正交试验法优选枫蓼肠胃康滴丸的成型工艺
2012-12-09周岁运
陈 娥,周岁运
(海南海药实业发展股份有限公司,海南 海口 570204)
·药物与临床·
正交试验法优选枫蓼肠胃康滴丸的成型工艺
陈 娥,周岁运
(海南海药实业发展股份有限公司,海南 海口 570204)
目的 优选枫蓼肠胃康滴丸的成型工艺。方法 采用正交试验法选择药液温度、滴头口径、药物与基质的配比、滴速、冷凝液温度等5个因素,每个因素各取4个水平,按L16(45)正交表安排实验,用3个指标评定工艺的优劣优选最佳工艺。结果 采用药液温度为85℃,滴头口径内径为3.1mm、外径为3.5mm,药物/基质比为1:1.29,冷凝剂温度为15℃,以50滴/min的滴速滴入二甲基硅油中的工艺条件最佳。结论 为枫蓼肠胃康实心滴丸的实际生产提供了依据。
枫蓼肠胃康滴丸;正交试验;成型工艺
枫蓼肠胃康颗粒、胶囊、片剂为治疗急性肠胃炎的国家三类中药复方制剂,该药自上市以来由于临床疗效确切,用药安全,深受广大患者的好评。为了提高生物利用度,溶解快,吸收好,增强药物稳定性,笔者对枫蓼肠胃康实心滴丸新剂型进行了研究。
1 设备与材料
设备:SDWJ48-1全自动实心滴丸机(北京鑫航成科技发展有限公司);西特BL-120S精密电子天平(西特传感技术天津有限公司);LB-812A六管崩解仪(上海黄海药检仪器厂);GC-111G-150普通四用游标卡尺(浙江诸暨晨程机电有限公司);SS-三足式离心机(张家港市凯迪机械有限公司);ACH-6H计重天平(中山市金利电子衡有限公司)。材料:干膏粉(海口市制药厂,批号:080313);二甲基硅油(自贡晨光药业有限公司,批号:070104);PEG4000(辽阳华兴药用辅料厂,批号:20080101001);PEG6000(辽阳华兴药用辅料厂,批号:20080101001)。
2 方法与结果
2.1 正交试验设计 影响滴丸制备的因素很多,除了药物本身外,还有基质、冷凝剂、滴口内外径、药液温度、滴距和滴速。在滴丸的基质选择时,我们使用PEG6000,发现滴丸出现拖尾情况,而使用PEG4000时未出现拖尾,所以选择PEG4000作为基质。我们在使用冷凝剂二甲基硅油和石油醚时,发现用二甲基硅油做冷凝剂所得的滴丸圆整度较好,所以选择二甲基硅油作为冷凝剂。结合枫蓼肠胃康中成分的理化性质及本身的生产条件,我们着重考察药物/基质比、药液温度、冷凝剂温度、滴速、滴口内外径等5个因素的影响,选取了各因素的四个水平,选用了L16(45)表,其中A、B、C、D、E分别为药物/基质比、药液温度(℃)、冷凝剂温度(℃)、滴速(滴/min)、滴口内外径(mm),见表1。

表1因素水平表
2.2 操作方法 ①称取PEG4000,水浴上完全熔融后加入规定比例的枫蓼肠胃康干膏粉,搅匀,加入滴丸机的加料桶,待达到预设的药液温度、冷凝剂温度,按上设定的滴头,调节滴速;②收集每次稳定时制得的滴丸样品,吸去冷凝剂后干燥,随机抽取20粒,精密称定总重量,再分别称定各丸的重量,计算RSD值;③分别测量各丸的最长径(L)和最短径(S),计算其比值(S/L)作为圆整度的测评值;④按照中国药典2005年版中的方法测定每次的样品的溶散时限。记录各组试验结果,见表2。
2.3 数据处理及分析 本试验采用了3个评价值进行数据处理。参照文献[1-2]方法将各指标的最佳测定值定为满分,然后按正比和反比关系将各值计算成相应的百分数,利用多指标试验评分公式计算,以此分数为基础,进行正交试验数据处理及方差分析,结果见表2和表3。
由正交试验方案结果表和方差分析表可知:A因素对滴丸成型影响非常显著,D因素对滴丸成型影响显著,因素B、C、E对滴丸成型影响较小。主次顺序为A>D>E>B>C,最佳工艺条件为A3B2C2D1E2。即原辅料配比为1:1.29,药液温度为85℃,冷凝剂温度为15℃(原先在实心滴丸机上把冷凝剂温度设到18℃),滴速为50滴/min,滴头内/外径为3.1/3.5mm。
2.4 验证试验 以最佳工艺A3B2C2D1E2重复试验3次,并作制剂通则规定的质量检查,见表4。

表2 正交试验方案与结果

表3方差分析表
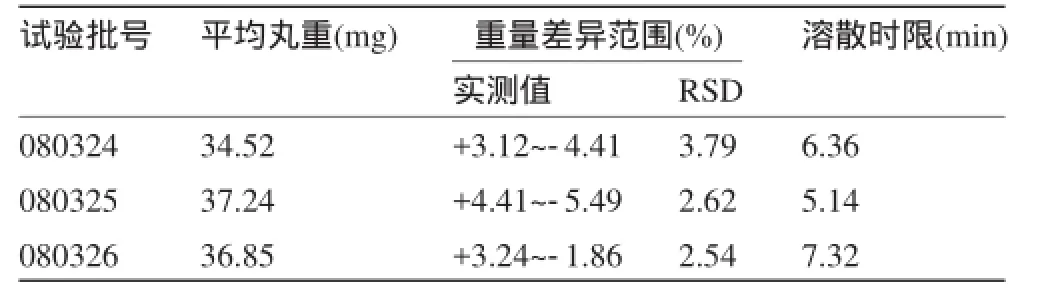
表4 枫蓼肠胃康滴丸质量检查
3 讨论
试验结果表明,采用药物/基质比为1:1.29,药液温度为85℃,冷凝液温度为15℃,滴头口径滴速为50滴/min,是枫蓼肠胃康滴丸最佳成型条件。
上述正交试验法优化枫蓼肠胃康滴丸的成型工艺是可行的,为枫蓼肠胃康滴丸的实际生产提供了依据。滴丸的成型性和质量受多种因素影响,因此用正交试验法优选滴丸制备工艺时,难于用某个指标衡量,所以本文采用了3个精确量化指标,避免了单个指标不精确的问题。结果可靠合理。
按上述工艺制成的滴丸呈棕黑色,表面光滑,外观质量好,重量差异限度符合2005年版《国家药典》规定。按此工艺生产出的枫蓼肠胃康滴丸的外观质量好,药效稳定,克服了枫蓼肠胃康颗粒、片剂不够稳定、生物利用度低、吸收慢等问题。
滴丸的成型性受滴速、药液及冷凝液温度等多种因素的影响,本研究采用正交试验 L16(45)进行工艺优选,用3个量化指标综合评定滴定工艺的优劣。滴丸的滴制速度、冷凝液温度等的影响是相辅相成,不是绝对的,进行适当相互之间的调节可以保证丸重、差异限度及成型性的良好。该工艺也适用于其他中药滴丸的实验室试验和工业化生产。
[1]林亚平,李向东,刘国兰,等.用均匀设计法优选咽立爽滴丸的滴制工艺条件[J].中成药,1995,17(1):9-10.
[2]黄莹娟.正交试验法优选失笑滴丸的滴制工艺[J].中国药学杂志,1997,32(5):303-305.
R943
B
1003—6350(2012)17—100—02
10.3969/j.issn.1003-6350.2012.17.047
陈 娥(1964—),女,海南省东方市人,制药工程师,本科。
2012-06-26)