新型压电驱动器专用焊机的研制
2012-11-14段元波朱成华
段元波,朱成华
(成都电子机械高等专科学校,四川 成都 611730)
新型压电驱动器专用焊机的研制
段元波,朱成华
(成都电子机械高等专科学校,四川 成都 611730)
激光陀螺谐振腔的压电驱动器的焊接质量完全依赖于焊接者的经验和焊接操作技能,使得产品质量很不稳定。针对此问题设计了一种基于PLC控制的新型压电驱动器焊机,对焊接过程的关键参数——温度进行测控,保证了压电驱动器焊接质量的稳定可靠,并且实现了自动化生产,同时采用LabView编写上位机实时信号处理界面,利用上位机存储海量数据,具有一定的推广应用价值。
压电驱动器;温度控制;焊接;PLC;LabView
0 前言
激光陀螺是一种精密的光学惯性器件,广泛应用于军事和民用领域。光学谐振腔是激光陀螺的核心器件。其工作原理为通过调节激光器压电陶瓷上的电压,使其出射激光的频率周期性变化,通过光路调节系统,使得探测激光器发射出的激光射入被研究谐振腔,当探测激光器振荡频率与谐振腔频率匹配时,谐振腔产生受迫谐振。因此压电驱动器的质量是激光陀螺的关键技术,其结构是在硅微晶玻璃两面固定两片压电元件,如图1所示。当压电驱动器施加电压时,其厚度方向会产生变形,从而输出位移。由压电驱动器组成的负反馈系统瞬间即可校正激光陀螺的光学变化,从而有效地稳定激光束的频率。压电驱动器焊接温度的精确测控是压电驱动器焊接质量的关键所在[1-2],其焊接工艺如图2所示。由于传统工艺中采用手动调压、电阻丝加热的方式升温,压电驱动器焊接过程的测控依赖于操作者的经验和感观,加工质量不稳定。因此,针对该问题,应用PLC控制技术设计了一种新型压电驱动器专用焊机,实现了压电驱动器焊接的自动化,提高了产品的质量。
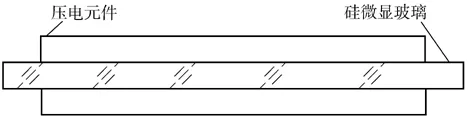
图1 压电驱动器的结构示意
1 压电驱动器专用焊机的机械设计
压电驱动器专用焊机结构如图3所示。加热元件分别为上热压头和下热压头,材料为铝合金。在其内部的陶瓷套管中各安装了一组合金电阻丝,如图4所示。上、下两组加热丝旁通过夹具安装有上、下两支热电偶温度传感器。压电驱动器被放在上热压头和其温度传感器中热压成形。
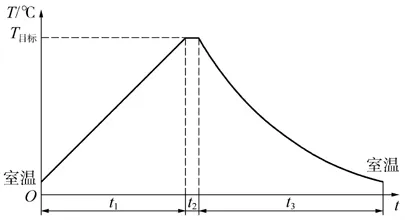
图2 压电驱动器的焊接温度工艺
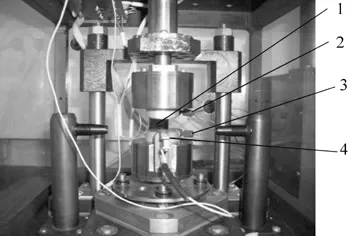
图3 压电驱动器的焊机示意
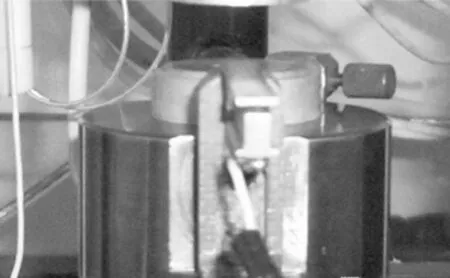
图4 热压头结构
2 压电驱动器专用焊机的温度测控系统的硬件设计
压电驱动器专用焊机的温度测控系统主要完成焊接温度的测量、标度、显示,通过PLC对执行器进行控制,完成对温度的调控[3]。系统要求温度控制精度小于等于±1℃、超调量小于等于2℃。系统对上、下两个热压头的温度进行采集,温度传感器采用热电偶。采集的温度电压信号由A/D转换调理模块实现,温度的实时处理、显示等由触摸屏实现,加热功率的调节由固态继电器实现。系统控制原理如图5所示。工作原理为:热电偶温度传感器实时测量上、下热压头的温度,热电偶输出信号通过A/D转换、信号放大、数字滤波和标度变换等电路处理后,在触摸屏上以数字、柱状图和曲线这三种形式显示出来。焊接压电驱动器时,操作人员根据焊接工艺要求,通过触摸屏输入焊接升温时间、目标温度、保温时间和报警温度等参数,然后按下启动按钮,系统将实际测量温度值与设定目标温度值进行比较,比较后的误差按照PID控制算法给执行元件(固态继电器)发出控制信号,通过控制固态继电器的触发信号来控制电热元件电流的通断,实现温度的控制。当系统计时器到达设定时间时,控制系统自动停止加热,同时开起压缩空气,最终实现对焊接机的自动控制,完成压电驱动器的焊接。在焊接过程中,操作人员可随时手动按下停止按钮停止加热,并能手动开起压缩空气降温。另一方面,热电偶信号经调理电路处理后由数据采集卡采集后送上位机PC机,采用LabView编写虚拟信号处理、海量存储供分析处理用[4]。
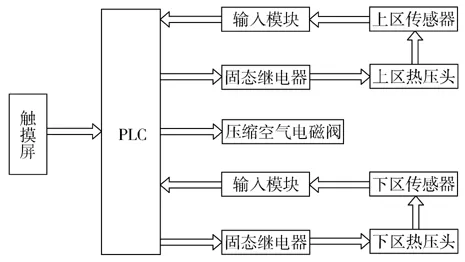
图5 PLC控制原理
3 压电驱动器专用焊机的软件设计
在此仅给出压电驱动器专用焊机的上位机温度控制PID算法,与对下位机PLC的控制软件不作介绍。PID算法如下:
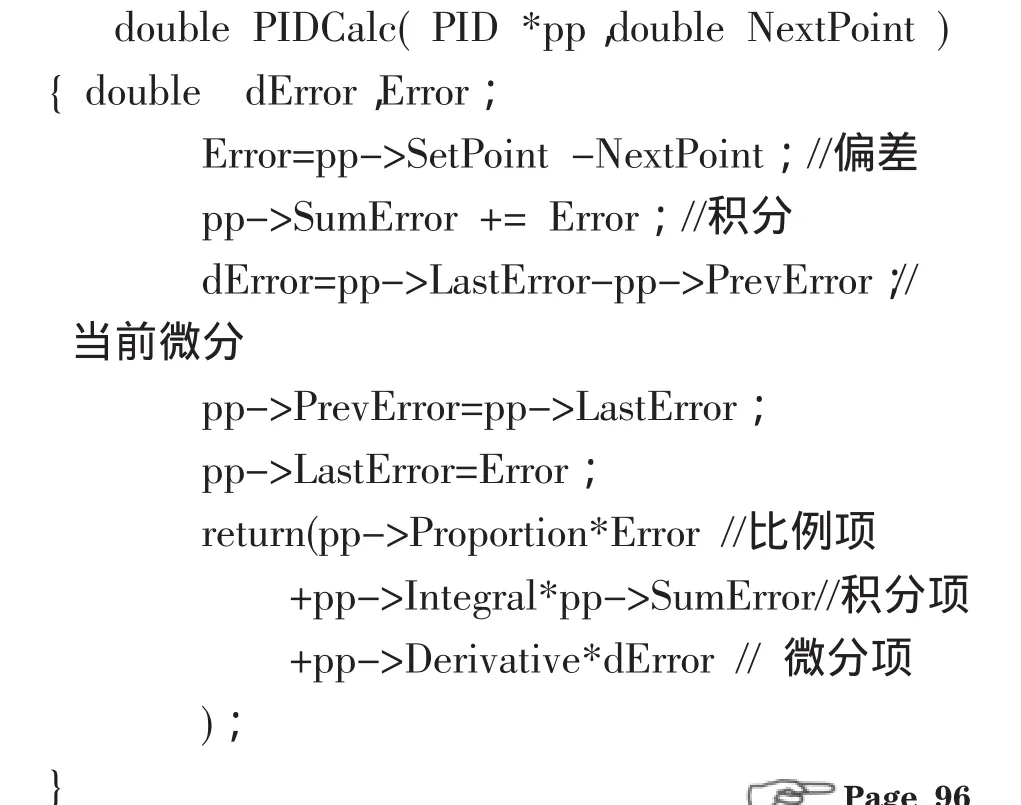
整定参数:sPID.Proportion=2;
sPID.Integral=0;
sPID.Derivative=5;
sPID.SetPoint=37.0;
系统采集的温度实时显示处理界面如图6所示。
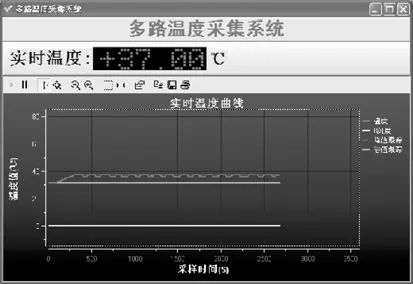
图6 系统采集的温度实时显示处理界面
4 结论
压电驱动器专用焊机经机械、软硬件调试运行,各项性能均达到了设计要求,系统超调量小(小于1.0℃)、精度高(控温精度小于±0.5℃),可自动控制升温速率,并可实现程序控温,减少了人为误差,在实际应用中有较好的控制效果,具有一定的推广应用价值。
[1]杨振江,孙占彪,王曙梅.智能仪器与数据采集系统中的新器件及应用[M].西安:西安电子科技大学出版社,2001.
[2]李世平,韦增亮,戴 凡.PC计算机测控技术及应用[M].西安:西安电子科技大学出版社,2003.
[3]LabVIEW与通用数据采集卡的接口方法研究[J].测控自动化,2004(2):34-35.
[4]何永泰,肖丽仙.基于单片机的通用示波器存储功能扩展设计[J].国外电子元器件,2006(1):51-52.
Research of a new type special welding machine for piezoelectric actuator
DUAN Yuan-bo,ZHU Cheng-hua
(Chengdu Electro-mechanical College,Chengdu 611730,China)
In this paper,a laser gyroscope cavity of piezoelectric actuator for welding quality completely in the welding experience,so that product quality is not stable,based on the design of a PLC control of piezoelectric actuator welder,welding process parameters on temperature measurement and control,to ensure the piezoelectric drive the welding quality is stable and reliable,and realize the automation of production,at the same time,through the use of Labview prepared PC real-time signal processing interface,data storage,and has great popularization and application value.
piezoelectric actuator;temperature control;welding;PLC;LabView
TG439.9
A
1001-2303(2012)07-0029-03
2012-04-09
段元波(1963—),男,四川西昌人,讲师,本科,主要从事焊接自动化的研究工作。