惯性摩擦焊测温研究
2012-11-14付春坤王红宾
付春坤,白 钢,王红宾
(1.西北工业大学 凝固技术国家重点实验室,陕西 西安 710072;2.西北工业大学 陕西省摩擦焊接重点实验室,陕西 西安 710072)
焊接工艺
惯性摩擦焊测温研究
付春坤1,2,白 钢1,2,王红宾1,2
(1.西北工业大学 凝固技术国家重点实验室,陕西 西安 710072;2.西北工业大学 陕西省摩擦焊接重点实验室,陕西 西安 710072)
热电偶测温是现代测温技术中的主要测温方法,但由于热电偶的滞后性,测温的准确度难以提高。在基于惯性摩擦焊接动态测温试验基础上,提出了一种根据热电偶测温原理校正热电偶测温动态误差。通过红外仪测温对校正结果进行了检验,结果较理想,对提高测温准确度具有一定的意义。
热电偶测温;红外仪测温;滞后性;误差校正
0 前言
惯性摩擦焊在航空、航天等领域应用前景广阔,特别是在航空发动机制造方面具有无可替代的重要地位[1-2]。惯性摩擦焊的温度场是非常重要的物理参量,对研究焊接热循环过程,摩擦表面高温粘塑性金属的形成和流动规律,焊接接头的冶金过程和接头组织、性能等都有重要的意义。由于惯性摩擦焊接过程时间短、温度变化快、变化幅度大,采用热电偶测温存在动态误差,无法实现焊接接头的实时温度检测。本研究对热电偶测温动态误差进行校正,并结合红外成像仪测温对校正结果进行验证,为惯性焊测温研究提供一定的参考。
1 实验内容
惯性摩擦焊试件材料为FGH96,尺寸φ 15 mm× 110 mm,惯性焊设备采用第五九研究所研制的CT-35特种摩擦焊机,工艺参数为:转动惯量0.5 kg·m2、转速3800r/min、焊接压力310MPa。实验使用φ 1 mm的镍铬-镍硅铠型热电偶,测温孔道直径φ 1.5 mm,位置示意如图1所示,1、2、3号次表面点距端面的距离分别为5 mm、8 mm、11 mm,三点距表面的距离0.77 mm。实验过程中采用红外热像仪记录焊接接头的表面温度场。
2 校正方法
2.1 热电偶的热惰性
热电偶本身具有热惰性,在插入孔道后不能立即指示测量端的温度。其示值将逐渐上升,一直到测量端热量吸放达到动态平衡后才有稳定的示值。对于温度随时间变化的暂态温度来说,可以将温度的变化过程看作是许多稳态的组合。为准确地测出惯性焊接过程中的温度变化,就要克服动态响应误差。动态响应误差的计算公式为
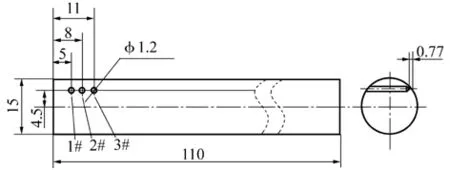
图1 热电偶测温位置

式中 Tg为实际温度;Tj为测量温度;τ为热电偶的时间常数。
2.2 时间常数的确定
热电偶的时间常数τ是热电偶本身具有的属性,τ值与热电偶的结构、尺寸、材料和工况有关。由于试验所采用的热电偶均为同种型号同批次的热电偶,故可以忽略热电偶的结构、尺寸、材料对时间常数的影响。不论Tg、Tj为何值,温度的阶跃有多大,只要经历τ秒,其示值温度总是攀升至整个阶段的63.2%[3]。根据热电偶的这一特性,采用与惯性摩擦焊测温相同的工作条件,即可测得一系列温度下的时间常数。通过拟合,可得一定温度范围内的时间常数曲线,如图2所示。
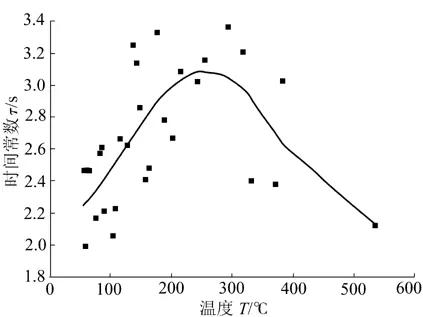
图2 时间常数曲线
2.3 斜率计算
在此采用曲线局部线性化的方法计算斜率。设采样时间间隔为Δ t,则有

将实验中热电偶采集的数据依次代入式(2),即得到各个采样点的斜率。
将计算数据依次代入动态误差计算公式中,可计算得到动态测温过程中的动态误差,并用于修正测温示值,从而得到各个瞬时的温度

3 数据分析
实验中次表面点1、2、3号热电偶实测和校正后的温度曲线与红外测得的表面点的温度曲线对比如图3所示。红外的发射率整体调为0.8,因此,与红外真实的温度有一定差异,但峰值时刻是可信的。1号点红外温度曲线非常不规则,这是因为1号点对应的表面点在焊接过程中与飞边相接触的温度场受到影响。由图3可知,热电偶实测峰值时刻与红外测温中的峰值时刻差异较大,热电偶测温的滞后性不可忽略。这是因为惯性摩擦焊焊接时间非常短,只有几秒钟,焊接过程中的加热速度非常快。加热速度的加快直接导致了热电偶的动态响应误差增大。因此,必须校正其动态响应误差。如表1所示,校正后的曲线温度幅值都有提高,1、2号点校正后的温度都提高了约120℃,而3号因距焊接接头端面距离较远,幅值提高不是很大。由表2中校正前的差值1和校正后定的差值2比较可以看出,校正之前1、2、3号点实测的峰值时刻与红外相差很大,都在3 s以上,校正后的峰值时刻与红外测得的峰值时刻非常相近,差值都在0.4s之内。

表1 校正前后各点的峰值对比 ℃

表2 校正前后各点的峰值时刻对比 s
4 结论
(1)惯性摩擦焊过程中,温度上升迅速,热电偶的测温值存在一定的滞后性,各特征点温度的峰值时间都滞后3 s以上。因此,惯性摩擦焊中热电偶的滞后性不可忽略。
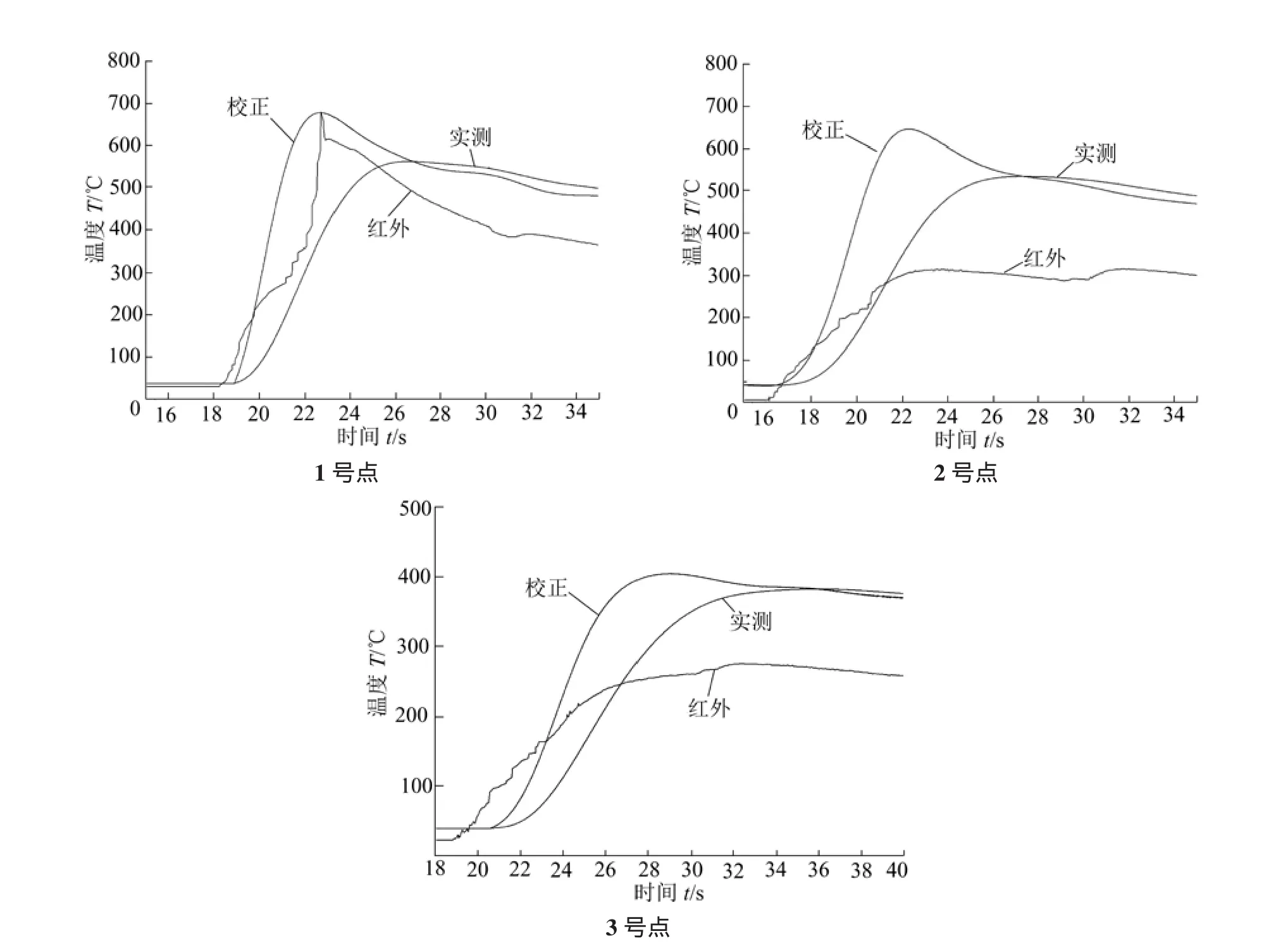
图3 实测、校正与红外温度曲线对比
(2)校正后次表面点到达峰值的时刻与其对应的表面点在红外测温中峰值时刻十分相近,说明校正后的温度曲线基本消除了热电偶的滞后性。
[1]李志远,钱乙余,张九海.先进连接技术[M].北京:机械工业出版社,2000.
[2]梁 海,张 峥.惯性摩擦焊在航空发动机上的应用[J].材料工程,1992(2):48-51.
[3]三零四所.热电偶[M].北京:国防工业出版社,1978.
Study of thermometry for inertia friction welding
FU Chun-kun1,2,BAI Gang1,2,WANG Hong-bin1,2
(1.State Key Laboratory of Solidification Processing,Northwestern Polytechnical University,Xi'an 710072,China,Shaanxi Key Laboratory of Friction Technologies,Northwestern Polytechnical University,Xi'an 710072,China)
Thermocouple instrument is an important thermometry instrument during the modern thermometry practice,but because the proper hysteretic properties of thermocouple,the accuracy of thermometry can’t be improved.The article introduces a correction way based on the thermocouple thermometry principle during the practice of inertia friction welding,and the corrected result also has been checked by the infrared instrument.It has a significance to improve the accuracy of thermometry.
thermocouple thermometry;infrared instrument;hysteresis properties;correction
TG453+.9
A
1001-2303(2012)07-0048-03
2012-01-19;
2012-07-05
付春坤(1985—),男,江苏兴化人,硕士,主要从事摩擦焊接的研究工作。