TC4合金氩弧熔覆TiN复合涂层的组织及耐磨性
2012-12-23孟君晟王振廷
孟君晟, 王振廷
(黑龙江科技学院 材料科学与工程学院,哈尔滨 150027)
TC4合金氩弧熔覆TiN复合涂层的组织及耐磨性
孟君晟, 王振廷
(黑龙江科技学院 材料科学与工程学院,哈尔滨 150027)
为提高钛合金表面性能,以TiN粉和Ti粉为原料,利用氩弧熔覆技术,在TC4合金表面成功制备出TiN增强Ti基复合涂层。采用扫描电镜、X射线衍射仪分析了熔覆涂层的显微组织和物相组成;利用显微硬度仪、摩擦磨损试验机测试了复合涂层的显微硬度和室温干滑动磨损条件下的耐磨性能。结果表明:氩弧熔覆涂层组织均匀致密,熔覆层与基体呈冶金结合,熔覆涂层主要由TiN棒状树枝晶和TiN颗粒组成,复合涂层明显改善了TC4合金的表面硬度,涂层的最高显微硬度可达9.5 GPa;复合涂层在室温干滑动磨损实验条件下具有优异的耐磨性,磨损机制主要是磨粒磨损,其耐磨性较TC4合金基体提高近9倍。
TC4合金;氩弧熔覆;TiN;显微组织
0 引言
TC4合金具有强度高而密度低、抗腐蚀性好、机械性能好等优点,被广泛应用于宇航、石油、化工、冶金和生物材料等领域,但由于钛合金摩擦系数高,作为运动副零部件时,其耐磨性差,成为影响其使用性能的重要因素[1-6]。利用激光束具有能量密度高、加热速度快及加热温度高的特点,在金属材料表面熔覆陶瓷粉末,获得耐磨涂层,使得陶瓷的高耐磨性、耐蚀性与金属基体有机结合,提高零部件的使用寿命,已成为近年来研究的热点[7-9]。但利用激光熔覆进行表面强化,其设备昂贵,操作复杂,不利于进行推广。近年来,氩弧熔覆得到了广泛的应用,氩弧熔覆的电弧能量集中,在熔覆过程中,保护气体在电弧周围形成气体保护层,电弧稳定燃烧,试样在加热和冷却过程中不发生氧化、烧损现象,且具有设备价格低,操作灵活简单,使用方便,易于推广等优点[10-11]。笔者选用TiN粉和Ti粉为熔覆材料,利用氩弧熔覆技术在广泛使用的Ti-6Al-4V合金表面制备了熔覆涂层,并对复合涂层的显微组织及性能进行了研究。
1 实验
1.1 材料与涂层制备
基体材料为国产Ti-6Al-4V钛合金,原始棒材热处理状态为780℃保温1 h后炉冷退火。试样加工尺寸为40 mm×20 mm×10 mm,表面用砂纸打磨并用无水乙醇和丙酮进行清洗。选用m(TiN)∶m(Ti)=3∶1的混合粉末作为熔覆材料,其中TiN粉末质量分数为99.8%,粒度约为48 μm。Ti粉末质量分数为99.9%,粒度约为58 μm。将熔覆材料进行机械混合后用黏结剂将粉末混合成膏状,涂抹在基体Ti-6Al-4V合金表面,厚度控制在1.0~1.2 mm,预留2 mm左右的引弧端,放置于通风处24 h后将试样放置在DHG-9070A型电热恒温鼓风干燥箱中120℃烘干2 h。用MW3000型数字化焊机对涂覆粉末进行熔覆实验,氩弧熔覆工艺参数为:电流110 A;电压16 V;气体流量8 L/min;熔覆速度5 mm/s。
1.2 设备与方法
采用磨光、抛光工序制备金相试样,使用V(HF)∶V(HNO3)∶V(H2O)=1∶3∶6的腐蚀剂腐蚀。用MX2600FE型扫描电子显微镜(SEM)对涂层的显微组织进行观察。利用D/max2200型X射线衍射仪对熔覆层物相进行分析;采用MHV2000型显微硬度计测量氩弧熔覆涂层沿层深方向的硬度分布(载荷1.96 N,保载时间10 s)。利用MMS-2A摩擦磨损试验机测试了涂层室温干滑动磨损,试样尺寸为10 mm×10 mm×10 mm,对磨环采用淬火态的GCr15钢环(硬度为2.1 GPa),其中,磨损工艺参数为:实验力200 N,转数200 r/min,时间30 min。实验前后用丙酮将试样清洗干净,烘干后用精度为0.000 1 g的FC204型电子天平对磨损前后的试样进行称量,计算磨损质量。
2 结果与讨论
2.1 相组成
图1是氩弧熔覆TiN复合涂层X射线衍射图谱。由图1可知,氩弧熔覆TiN+Ti涂层的表面主要是由TiN相,少量的TiN0.3相和典型密排六方晶体结构的α-Ti组成。
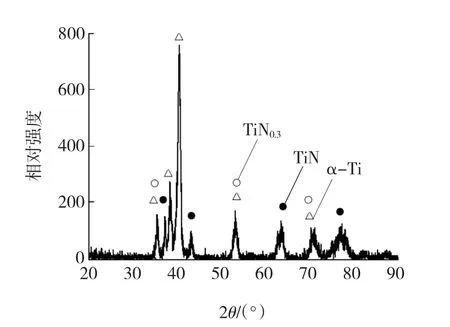
图1 氩弧熔覆复合涂层X射线衍射图谱Fig.1 XRD pattern of composite coating by GTAW
2.2 组织分析
从TC4合金表面氩弧熔覆TiC增强Ti基复合涂层横截面光学显微照片(图2)可以看出,熔覆层与基体结合良好,无气孔、夹杂等缺陷,熔覆层内部组织均匀。由热力学可知,高温下反应生成TiN的标准自由能[10]为ΔG0(TiN)=-671 600+185.5T,可知当温度T<3 614 K时,TiN的Gibbs自由能ΔG0<0,而钨极电弧的温度低于此反应温度,说明TiN可以生成。图3为氩弧熔覆涂层不同区域显微组织照片。氩弧熔覆表层和底部的组织不同。熔覆涂层表层组织(图3a)由粗大的TiN棒状树枝晶组成;熔覆涂层底部组织(图3b)主要由TiN棒状树枝晶和TiN颗粒组成。分析认为,这是由于氩弧热源在加热过程中不同区域的加热温度不同导致的。在氩弧热源加热过程中,热能由TiN粉末涂覆层的表面向基体内部传播,表面熔化温度高,TiN颗粒能够全部熔化,由于冷却速度快,TiN主要以树枝晶形式长大,形状为棒状。在熔覆涂层底部的加热温度较低,使得TiN颗粒不能发生全部熔化,由于冷却速度较慢,部分未熔化的TiN以颗粒状形式直接保留下来。因此,氩弧熔覆涂层底部的TiN主要以两种形态存在,一是棒状树枝晶,一是颗粒状。在氩弧热源加热过程中,TiN粉末和TC4钛合金基体都将发生熔化,底部的TiN与基体相互混合,进而产生“稀释”作用,因此,熔覆层底部受到TC4合金基体的稀释作用较大[12],这也是底部涂层硬度相对较低的原因。

图2 氩弧熔覆涂层截面形貌光学显微照片Fig.2 Cross-section microstructure of composite coating of argon shielded arc clad coating

图3 氩弧熔覆复合涂层SEM形貌Fig.3 SEM micrographs showing microstructure of argon shielded arc clad coating
2.3 硬度和耐磨性
图4所示为氩弧熔覆涂层从表面到基体区的显微硬度曲线。从图4可以看出,熔覆涂层的显微硬度较基体有显著提高,最高可达9.5 GPa,且沿层深d方向呈梯度分布。熔覆涂层硬度显著提高主要是由于生成了大量的TiN硬质相。

图4 熔覆涂层显微硬度曲线Fig.4 Microhardness profile of composite coating
熔覆涂层与TC4合金基体相对耐磨性ε如图5所示。从图5中可以明显看出,熔覆涂层的耐磨性得到了显著的提高,较基体提高了近9倍。
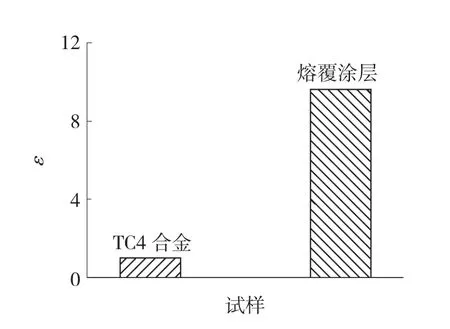
图5 TC4合金与熔覆涂层相对耐磨性Fig.5 Wear resistance comparison between TC4 alloy and composite coating
图6a为TC4合金基体磨损表面形貌。从图6a可知,基体TC4合金表面粗糙,粘附较多的磨屑、撕裂和痕迹,并且有较深的犁沟。这是由于GCr15摩擦副表面的硬质点易于压入钛合金的表层形成显微切削,且因TC4合金基体较软,较硬的对磨环对软的基体易于产生粘着,当发生相对运动时,滑移剪断发生在软金属层,所以在TC4合金表面产生撕裂现象。这说明在干滑动摩擦磨损过程中TC4合金表面呈现出典型的磨粒磨损和粘着磨损特征。图6b为氩弧熔覆涂层的磨损形貌。从图6b中可以看出,熔覆涂层表面只有很少的粘着痕迹,表面比较光滑,只有轻微切削的痕迹,且犁沟深度较浅,其磨损机制主要是磨粒磨损。熔覆试样上硬度很高的TiN树枝晶均匀的分布在整个熔覆层中,使涂层的硬度得到较大的提高,对磨环GCr15不能有效的压入涂层中,从而产生磨粒磨损;氩弧熔覆是快速凝固的过程,获得的涂层组织细小,硬质相与基体能达到良好的强韧配合,熔覆涂层表面在磨损过程中未产生开裂现象,受上述因素影响,熔覆涂层具有优异的室温干滑动磨损性能。

图6 TC4合金与熔覆涂层磨损表面形貌Fig.6 Micrographs showing worn surface morphology of TC4 alloy and composite coating
3 结论
(1)以TiN粉和Ti粉为原料,采用氩弧熔覆技术,在TC4合金表面制备出以枝状晶和颗粒状分布的TiN复合涂层。
(2)氩弧熔覆涂层从表层至基体显微硬度逐渐降低,显微硬度最高可达9.5 GPa,熔覆涂层在室温干滑动摩擦条件下具有优异的耐磨性能,比基体提高近9倍。
(3)TC4合金基体的主要磨损机制为粘着磨损和磨粒磨损,氩弧熔覆复合涂层在室温干滑动磨损机制主要为磨粒磨损。
[1]WANG YIHONG,KOU HONGCHAO,CHANG HUI,et al.Influence of solution temperature on phase transformation of TC21 alloy[J].Materials Science and Engineering:A,2009,508(1/ 2):76-82.
[2]田 浩,耿 林,倪丁瑞,等.TC4合金表面激光熔覆B4C及B4C+Ti粉末涂层的微观组织[J].稀有金属材料与工程,2007,36(3):420-423.
[3]邓琦林,胡德金.激光熔覆快速成型致密金属零件的试验研究[J].金属热处理,2003,28(2):33-38.
[4]XUE Y,WANG H M.Microstructure and wear properties of laser clad TiCo/Ti2Co intermetallic coatings on titanium alloy[J].Applied Surface Science,2005,243(1/4):278-286.
[5]CHEN Y,WANG H M.Microstructure and wear resistance of a laser clad TiC reinforced nickel aluminides matrix composite coating[J].Materials Science and Engineering:A,2004,368(1/ 2):80-87.
[6]刘荣祥,雷廷权,郭立新.Ti6Al4V合金表面激光重熔Ni60B+ TiN喷涂层的组织与性能[J].黑龙江科技学院学报,2004,14(1):1-5.
[7]TIAN Y S,CHEN C Z,LI S T,et al.Research progress on laser surface modification of titanium alloys[J].Applied Surface Science,2005,242(1/2):177-184.
[8]孙荣禄,刘 勇,杨德庄.TC4合金及其表面TiCp/Ni基合金激光熔覆层的摩擦磨损性能[J].摩擦学学报,2003,23(6): 457-462.
[9]宋思利,王新洪,邹增大,等.氩弧原位合成TiC颗粒增强Fe基复合层[J].焊接学报,2006,27(2):39-42.
[10]宋思利,邹增大,王新洪,等.钨极氩弧熔敷技术制备含TiC颗粒增强涂层的研究[J].山东大学学报:工学版,2006,36 (3):1-4.
[11]孟君晟,王振廷,史晓萍,等.氩弧熔敷原位自生TiCp/Ni60A复合材料组织和耐磨性[J].材料热处理学报,2009,30(6):174-177.
[12]孙荣禄,雷贻文.TC4合金表面TiN陶瓷激光熔覆层的组织和耐磨性能[J].天津工业大学学报,2007,26(4):57-59.
Microstructure and wear resistance of TiN composite coating on TC4 alloy by argon arc cladding
MENG Junsheng, WANG Zhenting
(College of Materials Science&Engineering,Heilongjiang Institute of Science&Technology,Harbin 150027,China)
Aimed at improving the titanium alloy surface properties,this paper introduces the successful preparation of Ti-based composite coating reinforced by TiN particle on the surface of TC4 steel,based on argon arc cladding technique with the pre-alloyed powder of TiN and Ti.The paper describes an analysis of the microstructure and phase of the coating using scanning electron microscopy(SEM),X-ray diffraction(XRD)and the examination of microhardness and wear resistance at room temperature of the composite coating by means of microhardness tester and wear tester respectively.The results prove that TIG cladding coating behaves in a uniform and compact way as to produce a metallurgical bond between the TC4 steel substrate and the coating consisting mainly of TiN stick-like dendrites TiN particles.The composite coating reinforced by TiN particle affords a significant improvement in surface hardness of TC4 alloy,resulting in the highest microhardness of 9.5 GPa in some cases.The composite coating exhibits a better wear resistance under dry sliding wear test conditions than otherwise would occur.The composite coatings shows wear resistance nine times higher than that of TC4 coatings.
TC4 alloy;argon arc cladding;TiN;microstructure
TG174.44
A
1671-0118(2012)02-0123-04
2012-02-09
黑龙江省科技厅科技攻关重点项目(12511469);黑龙江省教育厅科学技术研究面上项目(81287776)
孟君晟(1982-),男,黑龙江省鸡西人,工程师,博士研究生,研究方向:金属材料表面工程,E-mail:mengjs2008@live.cn。
(编辑王 冬)