轴的火焰矫直
2012-12-08贾志峰
贾志峰
(中国石化销售有限公司华北分公司石家庄输油管理处,河北 石家庄 052160)
在制药和化工企业中,反应釜是重要的生产设备,容积>10m3的反应釜的搅拌轴大多由三段以上联接组成。如同轴度超标,会引起设备震动、加剧轴承磨损、机械密封泄漏。造成搅拌轴同轴度超标最常见的原因是轴弯曲变形,应用火焰矫正法可以修复轴的弯曲,经多次实践取得了很好的效果。
一、搅拌轴火焰矫正工艺的实施
1.反应釜的结构和参数
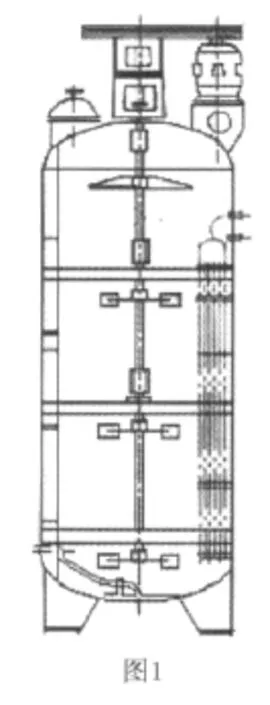
反应釜搅拌器由顶轴、中间轴、中间轴瓦、底轴、搅拌叶、底瓦组成,中间由联轴器联接(见图1)。搅拌轴由3根实心轴组成,全长9m,直径100mm。第一节为顶轴长1.5m,与搅拌减速机联接;第二节为中间轴长4m,与顶轴用联轴器联接,由中间轴瓦定位;第三节为底轴长3.5m,与中间轴联接,由底瓦定位,材质为35号合金钢。中间轴瓦为开式结构,轴瓦和瓦座套在轴上,处于轴中间部位,由三根可调节拉筋与罐壁连接固定。底瓦位于最下端轴头处,其支架与罐底焊接。各轴承瓦块材质为聚四氟。搅拌叶分三层,其位置可调。
2.搅拌轴矫直加热点的确定
在实施轴火焰矫直时应在轴弯曲位置下方1.5m架设维修平台,并采取防坠落措施,防止罐底部人员受伤。
(1)用百分表测量底轴轴颈光滑部位(接近底瓦位置)的跳动量,找出轴弯最高点和最低点,反复核准位置后将轴平分为四份。
(2)记录百分表数值即轴的同轴度,厂标为0.05mm/m,全轴长9m,同轴度应为0.45mm。
(3)依据厂标,验证第一节轴的同轴度,用百分表确定凸起点位置,按四份平分轴颈,准确画出偏差最高值,此点即为加热点。
(4)准备氧气乙炔一套进行凸起面的局部加热。
3.火焰加热矫直搅拌轴的实施
(1)加热。加热时被加热面因温度快速升高而产生膨胀应力,轴出现变形,其内部金相组织由珠光体逐渐向奥氏体转变。应加热的温度在200~800℃之间,可用便携式红外线测温仪进行测量。缩短加热时间可使加热面奥氏体组织晶体细化,而非加热面的温度不变。被加热面随着温度的快速升高,奥氏体组织迅速膨胀,向非加热面压缩,而理论上非加热面晶粒保持不变,但受到高温区晶体的压缩会产生相应的应力,最终会压缩高温面的晶体出现细化,温度越高压缩量越大,产生的变形越大。
(2)冷却。在停止对轴的加热后,被加热的部位需要在空气中自然冷却到室温,不应该采取水冷和其他急剧冷却的方法,依据加热时间越短冷却时间相应也会缩短的原理,轴内部金相组织逐渐恢复,由奥氏体逐渐向珠光体转变。轴本身发生变形,非加热面的晶体膨胀大于加热面的压缩,使轴产生收缩,待完全冷却后达到加热矫直的效果。
(3)回火。在轴完成矫直后应进行必要的回火处理,以消除应力。在冷却过程中可用远红外测温仪多次观察温度变化,若在200~450℃之间保持一段时间,则无需再进行人工回火;若低于200℃时,在同轴度符合要求时,应均匀加热轴的两个面至180~250℃并保持1h后再自然冷却。
4.注意事项和建议
(1)在加热时要注意烤枪内焰应与轴表面保持一段距离,使用外焰加热,防止轴表面熔化。操作时必须做到在提高轴升温速度的同时控制受热面积。
(2)在测量同轴度时一定要在轴温完全恢复到室温后进行,重复加热需要冷却4h后再进行。
(3)在遇到较难矫直的情况时,使用千斤顶配合,辅以少量外力,在冷却过程中增加轴的弯曲量。
二、结论
经过多次使用火焰加热矫直的方法对搅拌轴进行矫直找正,取得一定成效,目前厂家对设备的性能比较满意。
