计算最晚完工时间,其中:
tL(16)=tE(16);
tL(15)=tL(16)-t(15,16);
……
共节点的取最小者,直到第1个节点tL(1)。
在不计算最晚开工时间、最早完工时间和作业总时差的情况下,关键路线确定的最简单方法是:从第1个节点开始到最后一个节点,将能够依次连接的所有tE(i)=tL(i)的节点工序连接起来,即构成关键路线。将关键路线工序用醒目的粗箭头表示。
图2为标注了节点时间值的关键路线网络图。
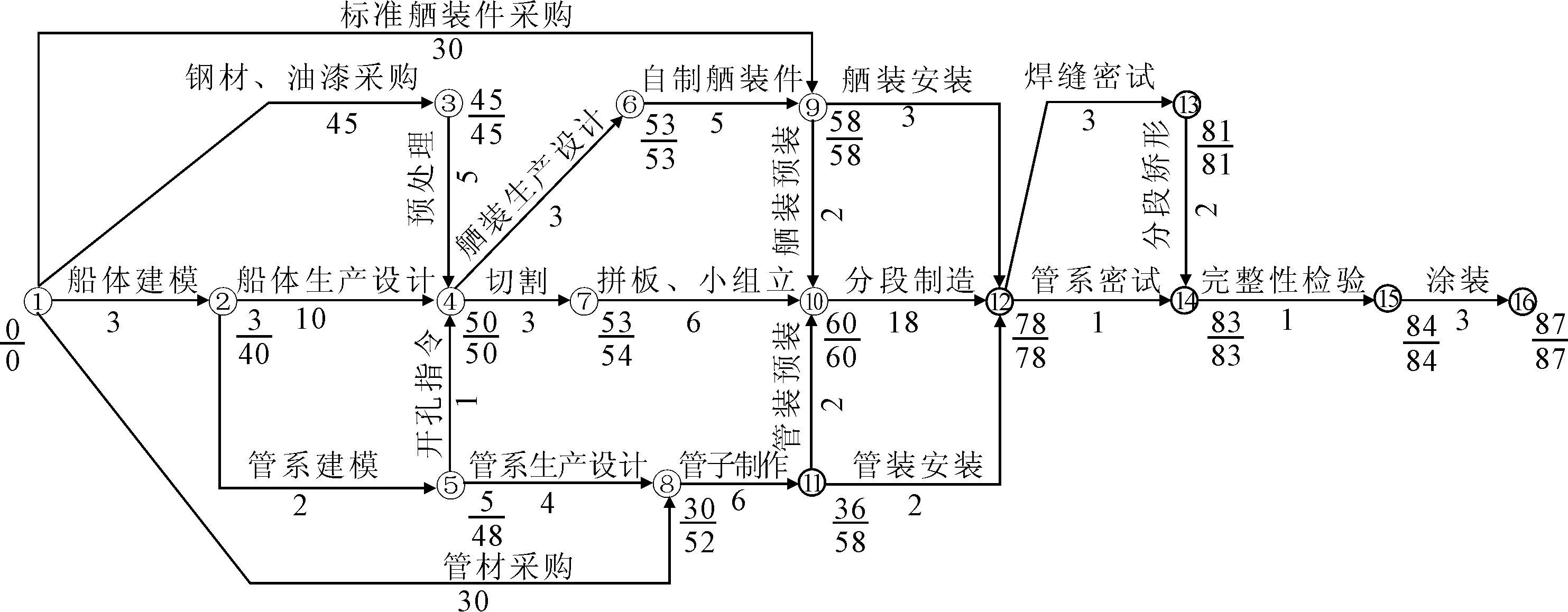
图2 PSPC分段关键路线网络
从图2看,一个PSPC分段从设计、采购到涂装完毕转船台合拢,共历时87天,这是一个很长的时段,如果按传统的模式,可能消耗的时间更长,而不是传统意义上的裸分段周期3~4周,这就是网络图的好处,按逻辑关系,通过直观的图示法将所有必须的工序都展示出来,使管理人员和作业人员能一目了然。
由于PSPC分段一般都是开工分段,开工前,船厂一般关注的是如何尽快拿到图纸,如何尽快完成分段的制作,但从图2看,这些关注点并不都是关键工序,所以,网络图为管理人员指明了管理方向。
3.3 网络图的优化
无论是为了抵消部分因执行PSPC而增加的成本投入,还是为了缩短整个造船周期、降低总成本,都希望在关键路线网络图的基础上进行适当的优化,这也是使用网络图控制和管理工程项目计划的宗旨之一。
网络图优化一般采取如下几个途径之一或全部,即:资源一定,向关键工序要时间,向非关键工序要资源,合理组织,使工期最短;工期一定,通过资源平衡,达到资源的最佳利用;以最低的工程成本获得最短的工期。
在图2中,开工之前耗时最长的是钢材采购和预处理。所以,设计和工艺管理人员在生产设计开展前,在基本设计和详细设计的基础上,对钢材规格全面统计,对各规格用量尽量准确地预估,特别是对全船开工首批分段,规格必须齐全,用量可以适当增加预估,以保证采购工作提前开始,并齐全备料,使开工后生产顺利开展。采购部门应根据市场供应情况和库存情况,能提前到货的尽量分批到位,同时并行开展预处理工作。如果船厂预处理能力有限,可以安排部分钢材外协预处理完毕后进厂。这样,因采购工作能提前开始,预处理与采购工作在一定程度上并行开展,则可以使开工节点④提前。
舾装件的生产设计,可以在船体生产设计到适当的程度即展开,由于舾装件的相对独立性,也可以在完成一部分舾装件的设计后,即开始制作,使设计与制作按步骤并行,提前分段完整性集配的完工节点,使分段制造提前开工。
如果进一步细化分段制造工序和与分段完整性集配所需要的其它工序,分段制造同样可以与分段完整性集配所需要的其它工序并行开展,使分段制造完工节点提前。
在船厂资源一定的情况下,充分利用网络图逻辑关系的优势,合理细化节点,安排并行作业节拍,则可以缩短原计划的总时间。
4 结论
现代造船模式和精益造船管理在我国推行了20多年,各骨干船厂已经取得了一定的成绩,但仍然离造船强国有一定的差距。我国大多数船厂,特别是中小船厂,转模相对更落后。精益造船生产管理中,是以分段作为中间产品,分段计划是整个造船计划的重点,也是计划管理的瓶颈。本文仅基于船舶中PSPC分段关键路线网络图进行深入应用分析,只表达出一种思路,并不代表精益造船生产管理的全部,需要造船生产管理这基于分段中间产品壳舾涂一体化思想,在本文研究的基础上进一步深化研究和完善,将网络图技术类似扩展到全船所有分段工程项目计划的编制、控制与管理,以更加精确地支持大合拢计划和全船建造生产计划,实现精益造船生产管理。
[1] 李 堃,高介祜.现代造船工程[M].哈尔滨:哈尔滨工程大学出版社,1998.
[2] 中国船级社.实施IMO《所有类型船舶专用海水压载舱和散货船双舷侧处所保护涂层性能标准》暂行指南GD01-2007[S].北京:人民交通出版社,2007.
[3] 王宏智.项目进度控制管理在造船中的应用[J].船海工程,2012(6):16-18.
[4] 廖永平.质量管理常用统计技术与方法[M].北京: 中国科学技术出版社,2002.