浅谈转K2型转向架异常磨耗
2012-12-19张一莹
张一莹
(上海铁路局杭州北车辆段,浙江 杭州 311100)
一、问题提出
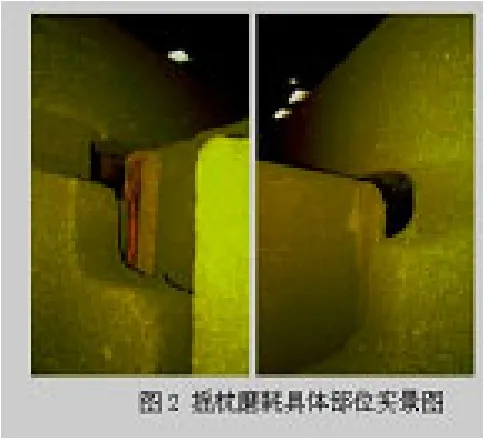
转K2 型转向架作为我国货车转向架家族中最主要的成员,在我国的保有量非常大,抓好转K2 型转向架检修质量,对我国货运列车的运行安全有着非常大的作用。而在2012年以来,杭州北车辆段乔司检修车间在转向架日常检修过程中,发现了多起转K2 型货车转向架摇枕端部(与侧架立柱磨耗板)相对处异常磨耗情况的发生(具体磨耗异常部位见图1与图2),磨耗产生主要表现为摇枕端部与侧架立柱磨耗板在转向架运行过程中发生了接触摩擦,摇枕端部该部位磨耗较为严重,磨耗深度达到1-4mm,影响到了转向架的运行安全,对车辆的行车安全带来了安全隐患。

二、分解检测情况
为了分析查找出产生转向架异常磨耗的原因,我们抽出了3 个故障转K2 型转向架进行检测,对其进行了正位检测,并进行了分解检测,重点对斜楔、枕簧等部件的磨耗、限度尺寸进行了全面的检测,并对检测结果进行了分类统计,具体检测情况如下:
2.1 转向架正位检测情况
对转向架正位情况进行了检测。检测结果表明,这3个故障转向架在正位检测这个项目中都为合格,由此可见,其转向架组装正位情况符合要求,货车在运行过程中的蛇形运动在可控范围之内。
2.2 摇枕、侧架其他部位尺寸情况
对摇枕、侧架的其他部分尺寸进行了检测,未发现有磨耗过限及铸造缺陷存在,侧架铲豆保持一致。
2.3 斜楔检测情况
此3 个故障转向架都为整体式斜楔,对斜楔的主摩擦面与副摩擦面进行了检测,发现有两个故障转向架的斜楔主摩擦面存在较大的磨耗过限情况,磨耗深度达到了8.2mm 及7.9mm(段修标准为6.4mm),且这两个斜楔都位于摇枕端部异常磨耗侧。斜楔其他部位尺寸符合段修标准,无铸造缺陷存在。
2.4 枕簧检测情况
对枕簧自由高进行测量,发现各组弹簧自由高均符合要求,但是有一个转向架的减震弹簧外圈自由高度差最大为5mm,靠近异常磨耗处一组减震弹簧自由高最小,为248mm,已达到了下限值。
三、原因分析
针对在转向架分解检测中发现的斜楔磨耗超限与枕簧自由高差超限问题,分析其在转向架运行过程中,是否会造成摇枕端部异常磨耗。
3.1 斜楔主摩擦面磨耗
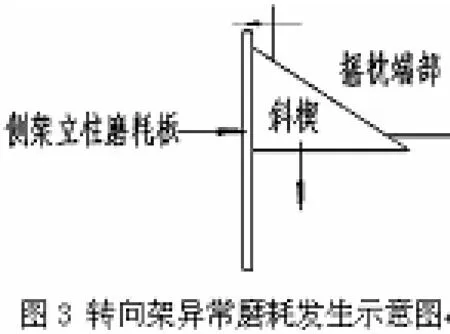
当斜楔主摩擦面发生磨耗过限时,斜楔与侧架立柱磨耗板之间不能紧贴(段修检修要求:垂直方向不得有贯通间隙,局部间隙不大于2 mm,横向以2 mm×10 mm 塞尺不得深入50 mm),由此会造成侧架立柱磨耗板与摇枕端部距离靠近。在车辆运行中,由于枕簧的压缩而造成斜楔下移,而由于侧架立柱磨耗板与摇枕端部距离过近,斜楔无法保证顶开侧架立柱磨耗板与摇枕端部,两者会发生接触摩擦而造成摇枕端部异常磨耗。(见图3)
3.2 枕簧高度差超限
当减震弹簧自由高度差超限时,4 个斜楔将不处于一个水平上,减震弹簧自由高最小处的斜楔相对于其他斜楔将会处于最下位置,这就会造成了斜楔下滑情况的发生,摇枕端部与侧架立柱磨耗板之间的距离将会缩小,在车辆运行过程中,由于摇枕端部与侧架立柱磨耗板之间的距离过小,两者有可能会发生接触摩擦而造成摇枕端部异常磨耗的产生。
3.3 其他会造成摇振端部异常磨耗发生的情况
经分析,我们还发现,如果交叉杆组装质量不合格,摇枕斜楔面磨耗板(以下简称八字面磨耗板)焊装不正位,摇枕、侧架尺寸不合格等情况的发生也可能会造成摇枕端部异常磨耗产生,具体分析如下:
3.3.1 交叉杆组装质量不合格
转K2 型转向架相对于转8A 型转向架,其中最大的改变部分在与转K2 型转向架多了交叉杆这个部件,主要是为了防止转向架在运行过程中的蛇形运动。而交叉杆组装质量不合格,会造成转向架组装不正位,在车辆运行过程中,特别是在弯道中,两侧架会发生相对的前后运动,无法与摇枕保持垂直,将会导致转向架扭曲而形成蛇形运动,在蛇形运动中,两侧架由于发生前后的相对运动而可能导致摇枕端部与侧架立柱磨耗板会发生接触摩擦而产生摇枕端部异常磨耗。
3.3.2 八字面磨耗板焊装不正位
当八字面磨耗板焊装不正位时,斜楔与八字面磨耗板之间平行度不够,两者在组装后不够密贴,存在间隙。在车辆运行过程中,由于两者不够密贴,配合不够良好,磨擦会加剧,造成磨耗过限,导致摇枕端部与侧架立柱磨耗板间距缩小,同样会发生在车辆运行过程两者的接触摩擦情况,从而造成摇枕端部异常磨耗。
3.3.3 摇枕、侧架尺寸不合格
当侧架两立柱磨耗板间距过小,而摇枕端部厚度过大,在摇枕、侧架组装后,侧架立柱磨耗板与摇枕端部间距过小,两者在车辆运行过程中可能会发生接触摩擦,从而造成摇枕端部异常磨耗。
四、对问题的解决方法与建议
4.1 做好斜楔检测
对斜楔的主摩擦面和副摩擦面加强检测工作,特别是对整体式斜楔的两个摩擦面加强检测,摩擦过限的应更换为新品,未过限者按“原车原位”作业标准执行。判断斜楔摩擦面过限,可以分两步走,第一步可以进行外观检查,观察其摩擦面磨光部分:磨耗符合要求的,磨光部分距离摩擦面边上大概有两指以上距离;磨耗过限的,磨光部分距离摩擦面边距离较近,一般不足一指距离。通过第一步,检测者对斜楔的磨耗成应该有了一个大概的了解,但是不能作为检测依据。接下来的一步是通过样板量具进行检测,准确的了解斜楔的具体磨耗程度,检测结果以第二步为准。在转向架组装完成后,要保证斜楔能顶开侧架立柱磨耗板与摇枕端部,使两者保持足够的距离。
4.2 做好枕簧自由高检测
对枕簧进行逐个检测,特别是对自由高度差进行计算,保证转K2 型转向架枕簧自由高符合以下几点:
1)同一转向架摇枕弹簧各外卷自由高度差不大于3mm;
2)同一转向架同组减振弹簧、同规格的摇枕弹簧自由高差均不大于2mm;
3)同一组两级刚度摇枕弹簧内、外圈自由高差为20~25mm。
4.3 做好转向架正位检测工作
针对转向架正位检测工作,需做好以下几点工作:
第一点,需要保证正位检测设备性能良好,做好设备日常标定工作。
第二点,按照检修工艺要求,对每个进行交叉支撑装置组装的转K2、转K6 型转向架,都须在转向架正位检测台上进行正位状态检测,要求四个导框中心构成矩形的对角线长度之差不大于5 mm,两侧对应的导框中心距之差不大于10 mm。
在此项工作中,特别重要的是对正位检测台的性能试验和日常标定工作,如何设备性能状态不良,检测结果讲无法得到保障。
4.4 做好摇枕八字面磨耗板焊装工作
在八字面磨耗板焊装前,摇枕斜楔摩擦面(基准面)须平整,不平整时须堆焊后磨平,矩形磨耗板或斜楔插板上、下端面与摇枕应满焊。在组装磨耗板时,要防止错装,转K2 型斜楔摩擦面磨耗板材质为0Cr18Ni9,硬度不大于187 HBW;转K2 型分离式斜楔插板材质为20 号钢,硬度应为130~210 HBS。
4.5 检查摇枕端部与侧架立柱磨耗板之间的间距
在摇枕侧架组装前,应注意正确组装侧架立柱磨耗板,按照“转K2 型两立柱内侧距离不大于465.2mm 时,铆装厚度为10mm 的磨耗板;大于465.2mm 时铆装厚度为12mm 的磨耗板”的要求组装;在组装后,要注意摇枕端部与侧架立柱磨耗板之间的间距,防止间距过小,但目前由于对这个间距与摇枕端部对应侧架立柱磨耗板处的厚度尺寸没有文件与规章说明,因此在车辆段检修过程中,无法进行有效的控制,这需要侧架、摇枕制造厂家在生产中要注意侧架立柱面的距离和摇枕端部尺寸控制,保证摇枕端部与侧架立柱磨耗板之间存在足够的距离。
4.6 加强日常检修过程中工艺标准的执行力
以上所提出的解决方法与建议,都需要通过我们职工来执行,如果职工存在漏检漏修或者是工艺标准执行不严的情况,那以上提出的这些措施都将称为空谈。因此,一方面,需要我们各级管理干部加强日常的抽检工作,严控现场作业标准执行;但是,最重要的还是要向职工讲解定这些工艺标准的原因与理由,以上所分析的这些工艺标准不到位的情况将产生什么样的严重后果,使职工能认识到工艺标准执行的重要性,自觉地按标作业。
五、结束语
转K2 型转向架是由多个配件共同组合而成的,各部分都存在相互之间的配合,任何的配合不符合要求都有可能造成异常磨耗的发生,本文所提到的转K2 型转向架异常磨耗只是占其中的一部分,这就需要我们在日常检修过程中严格按工艺标准执行,特别是对各磨耗板的磨耗程度以及各部分的配合间隙加强检查,提高转向架检修质量,从根源上解决转向架异常磨耗的发生。
[1]《铁路货车段修检测技术》陈雷,黄毅编著—北京:中国铁道出版社,2008.10
[2]《铁路货车段修基本工艺》陈雷,黄毅编著—北京:中国铁道出版社,2009.1
