基于CJK6136的十字轴全自动专用机床的开发
2012-11-24黄庆华吴雄彪陈丰土
黄庆华,吴雄彪,陈丰土
(1.浙江广厦建设职业技术学院,浙江 东阳 322100;2.金华职业技术学院,浙江 金华 321017;3.浙江汤溪齿轮机床有限公司,浙江汤溪 321075)
0 引言
十字轴是汽车万向节中的一个重要零件,也是一个易损件,在汽车零配件市场上的需求量很大,我国是十字轴生产大国,大多生产企业是中小企业,其加工工艺采用传统的加工工艺,加工精度难以保证,加工效率低。而国际上流行的是“一次装夹完全加工——one on down”工艺技术,德国、日本、韩国等研制了液压自动装夹专用数控机床,兼顾了高柔性、高效率、低投资的要求。从国外引进的专用设备与工装,费用高昂,生产成本高[1]。本课题吸收国际先进技术,将CJK6136型数控车床原有的液压卡盘改造成自动液压分度卡盘,将传统的车床尾架改造为液压控制的中心钻,通过重新设计液压控制系统,嵌入电气控制程序,开发出基于CJK6136的十字轴全自动专用机床。该机床在能够实施车床主轴高速旋转的情况下进行分度,实现了十字轴“一次安装完全加工”的全自动加工新工艺,来满足了十字轴高精度、高效率加工的工艺需求。
1 十字轴工艺分析
十字轴由二对相互垂直的四个轴头组成,工艺精度要求高,加工难度大[2]。如图1所示为某型汽车万向节中的十字轴,同轴轴头的同轴度要求≤0.015mm,相互垂直的二组轴的垂直度要求≤0.025mm。用普通加工机床,利用工件自身轴头定位装夹四次,分四次钻中心孔,加工二对相互垂直的轴,两组轴头的同轴度和对称度误差只能控制在0.05mm范围内,不仅误差较大,达不到工艺要求,增加后续工序加工难度,而且效率低,5min/件,严重影响十字轴的加工质量和加工成本。而采用“一次安装完全加工”的全自动加工新工艺,既能达到工艺要求,同时加工效率提高到30s/件。

图1 某型十字轴零件图
2 十字轴专用机床的结构与功能
2.1 十字轴专用机床的结构
十字轴全自动专用机床由床头箱(主轴箱)、床身、刀架、卡盘、尾架、泵站、液压控制系统、旋转分油器、数控操作面板等组成[3-4],其中卡盘是能够实现液压自动控制的分度卡盘,尾架是液压控制的中心孔钻,如图2所示。泵站、液压控制系统、旋转分油器、数控操作面板等属于控制系统,为了避免泵站和液压控制系统的振动和发热对机床精度的影响,便于系统的安装、调试和维护,泵站和液压控制系统独立于数控机床;旋转分油器安装在机床主轴后端。

图2 CJK6136型十字轴专用机床
工件装夹后,开动机床,在数控系统控制下,由刀架或刀排车削端面和轴头;然后,驱动液压控制尾架快进接近切削端面,由装在尾架上的复合钻头工进钻中心孔,钻完孔后快速退回;最后,再由分度夹头90°分度后循环加工另一个轴头,通过四个循环完成加工[5]。
2.2 液压分度卡盘的结构功能
液压分度卡盘由夹具体、上下固定压爪、夹紧活塞、定位活塞、换位活塞、推力轴承和滚针轴承组成[6]。如图3所示,夹具体是卡盘组成元件的主要支承体[7],体内分布着控制活塞的油路。上固定压爪与夹紧活塞之间由推力轴承和滚针轴承支承,并通过阶梯螺钉相连接[8]。卡盘夹紧时,由于阶梯螺钉与上固定压爪之间留有间隙,上固定压爪可随分度盘一起在夹紧活塞中旋转,卡盘松开时,上固定压爪在阶梯螺钉的带动下,随夹紧活塞上升松开工件。定位活塞主要功能是锁紧分度盘,该活塞部件含有进出油路,前面设有活塞杆,并有一精度要求较高的斜面,通过斜面与定位块贴合,实施分度定位。下固定压爪通过螺钉与分度盘固定连接,与工件一起随分度盘转动而换位。上下固定压爪与工件直接接触,主要用于工件定位和夹紧,接触部位根据工件的形状进行设计,可制成V型块、平面等形状。根据十字轴结构特点和加工定位需要,本案例中,上下固定压爪与工件直接接触部位制成一对小V型块。换位活塞主要功能是拔动分度盘更换工位,分度时,由换位活塞推动分度盘旋转完成分度,该活塞部件含有进出油路,整体精度要求不高,只要保证不漏油即可。换位活塞与定位活塞由液压控制联动完成分度。分度盘与夹具体之间也是由推力轴承和滚针轴承支承,该部件形状复杂、精度要求较高,分度盘起着分度、定位、夹紧的作用,分度盘中部可按分度角度制成标准的多边形,要求角度精确。本例中,十字轴加工分度角度90°,制成正方体形状。
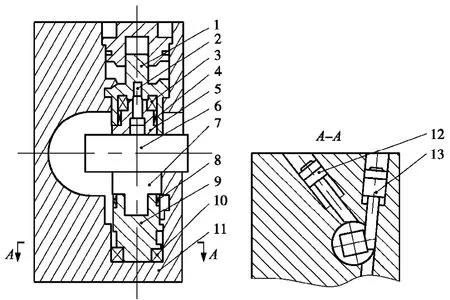
图3 液压分度卡盘的功能结构图
3 液压系统工作原理
液压系统主要由泵站、滤油器、单向阀、电磁换向阀、减压阀、压力表、压力继电器和旋转分油器等组成[9]。为了使系统结构紧凑,同时便于嵌入数控系统,提高系统集成度,液压回路控制采用集成叠加阀式结构,将压力表、减压阀、电磁换向阀和压力继电器等集成一体[10],由电磁阀、压力表获取信号控制动作,嵌入数控系统,实现系统一体化运行,确保机床控制安全、高效。
液压系统由四个部分组成,第一部分是动力供油部分。第二部分是旋转分油器,主要是为液压卡盘提供油路,由转动阀芯和外圈组成,外圈接外围控制油路,不转动;转动阀芯将控制油路与分度卡盘相接,随主轴和卡盘一起转动。第三部分是液压卡盘控制回路,该回路分二部分,一是工件的夹紧与松开回路,二是分度与锁紧回路。第四部分是尾架控制回路,在电磁调速阀的控制下实现快进、工进和快退。如图4所示为该机床液压系统原理图。
3.1 工件的夹紧与松开回路
当电磁换向阀6的电磁铁1DT得电时,压力油经减压阀5减压后又经叠加式电磁换向阀(含压力继电器)沿油管进入安装在数控车床主轴后端的旋转阀,再经过主轴内部的输油管进入安装在主轴头部的分度卡盘夹紧活塞液压缸的大腔,使夹紧活塞向外伸出,实现卡盘夹紧,待夹紧压力升高达到设定的夹紧压力值时,压力继电器向机床数控系统发出分度卡盘夹紧完毕的信号,数控系统将指令机床进行下一步工作,夹紧工序完成。
当电磁换向阀6的电磁铁1DT断电时,压力油进入夹紧活塞液压缸小腔,使夹紧活塞向内缩回,实现卡盘松开,此时压力继电器与回油接通,不能发出信号。因此,机床数控系统将锁定机床不能进行加工,以确保加工安全。
3.2 卡盘的分度与锁紧回路
当电磁换向阀9的电磁铁2DT不得电时,电磁阀工作在右位,压力油经单向阀7减压阀8又经叠加式换向阀沿油管进入安装在数控车床主轴后端的旋转分油器,分别进入换位活塞液压缸的大腔和定位活塞液压缸的小腔,换位活塞在压力油的作用下缓慢伸出,拔动分度盘旋转分度角度(90°),与此同时,定位液压缸的活塞在压力油的作用下逐渐退回。开始时,检测油路⑤通过定位活塞液压缸的大腔与回油路①相通,检测阀的柱塞在其小腔压力油的作用下迅速退回,压力检验开关10被关闭。随着定位活塞的逐渐退回,检测油路⑤与回油路①的连接被液压缸活塞切断,压力油通过定位活塞液压缸的小腔与检测油路⑤接通,此时,检验开关10与回油接通,不能发出信号。因此机床数控系统将锁定机床,使其不能进行加工工作,以确保加工安全。

图4 液压系统原理图
当电磁换向阀9的电磁铁2DT得电时,压力油通过油路①分别进入换位活塞液压缸的小腔和定位活塞液压缸的大腔,换位液压缸的活塞在压力油的作用下逐渐退回,与此同时,定位液压缸的活塞在压力油的作用下缓慢伸出,锁紧分度盘。开始时,检测油路⑤通过定位液压缸的小腔与回油路①相通,此时,检测阀的柱塞在其小腔压力油的作用下迅速退回,检验开关被关闭。随着定位液压缸活塞的逐渐伸出,检测油路⑤与回油路①的连接被液压缸活塞切断,压力油通过定位活塞液压缸的大腔与检测油路⑤接通,此时,检测阀的柱塞在大腔压力油的作用下,克服小腔压力油的作用向外伸出压下检验开关10,使之发出信号,通知机床数控系统分度卡盘锁紧完毕。
3.3 尾架进给回路
当电磁换向阀13的电磁铁3DT、4DT都不得电时,压力油经过叠加式调速阀12的单向阀位和换向阀13的中位向液压缸大腔⑦进油,小腔⑥回油形成差动回路,液压缸快速伸出,使尾架刀具快速进给接近工件。尾架接近工件时压下行程开关,向机床发出信号,使4DT得电,换向阀13工作在右位,由调速阀控制液压缸大腔⑦进油,小腔⑥回油,实现工进,加工十字轴内孔。当接触检验开关16时,使之发出信号,电磁换向阀13的电磁铁3DT得电,同时叠加式调速阀12的工作在单向阀位,液压油从液压缸小腔⑥进油,大腔⑦回油,液压缸快速退回,到规定位置后压下行程开关,向机床发出加工完成信号,完成一个循环工作。
4 结束语
基于CJK6136型数控机床开发的十字轴专用机床,通过液压分度卡盘和液压驱动尾架,突破“一次安装完全加工”的工艺关键技术,实现了十字轴加工的全自动。经试验测算,加工效率由原来的5min/件提高到30s/件,主要精度由原来的≤0.05mm提高到≤0.025mm。
该机床通过改变分度盘的多边形形状,可适用于 45°、60°、120°的等分结构零件的加工,具有较大的工艺扩展功能,同时通过更换卡盘,依然可作为普通数控机床使用,开发成本较低。但由于卡盘的结构尺寸限制,定位活塞、换位活塞的油缸行程控制在≤4mm,工件的加工尺寸较小。
[1]郭军.十字轴加工工艺分析及改进[J].一重技术,2007(6):55-56.
[2]薛锦达.十字轴式万向传动轴的原理及其结构[J].机械制造,1997(7):14-16.
[3]陈子银,陈为华.数控机床结构原理与应用[M].北京:北京理工大学出版社,2006.
[4]王爱玲.数控机床结构及应用[M].北京:机械工业出版社,2006.
[5]数控车床使用说明书.浙江汤溪齿轮机床有限公司,1-2.
[6]刘宝珠.数控车床液压卡盘的改造[J].制造技术与机床,2004(9):130-133.
[7]王光斗.机床夹具设计手册[M].上海:上海科学技术出版社,2000.
[8]汪恺.机械工业基础标准手册[M].北京:机械工业出版社,2001.
[9]王益群,高殿荣.液压工程师技术手册[M].北京:机械工业出版社,2010.
[10]闻邦椿.机械设计手册[M].北京:机械工业出版社,2010.