三螺杆挤出机螺杆元件混合特性的数值研究
2012-11-30庞军舰何亚东信春玲余东泉李庆春
庞军舰,何亚东,信春玲,余东泉,李庆春,2*
(1.北京化工大学机电工程学院,北京100029;2.教育部高分子材料加工装备工程研究中心,北京100029)
三螺杆挤出机螺杆元件混合特性的数值研究
庞军舰1,何亚东1,信春玲1,余东泉1,李庆春1,2*
(1.北京化工大学机电工程学院,北京100029;2.教育部高分子材料加工装备工程研究中心,北京100029)
采用聚合物流体分析软件Polyflow对倒三角形三螺杆挤出机的6种螺杆元件的流道模型进行了三维等温数值模拟。使用Fieldview软件对结果进行统计处理,并采用不同的评价指标来表征混合性能,进而比较螺杆元件之间的混合特性。结果表明,捏合块的剪切和拉伸作用均强于螺纹元件;中性捏合块和左旋元件的回流效果好于其他元件;SME元件剪切弱于螺纹元件,但其拉伸作用和回流效果强于螺纹元件。因此,可根据物料对剪切的敏感性来合理地选择螺杆元件,以获得所期望的产品性能。
三螺杆挤出机;螺杆元件;数值模拟;混合特性
0 前言
近几年,随着混合设备行业生产技术的不断提高以及下游需求市场的不断扩大,我国混合设备行业迅速发展。作为一种新型的多螺杆混合挤出设备,倒三角形三螺杆挤出机因其具有啮合区数量多、挤压面积大、混合效果好等优点,越来越受到企业的关注。但由于三螺杆挤出机结构复杂,有关其研究刚刚起步[1-5],以致用户对三螺杆挤出机的认知不足,阻碍了三螺杆挤出机的推广。本文利用Polyflow软件,结合前人关于双螺杆挤出机混合特性的研究方法[6-7],对不同螺杆元件在相同工艺下的流场进行分析,并采用不同的指标,例如加权平均剪切应力、加权平均拉伸速率、回流系数和混合指数[8-9]等,来表征三螺杆的混合性能,进而分析不同螺杆元件对三螺杆挤出机混合特性的影响,为螺杆元件的选择和螺杆组合的优化奠定基础。
1 物理及有限元模型
利用Polyflow前处理器Gambit及Pro/E软件共同构建螺杆元件和机筒元件的物理模型,实际尺寸为:螺杆外径35.2mm,根径28mm,机筒内径36mm,中心距32mm,螺杆之间、螺杆与机筒之间的间隙均为0.4mm,元件长度36mm,为1个导程长,螺杆元件均逆时针旋转,具体特征见表1。利用Pro/E从机筒元件中减去螺杆元件,即可得到流道的三维模型,然后在Gambit中用四面体单元网格对其进行网格划分。为便于比较,各模型划分网格时采取相同的网格划分密度。另外选择网格自适应技术来优化低品质网格[10]。各模型网格及节点数量已列于表1。

表1 6种螺杆元件具体特征Tab.1 Specific features of six kinds of screw elements
2 数学模型及边界条件
根据三螺杆熔融混合段聚合物熔体的流动特性作出如下假设:
(1)聚合物熔体为不可压缩的非牛顿流体;
(2)等温流动;
(3)拟稳态的层流流动;
(4)流道全充满;
(5)壁面无滑移;
(6)忽略惯性力和质量力;
(7)忽略熔体弹性。
根据以上假设,描述流体的连续性方程、动量方程、本构方程如式(1)~(4)所示。


式中 ν——速度分量
p——压力
τ——应力张量
D——形变速率张量
采用Bird-Carreau模型描述熔体表观黏度随剪切速率的变化:

式中 η0——零剪切黏度,Pa·s
λc——时间常数
n——非牛顿指数
模拟采用线形低密度聚乙烯(PE-LLD),其Bird-Carreau模型参数为:η0=1815.25Pa·s,λc=0.0162,n=0.17。
流道进出口压差边界条件为:ΔP=P1-P2,P1为出口压力,P2为入口压力;机筒内表面无滑移,即内表面上的速度为零;螺杆表面无滑移,即螺杆表面上的熔体速度与螺杆边界上的周向速度一致。
3 结果与讨论
3.1 剪切速率和拉伸速率分布
图1是流道的3个啮合区和中心区在某横截面上的剪切速率分布图。啮合区的剪切速率明显高于其他区域,而且在相邻螺棱最接近且中心区面积最大时产生最大值,因为相邻螺棱的运动速度相反,加上此处较小的啮合间隙,形成较强的剪切场,有利于分散混合。另外,中心区物料存在环流,方向与螺杆元件的旋向相反,有利于分布混合。

图1 啮合区及中心区的横截面剪切速率分布Fig.1 Shear rate distribution at the section of kneading zone and central zone
图2是流道3个啮合区和中心区在某横截面上的拉伸速率分布图。同剪切速率分布一样,啮合区的拉伸速率明显高于其他区域。不同的是,当中心区面积最小时,拉伸速率产生最大值。另外,由图2(b)可知,中心区内部的拉伸速率要高于周边。这是由于三螺杆的中心区是横截面由大到小、再由小到大循环变化的区域,相当于物料流经多个串联的锥形流道,使物料持续地受到动态挤压与拉伸,有利于提高分散混合效果。

图2 啮合区及中心区的横截面拉伸速率分布Fig.2 Stretching rate distribution at the section of kneading zone and central zone
3.2 加权平均剪切速率及加权平均剪切应力
剪切应力是判断分散混合性能的主要指标。但在三维流场中,不同的物料微元所经历的剪切应力史是不同的。笔者通过计算整个流道的加权平均剪切速率和加权平均剪切应力,以此来判断分散混合能力,计算公式如式(7)和(8)所示。


图3是6种螺杆元件的加权平均剪切速率和加权平均剪切应力。从图3可以看出,啮合块元件的剪切速率和剪切应力明显高于螺纹元件,其中4#元件即右旋捏合块的剪切应力最大;2#元件即SME元件的剪切应力最弱。

图3 6种螺杆元件的加权平均剪切速率和加权平均剪切应力Fig.3 Weighted average shear rate and shear stress of six kinds of screw elements
图4是6种螺杆元件的剪切应力在轴向位置上的变化趋势图(图仅显示一半导程)。由图可知,螺纹元件和SME元件的剪切应力变化平缓,捏合块则出现大的波动,具有明显的波峰和波谷。另外,波峰出现的位置均在捏合盘间隙处,此处剪切应力最强。因此,捏合块的剪切应力分布范围广,存在高剪切区,混合能力强,而SME元件最弱。

图4 6种螺杆元件的剪切应力在轴向位置上的变化趋势Fig.4 Variation of shear stress of six kinds of screw elements along axial position
3.3 加权平均拉伸速率
研究表明,对于具有高黏度比和低界面张力的分散混合,拉伸流动比简单剪切流动更有效,故可以用流场的拉伸速率来判断分散混合,如式(9)所示。整个流道的加权平均拉伸速率如(10)所示。


式中
图5是6种螺杆元件的加权平均拉伸速率,其中5#即中性捏合块的拉伸速率最高,SME元件次之,右旋螺纹元件最弱,因此啮合块的存在可大大提高流场的拉伸速率,最终提高分散混合效果。
3.4 分散混合指标——混合指数
为了进一步研究剪切和拉伸对分散混合的影响,本文采取Manas-Zloczower方法,即引入混合指数(λ),使拉伸流动和旋转流动定量化,其定义如式(11)所示。其中对于纯旋转流动,λ=0;对于纯剪切流动,λ=0.5;对于纯拉伸流动,λ=1。


图5 6种螺杆元件的加权平均拉伸速率Fig.5 Weighted average stretching rate of six kinds of screw elements
式中 ω——旋度张量
图6给出了6种螺杆元件的加权平均混合指数,其中,中性捏合块最大,与3.3得到的结论相呼应,其次为SME元件。图7是6种螺杆元件的混合指数在轴向位置上的变化趋势图(图仅显示一半导程),从中可以看出,螺纹元件和SME元件变化平缓,捏合块则出现大的波动,具有波峰和波谷。与图4比较可知,混合指数与剪切应力的变化趋势相反,波谷均出现在捏合盘间隙处。这种变化表明,捏合块的剪切应力分布范围广,混合能力强,中性捏合块的表现最为突出。
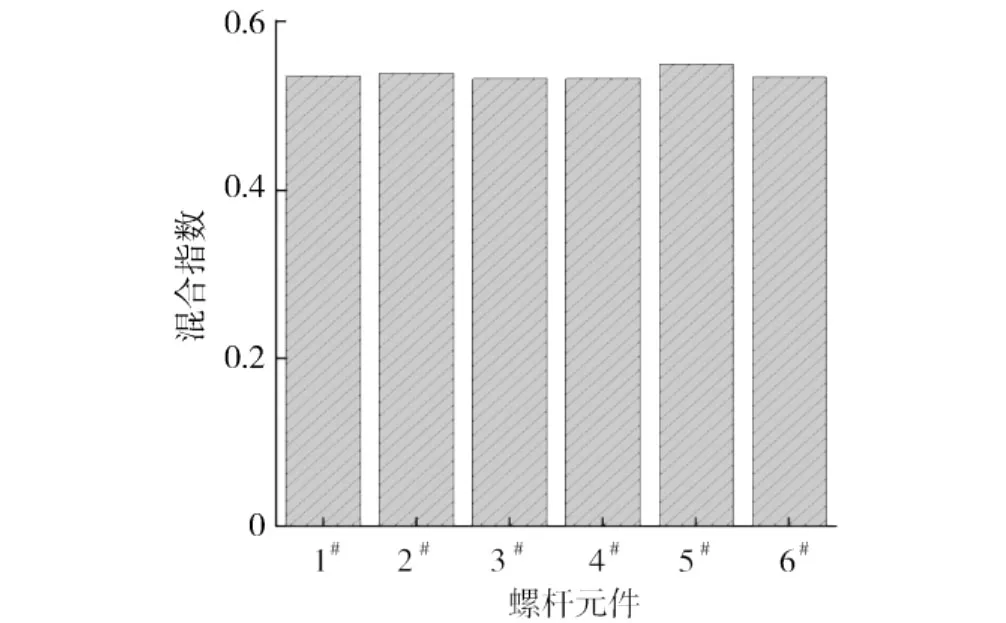
图6 6种螺杆元件的混合指数Fig.6 Mixing index of six kinds of screw elements
3.5 分布混合指标——回流系数
因假设流场全充满,则流道各截面的体积流量是一定的,通过对任意横截面的轴向速度积分即可求得体积流量,而对任意横截面的负轴向速度积分即可求得回流量,回流系数(G)即回流量与流量之比,在一定程度上可用来判断分布混合。


图7 6种螺杆元件的混合指数在轴向位置上的变化趋势Fig.7 Variation of mixing index of six kinds of screw elements along axial position

式中 vz——轴向速度
s——横截面面积
v-z——负的轴向速度
Qv——体积流量
Q回——回流量
图8是6种螺杆元件的回流系数。回流系数为正表示流量为正,即具有向前输送能力。从图中看出,在相同压力梯度下,中性啮合块的回流能力最强,其次为左旋元件。SME元件是以螺纹元件为基础,在螺棱上开左旋螺槽,因此其具有一定的回流能力。

图8 6种螺杆元件的回流系数Fig.8 Backflow coefficient of six kinds of screw elements
4 结论
(1)三螺杆挤出机具有3个啮合区和1个中心区;啮合区具有很大的剪切作用和拉伸作用;中心区的横截面由大变小,再由小变大,如此循环,呈周期性变化,相当于多个串联的锥形流道,使物料持续地受到动态挤压与拉伸,有利于分散混合效果;
(2)捏合块流道存在高剪切区,剪切应力分布范围广,剪切能力强于螺纹元件,具有显著的分散混合作用,而SME元件剪切力最弱;因此,可根据物料是否对剪切敏感,来选取螺杆元件;
(3)捏合块的拉伸作用强于螺纹元件,分布混合能力强;SME元件的拉伸作用也强于右旋螺纹元件;因此,在对剪切敏感的场合可选择SME元件,来提高流场的分散混合能力;
(4)中性捏合块和左旋元件均具有很强的回流能力,分布混合作用明显强于右旋元件;SME元件因其特殊构型,具有一定回流能力;因此,对剪切敏感的场合可选择SME元件,来提高流场的分布混合能力。
[1] 朱向哲,谢禹钧,苗 一.三螺杆挤出机常规螺纹元件挤出过程的CAE研究[J].塑料工业,2004,32(9):29-32.Zhu Xiangzhe,Xie Yujun,Miao Yi.CAE Study on Extrusion Process of Flight Element of Tri-screw Extruder[J].China Plastics Industry,2004,32(9):29-32.
[2] 胡冬冬,陈晋南.啮合同向三螺杆挤出机中三维等温流动得数值模拟[J].化工学报,2004,55(2):280-283.Hu Dongdong,Chen Jinnan.Simulation of 3DIsothermal Flow in Intermeshing Co-rotating Tri-screw Extruders[J].Journal of Chemical and Engineering,2004,55(2):280-283.
[3] 姜 南,朱常委.浅析三螺杆挤出机的混合作用[J].中国塑料,2001,15(8):87-90.Jiang Nan,Zhu Changwei.Analysis of Mixing Performance in a Tri-screw Extruder[J].China Plastics,2001,15(8):87-90.
[4] 马兴巍,姜 楠,郭奕崇.三螺杆挤出机螺纹元件流场分析[J].中国塑料,2005,19(9):93-97.Ma Xingwei,Jiang Nan,Guo Yichong.Analysis of Velocity Field in Screw Element Region of a Triple Screw Extruder[J].China Plastics,2005,19(9):93-97.
[5] 何和智,陈君辉,谢圣明.振动力场作用下三螺杆挤出机计量段中聚合物挤出的模拟[J].中国塑料,2006,20(4):104-107.He Hezhi,Chen Junhui,Xie Shengming.Simulation of Polymer Extrusion in Metering Zone of Tri-screw Extruder under Vibration Force Field[J].China Plastics,2006,20(4):104-107.
[6] Naksoo Kim,Hongbum Kim,Jaewook Lee.Numerical Analysis of Internal Flow and Mixing Performance in Polymer Extruder:Twin Screw Element[J].Korea-Australia Rheology Journal,2006,18(3):153-160.
[7] Christopher Lane Kerr,Christopher John Malarkey,Pascale Oram,et al.Extrusion Mixing Screw and Method of Use:US,20100052206A1[P].2010-03-04.
[8] Manas Zloczower,Haur-horng Yang.Flow Field Analysis of the Kneading Disc Region in a Co-rotating Twin Screw Extruder[J].Polym Eng Sci,1996,32(19):1411-1417.
[9] 耿孝正.双螺杆挤出机及其应用[M].北京:北京轻工业出版社,2003:93-127.
[10] 钱 欣,许王定,金杨福.POLYFLOW基础及其在塑料加工中的应用[M].北京:化学工业出版社,2009:286-320.
Numerical Study on Mixing Characteristics of Screw Elements in Three-screw Extruders
PANG Junjian1,HE Yadong1,XIN Chunling1,YU Dongquan1,LI Qingchun1,2*
(1.College of Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China;2.Engineering Research Center of Equipment for Polymer Processing,Ministry of Education,Beijing 100029,China)
Three-dimensional isothermal flows of different screw elements in a three-screw extruder were simulated using apolymer analysis package Polyflow.By statistical treatment of numerical results using Fieldview software,the mixing performances of screw elements were characterized and compared in terms of different evaluation methods.It was found that the kneading blocks had stronger shearing and stretching actions than other elements,and neutral kneading blocks and lefthanded elements had better effect of backflow.Compared with screw thread elements,SME elements had weaker shearing capacity,but higher stretching and backflow capacity.The screw elements could reasonably be selected based on the shear sensitivity of the materials in order to improve the quality of the products.
three-screw extruder;screw element;numerical simulation;mixing characteristics
TQ320.66+3
B
1001-9278(2012)01-0103-06
2011-09-16
*联系人,liqc@mail.buct.edu.cn
(本文编辑:李 莹)
