电化学去毛刺机床控制系统的设计*
2012-11-24陈远龙唐火红
陈远龙,李 明,唐火红
(合肥工业大学特种加工研究所,合肥 230009)
0 引言
机械零件在金属加工制造过程中经常产生毛刺。毛刺虽小,但危害很大,对工件的精度、定位、操作安全都会产生巨大的影响。目前,去除毛刺的方法有很多种,电化学去毛刺效率很高,已经广泛应用于汽车发动机、航空航天、气压液压等行业。电化学去毛刺机床是利用电化学反应的原理,对金属零件有选择的完成去除毛刺与飞边的作业[1-2]。
长期以来,电解加工的装备工作在一个潮湿、有腐蚀性气体和电气干扰性较强的恶劣环境。传统的继电器控制系统在这种环境下故障率较高。随着PLC控制技术的发展,我们越来越能感受到PLC在工业环境下的优势,PLC也被国外称为“专为工业环境下设计的计算机(PC)”。因此,将PLC控制器引入电化学去毛刺装备的控制系统中,提高了装备的抗干扰能力,丰富了系统的加工模式,提升了控制系统的自动化水平。
1 电化学去毛刺原理
与电化学加工类似,电化学去毛刺也是基于金属在电解液中发生电化学阳极溶解反应的原理。加工时,工件接电源正极,工具接电源负极,工具与工件之间保持较小的间隙,具有一定压力的电解液从间隙中流过。这时工件的毛刺由于与工具电极的距离最近,电流密度最高,最先发生溶解反应,从而很快被去除,形成电解产物并被高速流动的电解液带走[3]。图1为电化学去毛刺原理示意图。

图1 电化学去毛刺原理示意
2 控制要求
考虑到电化学去毛刺加工的特殊要求,控制系统必须具有以下功能:
(1)基本功能:具有基本的手动加工功能和自动加工功能。
(2)参数控制:包括加工电压、加工电流、加工间隙、加工时间和电解液(包括温度、PH值、液位)等,这些都是电化学去毛刺工艺中影响工件加工质量的几个关键参数[4]。
(3)逻辑控制:要求按照给定的程序,控制气缸主轴、电解电源、电解液系统和短路预检装置等的运作,使他们相互协调。
(4)短路检测和报警处理:在电解加工过程中可能会出现电解液泵压力报警、过滤泵压力报警、液位报警、阴阳极短路报警、电解液温度报警、电导率报警和加工电压过高或过低报警等现象,为保证加工过程的正常进行,控制系统应能对加工过程出现的故障及时进行自动诊断、显示并处理[5]。
(5)保护和联锁:除了一般电气元件所要求的保护和联锁功能之外,电化学去毛刺机床还应满足下列特殊要求:a加工过程中产生有害气体和电解液水雾,系统应配备气雾收集装置;b电解液容易在循环流动中飞溅,雾气容易进入控制柜,系统需保证通液时工作箱门处于密闭状态。
3 控制系统的硬件设计
如图2所示,本控制系统的硬件结构可分为以下几个部分。

图2 硬件结构
(1)控制器:由PLC、开关量I/O单元、模拟量I/O单元和通讯单元组成。PLC选用三菱公司的FX2N-48MR,基本配置为:FXCPU处理器;I/O点数为48(I/O最大可扩展至256点);内置24V直流电源。FX2N系列PLC是FX系列中规格最大、性能最高、功能最强的一个系列。应用指令大为丰富,达到132种、309条;编程元及用户程序存储器容量也比FX1N系列大为增加。可以使用的内部继电器、定时器、计数器、数据存储器容量、用户程序存储器的容量等也是FX1N系列的2~3倍[6]。
(2)人机界面:选用威伦通公司的MT6100i型号,这款触摸屏为Weintek研发出的新一代人机界面。在随时满足客户操作方便的原则下,MT6000不仅扮演着人机界面功能的角色,并且可以作为资料备份交换的中心。这款触摸屏配置了多种通讯接口,有 USB Host port,USB Device port,COM1(RS-232/RS-4852W/4W),COM2(RS-232),COM3(RS-232/RS-4852W),其中的RS-4854W等同于RS-422。
(3)硬件通讯:图3所示为PC、人机界面和PLC三者之间的通讯设计。采用数据线USB 2.0连接触摸屏的USB 2.0 Host端口和PC的RS-232端口,分别设置好触摸屏和PC两端的参数后,可将在PC上组建好的页面下载至触摸屏里。触摸屏与PLC之间用一根RS422数据线连接即可。由于FX2N系列PLC的通讯接口只有RS422,触摸屏与PLC之间的通讯采用穿透通讯这种方式。在触摸屏页面上放置两个元件LW9901、W9902,使用穿透通讯方式时,向这两个元件分别输入数字2、1,将数据来源端定义和数据目标端定义为COM2(232)、COM1(4854W),即可实现穿透通讯。

图3 硬件通讯设计
(4)强电回路:控制系统的强电电路即系统的主电路,主要为系统的大功率设备以及控制电路提供电能,包括电压转换、交直变换、抗干扰等。
(5)电源控制:电解电源由交流变压模块、整流滤波模块、保护电路模块等组成。可实现稳压加工和稳流加工两种加工方式;输出电压可调范围为0V~24V,输出电流可调范围为0A~200A。电解电源通过模拟I/O模块连接至PLC,进行数据(加工电压信号与加工电流信号)传送和转换,实现自动调压和实时监控加工电压与电工电流。
(6)短路检测:在阴阳极通电加工之前,接通短路检测电路能够检测出工件与电极之间是否短路。如果阴阳极短路,则检测电路会有报警信号产生,然后由PLC来处理短路信号。短路检测电路能够保护电源受到短路过载的危害,同时也避免工件的烧伤。
4 控制系统的软件设计
4.1 PLC程序设计
本系统的PLC程序设计,采用GX developer编程软件进行设计。程序类型选用梯形图语言进行设计,程序的编制采用模块化结构,各个模块具有相对独立的职能,具体模块如下。PLC控制系统的软件结构如图4所示。
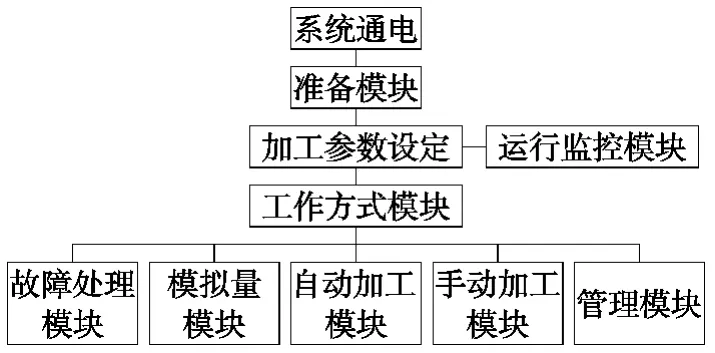
图4 控制系统的软件结构
软件的页面设计,采用画面组态软件Easybuilder 8000。根据系统工作的特点,配置了初始化页面、主页面、加工准备页面、加工参数页面、自动加工页面、手动加工页面、报警查询页面、报警弹出小窗口和管理查询页面。图5为主页面,用户可以点击按钮,进入对应的页面进行操作。图6为自动加工页面,点击“启动”按钮后,触摸屏自动跳入该页面。在该页面中,可以用户可以看到加工电压、加工电流的数据显示和程序执行状态。加工时,如有报警输入,会有“报警小窗口”自动弹出,PLC会有报警输出。待故障解除后,该窗口会自动隐藏,报警小窗口如图7所示。
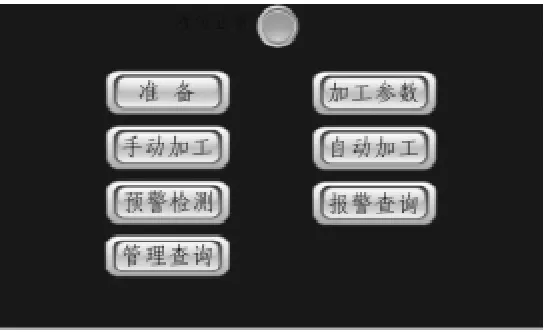
图5 主页面
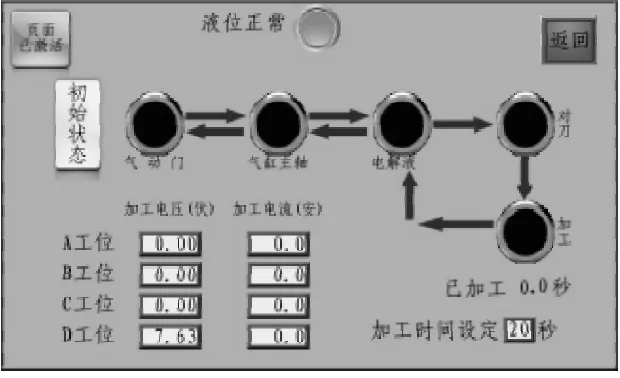
图6 自动加工页面

图7 报警小窗口
(1)准备模块:当系统得电后,主程序调用该模块,在触摸屏上开启气源、气雾收集、板框机、温控仪、PH仪和超声机等仪器。
(2)加工参数模块:该模块主要完成一些工艺参数的处理,如加工电压和加工电流的信号采集和数据处理,加工时间的设定,电解液的PH值与温度等其他工艺参数的监控。
(3)自动加工模块:该模块可实现对工件进行自动加工,系统依次关闭气动门(机床的工作箱门),下降气缸主轴,打开电解液,接通预警检测装置。没有发生短路报警,则系统关闭短路检测,接通电解加工专用电源。达到设定的加工时间后,自动关闭电解电源,关闭电解液,主轴上升,打开气动门。程序顺利执行一个加工周期后,一次加工循环完成,系统回到初始状态。该模块还包括对加工流程和加工参数的监控,监控的具体状态在触摸屏中实时显示。
(4)手动加工模块:调用该模块可对工件进行手动加工。
(5)故障处理模块:加工过程中一旦出现故障,根据故障出现的级别,系统决定加工是否继续进行,并将报警事件类型生成,送至触摸屏显示,同时系统以故障发生的日期、时间和类型形成历史记录,便于用户查询。
(6)管理模块:该模块用于记录系统启动(自动加工启动)、复位的日期、时间、班数以及总次数等重要的信息。
4.2 触摸屏操作页面设计
触摸屏界面用于显示加工状态与系统状态的实时信息。界面上的元件产生开关信息、数字信息,并与PLC进行数据交换,从而实现了对系统加工参数的修改和对加工过程的控制。
为防止用户误操作,本系统进行了容错性防护设计,在每个页面左上角处加入一页面激活元件。用户进入一个页面后,须待该页面激活后,才能对该页面上的其他按钮进行操作。
触摸屏不仅可以完成对生产的监控,还可以产生生产日志,方便查看生产状况,对管理起到一定的辅助作用。根据生产运行需要,将工人按照时间划分为几个生产小组。各个小组的运行信息可以分别保存,便于查询。点击管理查询页面,登录账号,可查询系统启动、复位的日期、时间、班数以及总次数等重要的信息,管理查询页面如图8所示。这些信息也可以打印出来,供管理者对工人进行绩效评定。
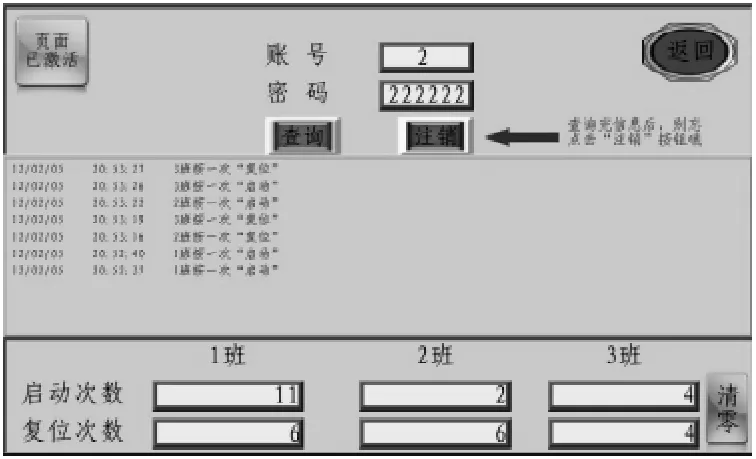
图8 管理查询页面
5 结束语
采用PLC结合触摸屏的方式进行设计,提高了控制系统的可靠性、稳定性和自动化程度,简化了系统的硬件结构,完善了系统的监控功能。经过设计、安装与调试,控制系统工作稳定,完全达到了电化学去毛刺机床的控制要求。
[1]朱树敏,陈远龙,等.电化学加工技术[M].北京:化学工业出版社,2006.
[2]陈远龙,张超,王天霁.电化学加工技术的概况与展望[C].第十三届全国特种加工学术会议,2009.
[3]徐家文,云乃彰,等.电化学加工技术——原理·工艺及应用[M].北京:国防工业出版社,2008.
[4]S Sarkar,S Mitra,B Bhattacharyya.Mathematical modeling for controlled electrochemical deburring(ECD)[J].Journal of Materials Processing Technology,2004(147):241-246.
[5]陈远龙,贾志华,黄振东,等.基于PLC的电解加工机床控制系统的设计与实现[J].组合机床与自动化加工技术,2008(7):77-80.
[6]陈苏波,杨俊辉,等.三菱 PLC快速入门与实例提高[M].北京:人民邮电出版社,2009.