插销法研究自保护焊U75V钢轨的冷裂敏感性
2012-12-20周宇通朱腾辉马传平车小莉
周宇通,朱腾辉,马传平,陈 辉,车小莉
(1.清华大学机械工程系,北京100084,E-mail:tony006@163.com; 2.西南交通大学材料科学与工程学院,成都610031)
插销法研究自保护焊U75V钢轨的冷裂敏感性
周宇通1,2,朱腾辉2,马传平2,陈 辉2,车小莉2
(1.清华大学机械工程系,北京100084,E-mail:tony006@163.com; 2.西南交通大学材料科学与工程学院,成都610031)
采用插销试验法研究了JDHS-38#自保护药芯焊丝焊接U75V钢轨的冷裂敏感性,评估了预热温度、线能量、焊道数3个因素对U75V钢轨临界断裂应力的影响.结果表明,现场对钢轨施焊时,采取250℃的预热温度,14 kJ/cm左右的线能量,双层焊等措施可以使钢轨接头热影响区少产生甚至不产生焊接冷裂纹,使其临界断裂应力达646 MPa,与抗拉强度相当.若采用其他工艺参数,临界断裂应力较低,且当拘束拉伸应力高于抗拉强度时,于热影响区发生氢致断裂.焊接接头过热区组织主要为马氏体、贝氏体,断口显微形貌主要为河流花样、泥状花样及爪状花样.
U75V钢轨;自保护药芯焊丝;插销试验;冷裂敏感性
我国钢轨修复采用传统焊条电弧焊补技术,效率低,焊接质量不稳定,易出现断轨等质量问题,不能保障铁路运行安全[1].自保护药芯焊丝电弧焊无需保护气体,焊接设备结构简单,便于携带,抗风性能、抗锈性能优良,熔敷效率高,是一种特别适合野外施工环境作业的焊接技术.王庆伟等人的研究表明[2],在钢轨焊补修复中采用该技术能有效地提高接头的焊补质量,证明采用自保护药芯焊丝修复钢轨具有可行性.
U75V钢轨含碳量高,焊接性差,焊接过程中热影响区容易产生马氏体组织并形成较大的焊接应力,从而导致冷裂纹的产生[3-4].本文采用插销冷裂纹试验法,研究自保护药芯焊丝堆焊U75V钢轨的冷裂纹敏感性及特征,以期为该工艺方法在现场施工的应用提供理论和试验依据.
1 试验
1.1 试验材料及焊接材料
试验材料为 U75V钢轨,其抗拉强度为1065 MPa,屈服强度为687 MPa.试验焊接材料为JDHS-38#型自保护药芯焊丝,规格为Φ1.6 mm,其熔敷金属的化学成分见表1.

表1 JDHS-38#熔敷金属化学成分(质量分数/%)
1.2 试验方法
采用插销试验方法研究氢致延迟裂纹的敏感性.插销试样按照GB9446-88的规定加工,缺口形式为螺形,缺口深度0.5 mm.试验设备为HCL-2型五头插销式冷裂纹试验机.
考虑到钢轨现场焊补的施焊道数可能为多道,试验分别在预热250℃单层焊,预热150℃双层焊及预热250℃双层焊3种条件下进行焊接.双层焊时,第二道焊在第一道焊结束后立即进行.焊接设备为NB-350IGBT型焊接电源,进行半自动焊接.焊接参数为:焊接电流220 A,电弧电压24 V,焊接速度170~240 mm/min,焊接极性为直流反极性接法.
通过热电偶测定焊接接头的热循环参数,经过控制软件的处理,得到焊接接头的冷却时间t8/5,t5/1.焊后待插销试样冷却至150℃加载,并保持恒定载荷进行试验.载荷保持24 h不断的最大应力,即为临界断裂应力σcr.
取部分插销试样,在断口附近的热影响区截取30 mm长的销子,沿纵向磨取截面,用2%的硝酸酒精腐蚀,在光学显微镜上观察HAZ的显微组织.另取断裂的插销,用扫描电镜分析断口形貌.
2 试验结果
2.1 临界断裂应力
2.1.1 预热250℃单层焊
预热250℃单层焊的试验结果列于表2.

表2 预热250℃单层焊试验结果
由表2可以看到,预热250℃单层焊情况下U75V钢轨的临界断裂应力σcr约为420 MPa,抗冷裂性能不理想.
2.1.2 预热150℃双层焊
预热150℃双层焊的试验结果列于表3.根据试验结果可得:预热150℃双层焊情况下U75V钢轨的临界断裂应力低于390 MPa.将线能量提高到大于18 kJ/cm后,抗冷裂性能上升,临界断裂应力约为430 MPa.

表3 预热150℃双层焊试验结果
2.1.3 预热250℃双层焊
预热250℃,双层焊的试验结果列于表4,可以看到,预热250℃双层焊时即使应力值已经接近屈服强度(680 MPa),U75V钢轨也没有出现断裂失效.因此,该条件下U75V钢轨的抗冷裂性能良好.
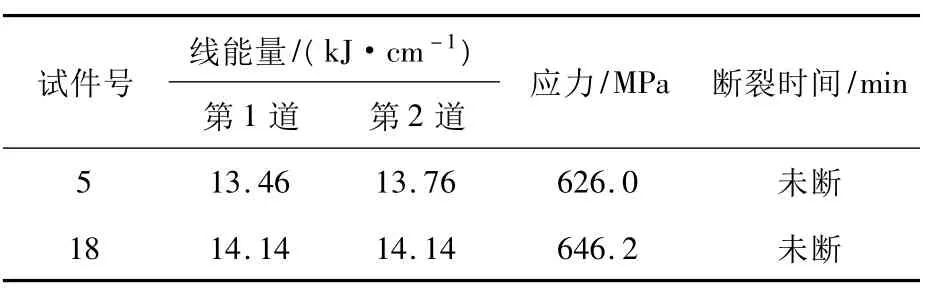
表4 预热250℃双层焊试验结果
2.2 HAZ金相组织
插销试样断口HAZ的典型金相组织主要有马氏体、珠光体及下贝氏体,如图1所示.随着焊接线能量的升高,双层焊方法的采用,冷却速度的下降,HAZ组织由马氏体(图1(a))向珠光体和下贝氏体的混合组织(图1(b))转变,这与U75V钢轨的临界断裂应力随着冷却速度的下降而增加的实验现象相符合.
2.3 断口显微形貌
典型的插销试件宏观断口平齐而光亮,大部分区域呈结晶状,肉眼可见许多有金属光泽的小平面.整个断口没有发生缩颈,不存在韧性断口的特征,基本没有发生塑性变形,为典型的脆性断口形貌.部分断口也存在一些面积很小,表面呈暗灰色的区域,可能与试件高温氧化有关.具体的断口显微形貌见图2.

图1 HAZ金相组织


图2 插销试件扫描电镜图片
3 分析与讨论
3.1 工艺条件对冷裂敏感性的影响
影响焊接冷裂纹的因素很多,也很复杂,其中主要因素有钢种的化学成分,焊接时的拘束应力或拘束度,以及焊接工艺条件等[5].本文着重讨论焊接工艺参数对 U75V钢轨冷裂敏感性的影响.
3.1.1 焊接线能量
从不同预热温度、不同焊接线能量的插销试验结果可以看出,线能量和预热温度的交互作用对U75V钢轨焊接冷裂纹的临界应力有较大影响.试验过程中在预热150℃双层焊的条件下选择了 3种不同级别的线能量,11.5,15及18 kJ/cm进行了比较.这3个试件的热循环参数,双层焊两次t8/5都随着焊接线能量的增大而增大,具体时间先分别从6 s及9 s提高到7 s及13 s,然后又上升为10 s及24 s,且时间增加的幅度也随着焊接线能量的增大而增大.试验结果显示只有20号试件未发生断裂,说明适当提高焊接线能量可以提高试样的抗冷裂性能.
3.1.2 预热温度
焊前预热可有效地防止冷裂纹.本次试验选择了150,250℃两个焊接预热温度进行比较.在同样双层焊的情况下,预热温度的不同使试验结果产生了巨大的差异.比较5号试件和6号试件可得,焊接线能量同约为14 kJ/cm时,6号试件在载荷为480.3 MPa时发生断裂,而5号试件加载626.0 MPa未断裂.预热温度的上升也使t8/5从9,18 s上升到14,23 s.试验结果表明,随着预热温度的升高,t8/5延长,临界应力提高.
在焊接加热与冷却过程中,高温阶段的冷却速度决定了热影响区的相变组织.对于一般低合金钢来说,800℃到500℃的温度区间是发生组织转变的关键时期.依据连续转变曲线图(CCT图)可知t8/5的大小决定了热影响区的室温组织,也即决定了接头的冷裂敏感性.冷速较慢的冷却曲线可以有效地避开马氏体生成区,从而生成韧塑性较好的珠光体等其他组织.有研究者指出,t8/5及t5/1直接影响接头中氢的扩散溢出,较高的预热温度增加了氢溢出的时间,使部分氢及时溢出[6-7].综上,提高焊前预热温度能够显著提高U75V钢轨的抗冷裂性能,在焊接U75V钢轨时十分有必要执行.
3.1.3 多层焊
多层焊由于后层对前层有消氢和改善热影响区组织的作用,因此,能够获得组织性能较好的接头.考虑到钢轨现场的施焊条件,对单层焊和双层焊进行了对比试验.比较17号试件和5号试件,发现在焊接线能量差异不大的条件下,17号插销承载 418.2 MPa时发生断裂,5号插销加载626.0 MPa未断裂.可见,双层焊大大提高了U75V钢轨的临界断裂应力σcr.这两个试件的热循环参数显示双层焊的平均t8/5要比单层焊多出3~5 s.所以,多层焊也是能够减少冷裂纹产生甚至避免冷裂纹的方法之一,建议现场采用.
此外,研究发现进行第二层焊接时的底板温度,即层间温度对插销最终形成的室温组织有很大影响.预热250℃双层焊条件下焊接第二道焊缝时的初始温度都在400℃以上,所以能够在之后较慢的冷却过程中(t5/1平均为1 200 s左右)形成塑性韧性较好的下贝氏体,而预热150℃双层焊条件下焊接第二道焊缝时的初始温度大约在320℃,甚至低至300℃,这促使试件加快冷却速度(t5/1平均为1 000 s左右),形成部分板条马氏体,降低试件抗冷裂性能.因此,现场堆焊修复时有必要控制焊接的层间温度.
3.2 断口显微组织分析
分析试件发现,大部分断口存在典型的河流花样(如图2(a)所示),证明试件在断裂过程中发生了解理断裂.除了河流花样,晶粒还存在一些短小、笔直、锋利的二次裂纹,根据断口的宏微观特征,可以判断冷裂纹性质为典型的氢致延迟裂纹[8-9].通常认为延迟裂纹的形成机理是氢在应力的诱导下向应力区扩散富集,当局部氢浓度达到临界值时,裂纹向前扩展.此外,断口也存在非常典型的泥状花样(如图2(b)所示),标志着断面发生了腐蚀.考虑试验的过程,初步判断颗粒状的小粒可能为高温时氧化腐蚀形成的氧化物,随后通过能谱分析的结果证实了腐蚀物为氧化物的判断.在断口的部分区域可以发现沿晶断裂形成的冰糖状断口(如图2(c)所示),并且可以在图中的解理刻面上发现爪状花样,可证明该区域发生了氢致准解理断裂.组织敏感性不同及扩散氢含量不均匀很可能是造成这种混合型断口的主要原因.根据MAGUDEESWARAN G等人的研究成果,板条马氏体最易于产生氢致裂纹,而抗冷裂性能比较理想的组织为经奥氏体化过程的回火马氏体或回火贝氏体[10-11].此外,该区域中部的扩散氢含量很可能高于周围部分,因此,在组织及扩散氢含量两个因素的作用下,分别发生准解理断裂及沿晶脆性断裂.韧窝也存在于断口的部分区域(如图2(d)所示).韧窝是微孔形核和聚合在断口上留下的圆形或椭圆形痕迹,它的存在证明虽然插销宏观上为脆性断裂,但在局部区域内也有可能出现塑性变形.
断口分析结果表明,U75V钢轨很可能在最薄弱的HAZ失效断裂,断裂性质为典型的氢致裂纹断裂,断裂模式为解理断裂、准解理断裂以及沿晶断裂.
4 结论
1)现场用JDHS-38#自保护药芯焊丝电弧焊对U75V钢轨进行堆焊修复需预热至250℃,采取双层焊的焊接方式,并保证14 kJ/cm左右的焊接线能量.试验结果表明此工艺条件下接头的冷裂敏感性较小,临界断裂应力达646 MPa,与其抗拉强度相当.
2)预热250℃单层焊及预热150℃双层焊工艺条件下,焊接接头过热区存在马氏体等淬硬组织,焊缝中的扩散氢含量较高,断口具有典型的氢致延迟裂纹断裂特征,抗冷裂性能较差.
3)在高拉伸拘束应力条件下,U75V钢轨可能在最薄弱的HAZ失效断裂,断裂模式为解理断裂、准解理断裂及沿晶断裂.断口显微形貌主要为河流花样、二次裂纹、泥状花样及高强钢氢脆断裂的主要特征——解理刻面上的爪状花样.但在局部区域内也出现了塑性变形,可观察到韧窝.
[1] 陶 然,陈 辉,陈 鹏.自保护药芯焊丝在钢轨冷焊修复中的应用[J].电焊机,2005,35(11):46-47.TAO Ran,CHEN Hui,CHEN Peng.Research on repairing of rail by self-shielded flux-cored wire without preheating[J].Electric Welding Machine,2005,35(11): 46-47.
[2] 王庆伟,陈辉,赵曦.采用药芯焊丝堆焊修复后的钢轨组织性能[J].电焊机,2010,40(1):79-82.WANG Qing-wei,CHEN Hui,ZHAO Xi.Research on microstructure and property of rail by surfacing welding with self-shielded flux-corded wire[J].Electric Welding Machine,2010,40(1):79-82.
[3] 刘文源,盛 花,龙作虹,等.U75V钢轨连续闪光焊焊接工艺研究[J].铁道建筑,2005(8):71-73.LIU Wen-yuan,SHENG hua,LONG Zuo-hong,et al.Study on continuous flash-butt welding process for U75V rail[J].Railway Engineering,2005(8):71-73.
[4] 丁 韦,宋宏图,骆德阳,等.U75V钢轨闪光焊工艺研究[J].热加工工艺,2010,39(9):135-137.DING Wei,SONG Hong-Tu,LUO De-yang,et al.Study on flash-butt welding process for U75V Rail[J].Casting Forging Weilding,2010,39(9):135-137.
[5] 张文钺.焊接冶金学(基本原理)[M].北京:机械工业出版社,1999.ZHANG Wen-yue.Welding metallurgy(basic principles)[M].Beijing:China machine press,1999.
[6] 刘 博,武英,周朝霞,等.Ti-23Al-14Nb-3V合金氩弧焊接头的纤维组织及其力学性能[J].材料科学与工艺,1997,5(1):45-49.LIU Bo,WU Ying,ZHOU Zhao-xia,et al.The microstructure and mechanical properties of tig welding joint of Ti-23Al-14Nb-3V aluminide alloy[J].Material Science And Technology,1997,5(1):45-49.
[7] 黄福祥,杜则裕,隋永莉,等.国产X80钢焊接冷裂敏感性的插销试验[J].焊接学报,2009,30(4):89-92.HUANG Fu-xiang,DU Ze-yu,SUI Yong-li,et al.Study on cold cracking susceptibility of domestic X80 pipeline steel using implant tests[J].Transaction of the China Welding Institute,2009,30(4):89-92.
[8] 王 学,施雨湘,任遥遥,等.用插销法研究CO2气保焊条件下SA106C铸件的冷裂纹敏感性[J].焊接学报,2004,25(4):77-80.WANG Xue,SHI Yu-xiang,REN Yao-yao,et al.Study of cold cracking susceptibility of CO2gas shielded arc welded SA106C cast steel using implant tests[J].Transaction of the China Welding Institute,2004,25 (4):77-80.
[9] 田 燕.焊接区断口金相分析[M].北京:机械工业出版社,1991.TIAN Yan.Metallographic analysis of welding zone[M].Beijing:China machine press,1991.
[10]MAGUDEESWARAN G,BALASUBRAMANIAN V,MADHUSUDHAN REDDY G.Hydrogen induced cold cracking studieson armourgrade high strength,quenched and tempered steel weldments[J].nternational Journal of Hydrogen Energy,2008(33):1897-1908.
[11]MAGUDEESWARAN G,BALASUBRAMANIAN V,MADHUSUDHAN REDDY G.Cold cracking of flux cored arc welded armour grade high strength steel weldments[J].J Mater Sci Technol,2009,25(4):516-526.
Study of cold cracking sensibility of self-shielded flux cored arc welded U75V rail using implant test
ZHOU Yu-tong1,2,ZHU Teng-hui2,MA Chuan-ping2,CHEN Hui2,CHE Xiao-li2
(1.Dept.of Mechanical Enginerring,Tsinghua University,Beijing 100084,China,E-mail:tony006@163.com; 2.School of Material Science and Engineering,Southwest Jiaotong University,Chengdu 610031,China)
Implant tests were carried out to study the cold cracking sensibility of U75V steel welded by JDHS-38#self-shielded flux cored wire.The influence of preheat temperature,heat input and number of weld passes on the critical press of U75V rail was studied.Results indicate that different methods should be taken to protect the HAZ from the influence of welding cold cracking,such as preheating the rail to 250℃,keeping heat input around 14 kJ/cm,using multi-layer welding method.Therefore,the critical fracture stress could reach 646 MPa,which is equivalent to its tensile stress.If adopting other processing parameters,the critical fracture stresses are much lower,and when the restraint stress is higher than tensile strength,the expiration break would happen in HAZ.The breaking nature is typical hydrogen-induced crack.The microstructures of superheat section are martensite and bainite,while the fracture appearances are mainly river pattern,pulpy pattern and ungular pattern.
U75V rail;self-shielded flux cored wire;implant test;cold cracking sensibilit
TG444.73 文献标志码:A 文章编号:1005-0299(2012)02-0030-05
2011-11-29.
国家科技支撑计划资助项目(2009BAG12A07).
周宇通(1987-),男,博士研究生.
(编辑 吕雪梅)