超声波法提取西瓜籽油的最佳工艺研究
2012-11-20严小平李成平金建昌
严小平 李成平 金建昌
(浙江树人大学生物与环境工程学院,杭州 310015)
超声波法提取西瓜籽油的最佳工艺研究
严小平 李成平 金建昌
(浙江树人大学生物与环境工程学院,杭州 310015)
对超声波辅助提取西瓜籽油的最佳工艺进行了研究,利用正交试验探讨了影响提取率的主要因素。结果表明,影响西瓜籽油提取率的因素主次顺序依次为:料液比>超声温度>超声时间>超声功率;最佳提取条件为:石油醚为提取剂,料液比为1∶12(g∶mL),超声温度60℃,超声时间30 min,超声功率150 W,西瓜籽油提取率为50.8%,西瓜籽油的脂肪酸主要由棕榈酸和不饱和脂肪酸组成,不饱和脂肪酸占93.1%,特别是亚油酸的含量高达74.8%,具有较高的保健价值。
超声波 西瓜籽油 最佳提取工艺
西瓜(watermelon)是葫芦科一年生蔓性草本植物,瓜瓤脆嫩,味甜多汁,含有丰富的矿物盐和多种维生素[1],是夏季主要的消暑果品,原产于非洲,现在我国各地均有栽培。西瓜籽为西瓜的种子,含有脂肪、蛋白质、维生素、微量元素等多种营养成分[1]。据《本草纲目》记载,西瓜籽性平味甘,有清肺润肠、和中止渴、生食化痰涤垢、下气清营之功效。西瓜籽中脂肪含量可达50%以上,其中的主要脂肪酸为亚油酸[1],这种不饱和脂肪酸对人体有重要的保健作用,具有较高的营养价值和开发利用价值。
目前,有关西瓜籽油提取方法的研究甚少,利用超声波辅助提取西瓜籽油的研究至今未见报道。超声波辅助技术已广泛应用于天然产物有效成分的提取,具有操作简便快捷、提取温度低、提取物的结构不被破坏等优点[2-9]。本试验采用溶剂浸提,超声波辅助萃取的方法对西瓜籽油的提取工艺进行探讨,为西瓜籽的开发利用提供一定的理论基础。
1 材料与方法
1.1 材料与仪器
西瓜籽:市售,选取颗粒饱满,无霉烂变质的为试材;石油醚:北京长海化工厂;正己烷:杭州双林化工试剂厂,所用试剂均为分析纯。
SK10GT型超声波清洗器:上海科导超声仪器有限公司;SHZ-Ⅲ型循环水真空泵:巩义予华仪器责任有限公司;RE-52A型旋转蒸发器:上海亚荣生化仪器厂;Agilent5975型气质联用仪:安捷伦科技有限公司。
1.2 试验方法
准确称取一定量经粉碎的西瓜籽,用滤纸包裹装入烧瓶中,于设置的条件下进行萃取,超声结束后减压抽滤,滤液经旋转蒸发器蒸馏,将提取物放入干燥箱中干燥直到恒重,计算西瓜籽油的提取率。
西瓜籽油的提取率=(m2-m1)/m×100%
式中:m为西瓜籽的质量/g,m1为空瓶质量/g,m2为空瓶和西瓜籽油的质量/g。1.3 测定方法
粗蛋白测定采用GB/T 6432—2008法;粗脂肪测定采用GB/T 5512—2008法;水分测定采用GB/T 5528—2008法;灰分测定采用GB/T 5505—2008法;色泽鉴定采用GB/T 5492—2008法;酸价测定采用GB/T 5009.37—2003法;碘值测定采用 GB/T 5532—2008法;折光率测定采用 GB/T 5527—2008法;过氧化值测定采用GB/T 5538—2005法;脂肪酸组分测定采用GC-MS法。
2 结果与分析
2.1 西瓜籽的主要成分
西瓜籽的主要成分分析结果如表1所示。

表1 西瓜籽油的主要成分
从表1可以看出,西瓜籽中含有50.8%的粗脂肪,油脂含量高于一般大豆(20%),与花生仁相当(40%~60%),是一种具有很大开发潜力的油料资源。
2.2 单因素试验
2.2.1 溶剂对提取率的影响
准确称取烘干至恒重、质量为10.000 0 g西瓜籽粉6份,按料液比1∶12(g∶mL)加入不同溶剂,在超声功率150 W,超声温度60℃抽提30 min,结果见图1。
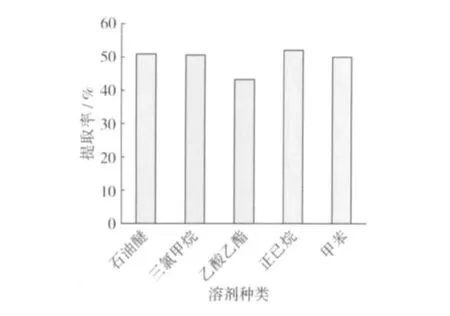
图1 不同溶剂对提取率的影响
从图1中可知,乙酸乙酯的提取率较低,而石油醚、三氯甲烷、正己烷、甲苯的提取率相当,但考虑到三氯甲烷、甲苯有一定的毒性,正己烷的价格相对较高,综合考虑选择石油醚为抽提溶剂。
2.2.2 料液比对提取率的影响
准确称取烘干至恒重、质量为10.000 0 g西瓜籽粉 6 份,按料液比 1∶8、1∶10、1∶12、1∶14、1∶16(g∶mL)加入石油醚,在超声功率150 W,超声温度60℃抽提30 min,结果如图2所示。

图2 料液比对提取率的影响
由图2可知,料液比小于1∶12(g∶mL)时,西瓜籽油提取率随料液比增大而增大;当料液比大于1∶12(g∶mL)时,西瓜籽油提取率随料液比增大反而减小,因此选择料液比为1∶12(g∶mL)比较适宜。
本试验采用40目的西瓜籽粉,料液比过大可能与西瓜籽粉颗粒过粗有关。
2.2.3 超声温度对提取率的影响
准确称取烘干至恒重、质量为10.000 0 g西瓜籽粉6份,按料液比1∶12(g∶mL)加入石油醚,在超声功率150 W,温度为40、50、60、70、80 ℃抽提30 min,结果如图3所示。由图3可知随着温度的升高,西瓜籽油提取率迅速增大,当温度高于60℃,温度的升高对提取率的提高影响不明显,从经济和安全角度考虑,确定提取温度为60℃。

图3 温度对提取率的影响
2.2.4 超声功率对提取率的影响
准确称取烘干至恒重、质量为10.000 0 g西瓜籽粉6份,按料液比1∶12(g∶mL)加入石油醚,在超声温度 60 ℃,超声功率 80、100、120、150、180 W 抽提30 min,结果如图4所示。
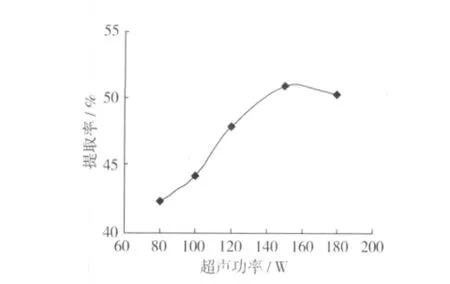
图4 超声功率对提取率的影响
由图4可知,西瓜籽油提取率随着超声功率的增大而增大,但当超声功率达到一定值时,提取率趋于恒定,适宜的超声功率为150 W。
2.2.5 超声时间对提取率的影响
准确称取烘干至恒重、质量为10.000 0 g西瓜籽粉6份,按料液比1∶12(g∶mL)加入石油醚,在超声温度60 ℃,超声功率 150 W 抽提 20、25、30、35、40 min,结果如图5所示。

图5 超声时间对提取率的影响
由图5可知,在30 min之内,西瓜籽油提取率与超声时间成正比关系,超声时间越长,提取率越高,在30 min之后,提取率随时间的变化不大,确定超声时间30 min较为适宜。
2.3 正交试验
在单因素的基础上,选择料液比、超声温度、超声功率、超声时间为考查对象,以西瓜籽油提取率为指标,采用L9(34)进行正交试验。各因素水平见表2,正交试验结果见表3。

表2 正交试验设计
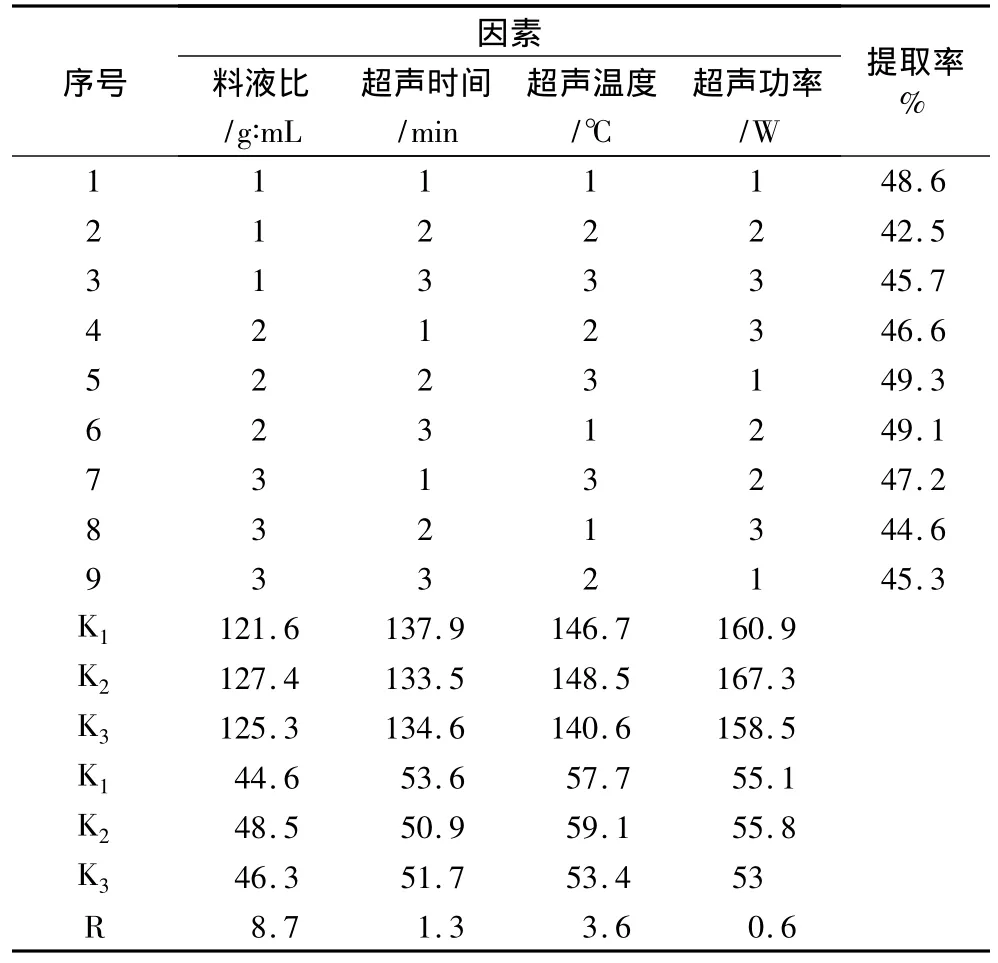
表3 正交试验结果
由表3可知,影响西瓜籽油提取率的因素主次顺序为:料液比>超声温度>超声时间>超声功率,最佳工艺条件是 A2B1C2D2,即料液比 1∶12(g∶mL),超声温度60℃,超声时间30 min,超声功率150 W,经平行试验验证(n=6),西瓜籽油提取率为50.8%。
本试验采用40目的西瓜籽粉,西瓜籽油提取率低的原因可能与西瓜籽粉颗粒过粗有关。
2.4 西瓜籽油的理化指标
2.4.1 西瓜籽油的特性常数
按2.3确定的最佳工艺条件抽提所得西瓜籽油测定其特性常数,结果见表4。由表4可知,西瓜籽油的折光率、碘值较一般油脂要高,表明西瓜籽油含有大量不饱和双键,具有较高的利用价值。

表4 西瓜籽油的特性常数
2.4.2 西瓜籽油的脂肪酸组成
西瓜籽油的脂肪酸组成测定结果如表5所示。

表5 西瓜籽油的脂肪酸组成
从表5可以看出,西瓜籽油的脂肪酸主要由不饱和脂肪酸组成,特别是亚油酸的含量高达74.8%。
3 结论
3.1 影响西瓜籽油提取率的主要因素是料液比,其次是超声温度和超声时间,超声功率的影响最小;正交试验确定的最佳工艺条件是:石油醚为抽提溶剂,料液比为 1∶12(g∶mL),超声温度 60 ℃,超声时间30 min,在此条件下西瓜籽油提取率为50.8%。
3.2 西瓜籽油的折光率、碘值较一般油脂要高,表明西瓜籽油可能含有大量不饱和双键,西瓜籽油的脂肪酸主要由不饱和脂肪酸组成,不饱和脂肪酸占93.1%,特别是亚油酸的含量高达74.8%,具有较高的利用价值。
[1]黄宝康.家庭百草园系列之二十五 西瓜[J].园林,2011(8):70-71
[2]马晴,黄震.超临界CO2萃取西瓜籽油的研究[J].中国油脂,2009,34(9):10 -12
[3]张吉祥.正交实验法优选绿茶绿色素的超声波提取工艺[J].食品科技,2011,36(1):192 -196
[4]安凤平,宋洪波,宋江良,等.擂茶加工中的超声波辅助水提取芝麻有效成分研究[J].中国粮油学报,2011,26(2):47-51
[5]周雯雯,闵嗣璠,王纯荣.超声波辅助提取丝瓜籽油的工艺研究[J].中国粮油学报,2009,24(11):87-90
[6]李静,邓毛程,王文文.超声波辅助提取菠萝皮多酚物质的研究[J].中国酿造,2011(1):130-132
[7]田玉霞.苹果渣中果胶的超声波辅助提取及基于不同分子量级的特性表征[D].西安:陕西师范大学,2010
[8]韦学丰.大肉姜总黄酮的超声波提取工艺[J].中国调味品,2010,35(8):107 -109
[9]李慎欧,郝庆红,王常富,等.超声波提取酸枣仁总黄酮工艺研究[J].安徽农业科学,2009,37(28):3790-3792.
Study on Optimum Extraction of Watermelon Seed Oil by Ultrasonic Wave
Yan Xiaoping Li Chengping Jin Jianchang
(Biology & Environment Engineering College,Zhejiang Shuren University,Hangzhou 310015)
The optimum extraction conditions of oil from watermelon seeds with aid of ultrasonic wave technology were studied and the main factors that affect the extraction efficiency were also studied through orthogonal experiments.The results showed that the significant of the effects of these factors on the oil extraction efficiency decreased in the following order:ratio of raw material to solution>ultrasonic temperature>ultrasonic temperature>ultrasonic power;and the optimum extraction conditions are:the petroleum ether as extraction solvent,ratio of raw material to solution 1∶12(g∶mL),ultrasonic temperature 60 ℃,ultrasonic time 30 min,ultrasonic power 150 W,and the maximum extraction efficiency of watermelon seed oil could reach 50.8%.The fatty acids of watermelon seed oil mainly consisted of palmitic acid and unsaturated fatty acids,and the latter accounts for 93.1%,especially linoleic acid accounts for 74.8%,quite a value of health care.
ultrasonic wave,watermelon seed oil,optimum extraction process
TS224
A
1003-0174(2012)03-0053-04
2011-06-23
严小平,男,1967年出生,高级实验师,食品科学与工程
