960MPa级工程机械用钢焊接性能试验研究
2012-11-14董现春牟淑坤陈延清
张 楠,董现春,刘 宏,牟淑坤,陈延清,章 军
(首钢技术研究院,北京 100041)
重点关注
960MPa级工程机械用钢焊接性能试验研究
张 楠,董现春,刘 宏,牟淑坤,陈延清,章 军
(首钢技术研究院,北京 100041)
通过连续冷却转变曲线的绘制、焊接冷裂纹敏感性试验以及从800℃冷却到500℃的时间(t8/5)对焊接粗晶热影响区(CGHAZ)韧性的影响等方法,系统评价了一种960 MPa级工程机械用钢的焊接性能。结果表明:工程上配套使用GHS-90实心焊丝,在φ(Ar)80%+φ(CO2)20%混合气体保护下焊接,需将该钢板预热至200℃以上才能避免焊接冷裂纹倾向(钢板厚度为20 mm);t8/5>20 s后,粗晶区韧性严重降低;通过制定合理焊接工艺可满足960 MPa强度级别的工程使用要求。
焊接性能;预热温度;焊接裂纹敏感性;CGHAZ
0 前言
随着科学技术的进步及国家基础建设投资的增加,我国工程机械的用钢量逐年提升[1-2],特别是液压挖掘机械、道路机械及工程起重机械等,均要求材料具有高强度、高韧性及低焊接裂纹敏感性,并对轻量化、小型化和高效化的要求越来越高[3]。近年来,通过调整化学成分并匹配合理的工艺,许多国内钢铁企业已经成功研制了性能优良的高强度钢板。舞钢最早采用轧后淬火+回火工艺试验开发了厚WQ960D/E工程机械用钢[4]。首钢采用Ti、Nb、V微合金化成分设计,并匹配Mo、Cr、B提高淬透性,经控轧控冷+离线调质工艺处理,本着钢板轻量化的设计原则,成功研发了20 mm厚S960QL工程机械用钢,产品性能符合YB/T4137-2005《低焊接裂纹敏感性高强度钢板》的技术要求,可广泛应用于工程机械和矿山机械行业中。
气体保护焊是现今工程机械生产中普遍使用的焊接方法,尤其是φ(Ar)80%+φ(CO2)20%混合气体保护焊,具有生产效率高、焊接质量好、操作灵活多变、价格低廉等优点[5]。在此采用φ(Ar)80%+φ(CO2) 20%混合气体保护焊对首钢S960QL钢板进行焊接性能分析,系统研究了S960QL钢板的焊接裂纹敏感性、热模拟粗晶区组织及性能、焊接接头综合力学性能及最高硬度试验,以期为用户合理匹配焊接材料和优化焊接生产工艺提供参考依据。
1 钢板组织和性能
焊接母材选自首钢批量生产的厚20mm的S960QL,通过添加适量的微合金元素及控轧控冷(TMCP)工艺细化晶粒,离线调质处理达到钢板的强韧性要求。母材横向组织如图1所示,试验材料的化学成分、力学性能和落锤试验结果如表1~表3所示。
板厚1/4处母材原始金相组织为细小的板条状贝氏体。作为一种中温转变组织,经调质处理后可得到如表2、表3所示的性能,S960QL钢板和焊丝熔覆金属都具有良好的拉伸性能和较低的冲击韧性。母材的落锤试验还表明,S960QL板厚中心的低温无塑性转变温度在-40℃以下。以上数据充分体现S960QL综合力学性能达到了相关标准要求。

图1 S960QL钢板横向组织形貌(1 000×)
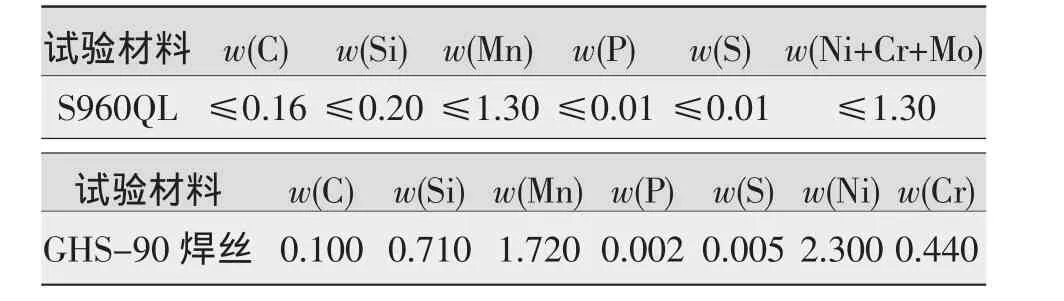
表1 试验材料的化学成分%

表2 试验材料的力学性能

表3 试验材料的落锤试验结果
2 CCT曲线测定
为分析母材在不同焊接热输入条件下的组织,就必须建立相应材料的焊接连续冷却转变曲线图,即焊接CCT图。采用Gleeble-2000热模拟试验机将母材从室温升至1 350℃,依据焊接特征参数t8/5(从800℃冷却至500℃的时间)的不同,分别在峰值温度保温0.5~3.0 s不等,再以不同的t8/5时间冷却至300℃。S960QL焊接连续冷却转变曲线中组织与维氏硬度HV10的对应关系如图2所示。
3 钢板焊接裂纹敏感性试验
3.1 焊接冷裂纹敏感指数

图2 S960QL钢板焊接连续冷却转变曲线
钢板的化学成分与其焊接冷裂纹倾向和热影响区的硬度都有着密切联系。导致焊接冷裂纹产生的三个主要因素分别是淬硬组织、拘束应力和氢。按照国际焊接学会推荐的Ceq计算公式(见表1),S960QL钢的Ceq≈0.57,表明其具有一定的淬硬倾向,采用常规的弧焊工艺,热影响区会不可避免的产生淬硬组织。日本伊藤等人进行了斜Y坡口焊接裂纹敏感性试验,并建立了如下经验公式,用于预测焊接预热温度T0(使用条件:w(C)<0.16%、抗拉强度为400~900 MPa的低合金高强度钢)

式中 Pcm为焊接冷裂纹敏感指数;[H]为100 g熔覆金属扩散氢含量(单位:ml);h为被焊金属板厚(单位:mm);T0为最低焊前预热温度(单位:℃)。
根据表1的化学成分,结合匹配焊丝GHS-90熔覆金属扩散氢含量技术要求(每100 g不大于5 ml)计算,焊接冷裂纹敏感指数Pcm≈0.426。按式(2)预测,为避免焊接热影响区的淬硬倾向,降低焊接裂纹产生几率,斜Y坡口焊接裂纹敏感性试验前对钢板的最低预热温度应大于220℃。
3.2 焊接热影响区最高硬度
焊接热影响区最高硬度试验依据JIS Z 3101-1990《焊接热影响区最高硬度试验方法》进行,焊接材料为GHS-90实心焊丝,按规定在一个轧制表面进行试验。预热温度分别为100℃、200℃、250℃,焊接线能量15~16 kJ/cm,试板焊后12 h加工硬度试样进行HV10硬度测定。硬度分布曲线如图3所示,S960QL在预热温度为100℃焊接时,焊接热影响区最高硬度HV10=413;在预热温度为200℃时,焊接热影响区的最高硬度HV10=371;在预热温度为250℃时,焊接热影响区的最高硬度HV10=345。通常认为,钢板的焊接热影响区最高维氏硬度大于350时,即有一定的冷裂纹倾向[6]。由此可见,该规格钢板需预热至250℃时,焊接热影响区的最高维氏硬度HV10=340,方可降低冷裂倾向。
3.3 斜Y裂纹敏感性试验
斜Y坡口焊接裂纹试验又称小铁研试验,是一种拘束程度较为苛刻的冷裂纹试验方法,主要用于考核对接接头焊接热影响区的根部裂纹情况。试验方法可参照EN ISO 17642-2:2005《金属材料焊接的有损试验》的标准规定执行。小铁研试验组对如图4所示,拘束焊缝在φ(Ar)80%+φ(CO2)20%混合气体保护下使用试验用GHS-90实心焊丝焊接,试验焊缝间隙g=1~2 mm。试验设置了100℃、200℃和250℃下三种预热条件。试件焊后放置48 h,进行表面、根部及断面裂纹率测定。斜Y坡口焊接裂纹检测结果见表4。由表4可知,20mm厚S960QL钢板使用15~16kJ/cm线能量焊接,当预热250℃时,表面、根部及断面裂纹率均为零;预热200℃时,表面裂纹率为零,断面裂纹率和根部裂纹率分别为5.6%和2.5%;预热100℃时,表面裂纹率为零,根部及断面裂纹率分别达到10.8%和4.7%。一般认定,斜Y坡口焊接裂纹试验是在较苛刻的拘束条件下进行的,因此工程实际中往往将裂纹率控制在10%以内则认为是安全的。
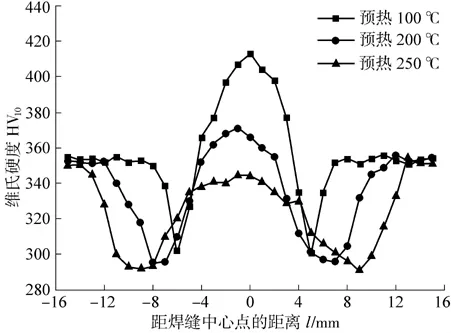
图3 20 mm厚S960QL钢板在不同预热温度时焊接热影响区维氏硬度曲线

表420 mm厚S960QL钢板斜Y裂纹敏感性试验结果
4 S960QL钢板CGHAZ韧性研究
对焊接粗晶热影响区(CGHAZ)的韧性研究一直是钢板焊接性研究的重要环节之一。本试验采用Gleeble-2000热模拟试验机模拟焊接热循环过程,研究了不同t8/5时间下CGHAZ的韧性变化,为制定焊接工艺提供依据。
本次点评病历136份,其中男性72例,女性64例,平均年龄(57.48±17.3)岁;平均住院时间 11.32天;伏立康唑片平均用药6.16天。经治疗,127例好转,1例未愈,3例死亡,5例不详。
热模拟试样保留了一个轧制表面,规格11 mm× 11 mm×90 mm;热模拟工艺为:预热温度200℃保温30 s,升温速度150℃/s,峰值温度1 320℃,峰值温度停留时间2s。不同t8/5冷却时间下CGHAZ的金相组织如图5所示;不同t8/5冷却时间对-40℃下CGHAZ断裂韧性的影响如图6所示;热循环参数和实际焊接方法的对应关系如表5所示[7]。

图4 斜Y坡口试件组对

图5 不同t8/5冷却时间下CGHAZ金相组织
分析图5和图6可知,焊接热影响区的冷却速度对其冲击韧性有较大影响。当t8/5<10s时,组织以细小的板条状马氏体为主,CGHAZ的冲击韧性处于与母材同等级别水平;当t8/5>20 s时,组织类型虽然同为板条状马氏体,但已明显长大,-40℃下冲击吸收功低于27 J,且呈急剧降低。
由图6和表5可知,20 mm厚S960QL高强钢板适合采用低线能量焊条电弧焊和气体保护焊,以保证CGHAZ的低温冲击韧性。

图6 不同t8/5冷却时间下的CGHAZ冲击吸收功(-40℃)

表5 低合金钢焊接热循环参数与实际焊接方法的对应关系
5 S960QL钢板焊接工艺研究
通过对S960QL进行焊接性研究,特制订如下焊接工艺试验。
结合大型工程起重机械用钢的实际焊接方式,对S960QL高强钢板进行纵向焊接试验,取样规格400 mm(长)×200 mm(宽)×20 mm(厚),X型坡口角度60°。选用GHS-90同规格高强焊丝作为填充材料。打底焊前试板温度为200℃,控制层道间温度在200℃~250℃,焊后分别检验试验钢板的强度、冲击韧性、冷弯性能、接头金相组织和维氏硬度。φ(Ar)80% +φ(CO2)20%混合气体保护焊焊接工艺参数见表6。
接头力学性能如表7所示。由表7可知,S960QL钢板焊接断裂位置在焊缝,焊接接头强度、冷弯性能和冲击韧性均能满足20 mm厚S960QL的使用要求。由图7可知,焊缝金属及热影响区细晶区均为细小的贝氏体组织;热影响区过热区及粗晶区为马氏体+板条状贝氏体组织;不完全相变区为回火索氏体+贝氏体组织;焊缝组织中未见明显影响韧性的粗大魏氏体;接头各区域未见气孔、夹渣和裂纹等焊接缺陷,从而保证了焊接接头具有良好的拉伸性能和冲击韧性。
盖面焊道接头硬度分布如图8所示。由图8可知,细晶区硬度在焊接热循环后有下降现象,最低值约为331 HV10,与母材硬度相比,硬度下降6%~7%,但该区域综合力学性能良好,不影响材料在工程上的应用。

表6 S960QL钢板匹配GHS-90焊丝焊接工艺参数

表7 S960QL钢板焊接接头力学性能

图8 接头硬度分布
6 结论
(1)20 mm厚S960QL工程机械用钢具有良好的力学性能和低温冲击韧性。
(2)工程上使用GHS-90实心焊丝焊接20 mm厚S960QL钢板需将预热温度升至200℃以上才能抑制焊接淬硬倾向的产生。
(3)焊接冷却速度对粗晶区韧性有较大影响。为保证良好韧性,需严格控制t8/5<20 s。
(4)焊接接头硬度、组织及性能良好,可以满足960 MPa强度级别的工程使用要求。
[1]张 熹,董现春,鞠建斌,等.高强热轧卷板SQ600MC焊接性研究[J].电焊机,2011,41(5):93-96.
[2]孙 梅,姜尚清.我国中厚板生产与消费状况分析[J].宽厚板,2009,15(5):27-29.
[3]邹增大,李亚江,尹士科.低合金调质高强度钢焊接及工程应用[M].北京:化学工业出版社,2000.

图7 S960QL 钢板匹配GHS-90实心焊丝焊接接头金相组织
[4]王国花,邓东生.舞钢工程机械用高强钢的试验研究[J].宽厚板,2009,15(5):27-29.
[5]殷树言.气体保护焊工艺基础[M].北京:机械工业出版社,2007.
[6]汪 辉.12MnNiVR钢板焊接裂纹敏感性的试验研究[J].压力容器,2003(6):20-24.
[7]张文越.焊接冶金学[M].北京:机械工业出版社,1999.
Study on the welding performance testing of 960 MPa grade machinery steel
ZHANG Nan,DONG Xian-chun,LIU Hong,MU Shu-kun,CHEN Yan-qing,ZHANG Jun
(Shougang Research Institute of Technology,Beijing 100041,China)
The welding performance testing of 960 MPa grade machinery steel was systematically investigated by following methods:drawing the curve of CCT,testing the cold cracking sensitivity of welding and effect of the cooling time from 800℃to 500℃(t8/5)on toughness variation of the CGHAZ.The results showed that,the cold cracking propensity of welding could be avoided by raising preheating temperature to more than 200℃in engineering(plate thickness 20 mm),that was compatible with the solid wire GHS-90 forφ(Ar) 80%+φ(CO2)20%shielded arc welding;the toughness variation of the CGHAZ was rapidly decreased while the t8/5was up to 20 s;though made the reasonable welding process,the 960 MPa grade machinery steel could be used in engineering field,successfully.
welding performance;preheating temperature;cracking sensitivity of welding;CGHAZ
TG457.11
A
1001-2303(2012)07-0001-06
2012-03-05
张 楠(1983—),男,河北香河人,硕士,工程师,主要从事钢铁焊接性及热处理的研究工作。